t
Изобретение относится к области литейного оборудования и может:применяться при разливке металла на конвейере, центробежной отливке труб и других видов литья, требующих точного дозирования порций жидкого металла .
Известна конструкция заливочного .ковша для одновременного заполнения двух литейных форм дозированншл количеством расплавленного металла 1, Ковы разделен на камеру для заполнения и две идентичные камеры, снабженные стаканами с клапанами. Над камерами предусмотрены индивидуальные или одна общая крышка, через направлякядие втулки которой проходят стержни клапанов. Металл заливают в камеру, после чего с помощью клапанов впускают требуемые дозы металла.При заливке форм сливные носки ковы поворачивается вокруг горизонтальной оси.
Недостатком этогоустройства является то, что оно не обеспечивает требуемую точность дозирования изза неравномерного распределения жидкого металла в двух идентичных камерах вследствие разгара футеровки и образования настылей в них.
Целью изобретения является повышение точности дозирования.
Поставленная цель достигается тем, что устройство для заливки литейных форм, включанхцее поворотно установленный вокруг горизонтальной оси ковш с сообщанадимися камерами,
дополнительно cHa6)teHO приводом наклона оси в вертикальной плоскости и связанным с ним через датчик механизмом сравнения масс- отливок.
5 чертеже показано устройство, общий вид.
Устройство включает ковш 1, состоящий из двух идентичных сообщаю- щихся камер 2, через разливочные
20 носки 3 которьк жидкий металл по желобам 4 поступает в две фермы 5 цент 1Обежной машины, приемник готовых отливок 6, механизм 7 сравнения масс отливок, датчик угла поворота 8,
25 привод 9 наклона оси 10 вокруг полуосей 11.
Устройство работает с тедуквдим образом.
После окончания заливки жидкого
30 металла в ковш включается привод поворота, и жидкий металл из двух камер 2 через разливочные носКи 3 по желобам 4 попадает в две формы 5. По окончании формирования отливок в формах они,извлекаются и попадают в приемник готовых отливок 6. Попарн залитые отливки сравниваются на механизме сравнения масс 7 В зависимости от разни15д их масс датчик угла поворота 8 дает команду на привод 9 наклона, который поворачивает ковш относительно полуосей 11 в сторону устранения неравенства, масс жидкого металла в сообщающихся камерах 2. Таким образотл поЬьвиается точность дозирования.
Формула изобретения Устройство для заливки литейнклс форм, содержащее поворотно установленный вокруг горизонтальной оси ковш с двумя сообщающимися кг1мера« ми, о т л и ч а idb е е с я тем, что, с целью повышения точности дозирования, устройство снабжено приводсм наклона оси в вертикальной плоскости и связанным с ним через датчик механизмом сравнения масс от ливок.
Источники информации, принятые во внимание при зкспертизе
1. Патент Франции .2295807, кл. в 22 D 41/04, ..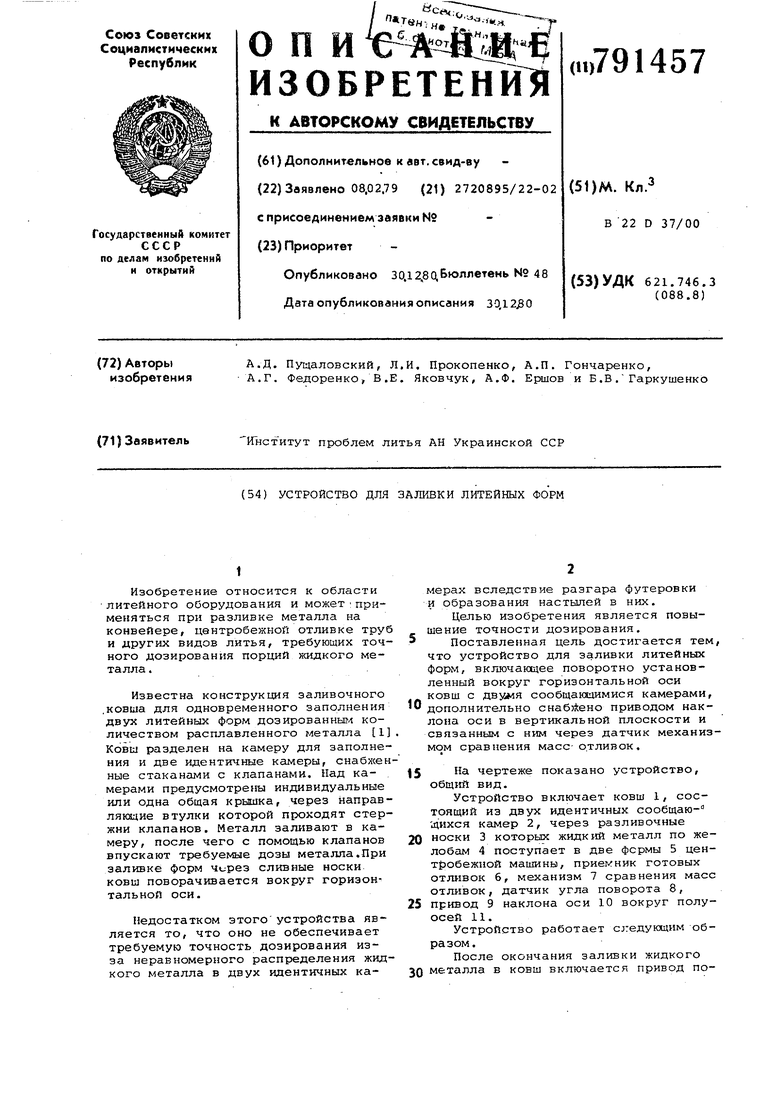
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования металла при цен-ТРОбЕжНОМ лиТьЕ | 1979 |
|
SU821043A1 |
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| Устройство для управления установкой центробежного литья | 1982 |
|
SU1052321A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА (ВАРИАНТЫ) И МАШИНА РАЗЛИВОЧНАЯ ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491148C1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
11
