Изобретение относится к металлургии, в частности к уборке слябов в цехах с непрерывной разливкой стали от группы машин непрерывного литья заготовок (МНЛЗ) на транспортную линию.
Цель изобретения - повышение производительности и надежности работы за счет сокращения межремонтных простоев и обеспечения безопасности ремонта.
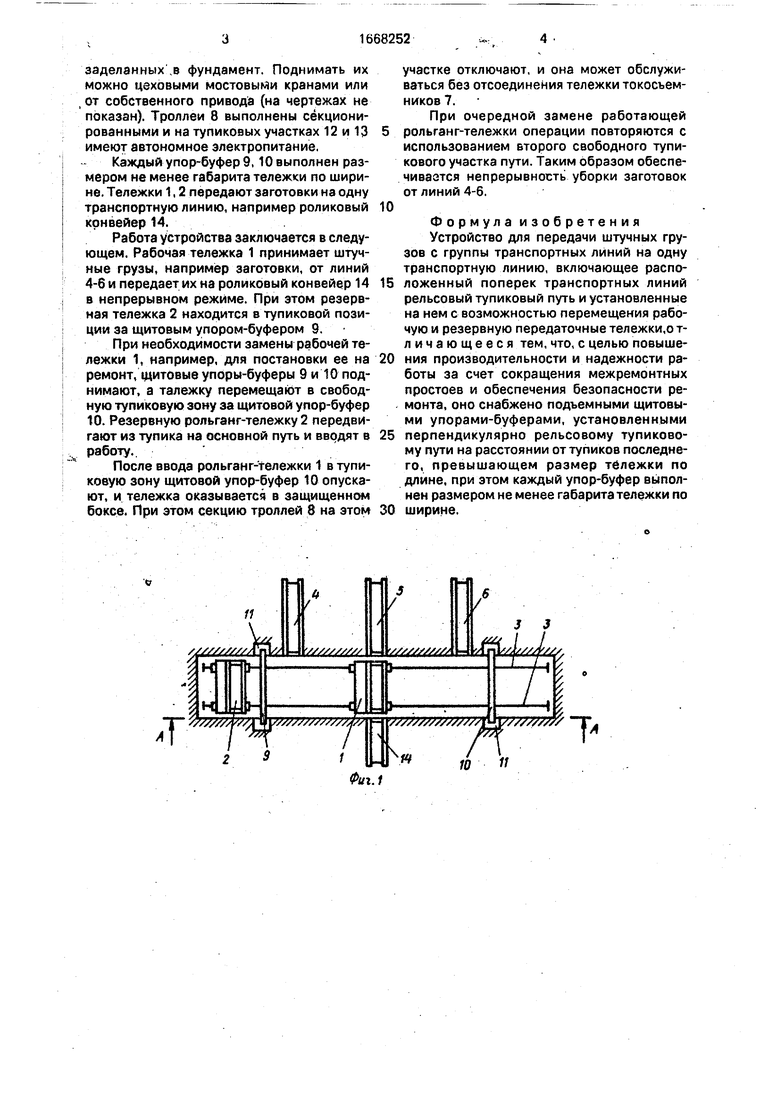
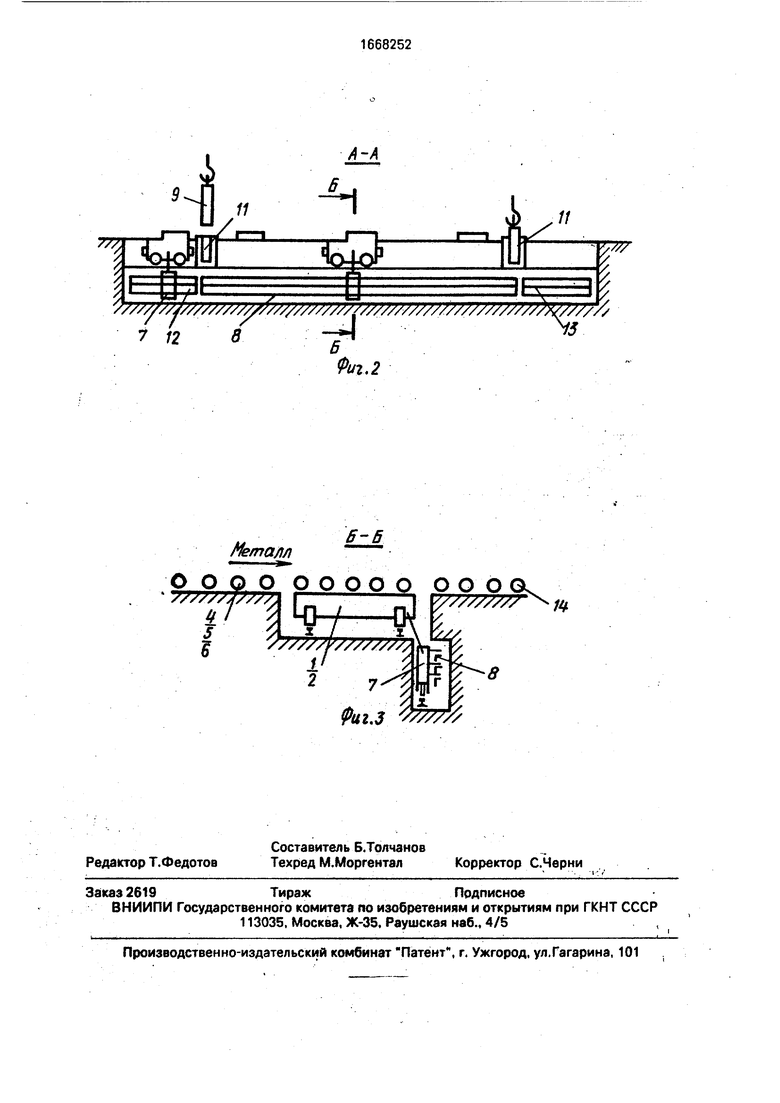
На фиг. 1 изображено описываемое устройство, вид в плане; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2,
Устройство состоит из двух передаточных тележек - рабочей 1 и резервной 2, выполненных с роликовыми настилами и Перемещающихся по рельсовому тупиковому
пути 3 вдоль фронта машин непрерывного литья заготовок (МНЛЗ) или группы транспортных линий 4-6. Тележки оборудованы электроприводом перемещения (на чертежах не показан) с питанием через тележку с токосъемниками 7 от троллей 8. Тупиковые участки рельсового пути 3 отделены от основного пути двумя подъемными щитовыми упорами-буферами 9 и 10, способными воспринимать энергию удара рабочей рольганг-тележки 1 а случае ее аварийного наезда. Упоры-буферы 9, 10 установлены перпендикулярно рельсовому тупиковому пути 3 на расстояний от его тупиков, превышающем размер тележки 1 или 2 по дликб. Щитовые упоры-буферы 9 и 10 перемещаются вертикально в направляющих .11,
о о
00
к ел ю
заделанных в фундамент. Поднимать их можно цеховыми мостовыми кранами или от собственного привода (на чертежах не показан). Троллеи 8 выполнены секционированными и на тупиковых участках 12 и 13 имеют автономное электропитание.
Каждый упор-буфер 9,10 выполнен размером не менее габарита тележки по ширине. Тележки 1,2 передают заготовки на одну транспортную линию, например роликовый конвейер 14.
Работа устройства заключается в следующем. Рабочая тележка 1 принимает штучные грузы, например заготовки, от линий 4-6 и передает их на роликовый конвейер 14 в непрерывном режиме. При этом резервная тележка 2 находится в тупиковой позиции за щитовым упором-буфером 9.
При необходимости замены рабочей тележки 1, например, для постановки ее на ремонт, щитовые упоры-буферы 9 и 10 поднимают, а талежку перемещают в свободную тупиковую зону за щитовой упор-буфер tO. Резервную рольганг-тележку 2 передвигают из тупика на основной путь и вводят в работу.
После ввода рольганг-тележки 1 в тупиковую зону щитовой упор-буфер 10 опускают, и тележка оказывается в защищенном боксе. При этом секцию троллей 8 на этом
участке отключают, и она может обслуживаться без отсоединения тележки токосъемников 7.
При очередной замене работающей рольганг-тележки операции повторяются с использованием второго свободного тупикового участка пути. Таким образом обеспечивается непрерывность уборки заготовок от линий 4-6.
Формула изобретения Устройство для передачи штучных грузов с группы транспортных линий на одну транспортную линию, включающее расположенный поперек транспортных линий рельсовый тупиковый путь и установленные на нем с возможностью перемещения рабочую и резервную передаточные тележки,о т- личающееся тем, что, с целью повышения производительности и надежности работы за счет сокращения межремонтных простоев и обеспечения безопасности ремонта, оно снабжено подъемными щитовыми упорами-буферами, установленными перпендикулярно рельсовому тупиковому пути на расстоянии от тупиков последнего, превышающем размер тележки по длине, при этом каждый упор-буфер выполнен размером не менее габарита тележки по ширине.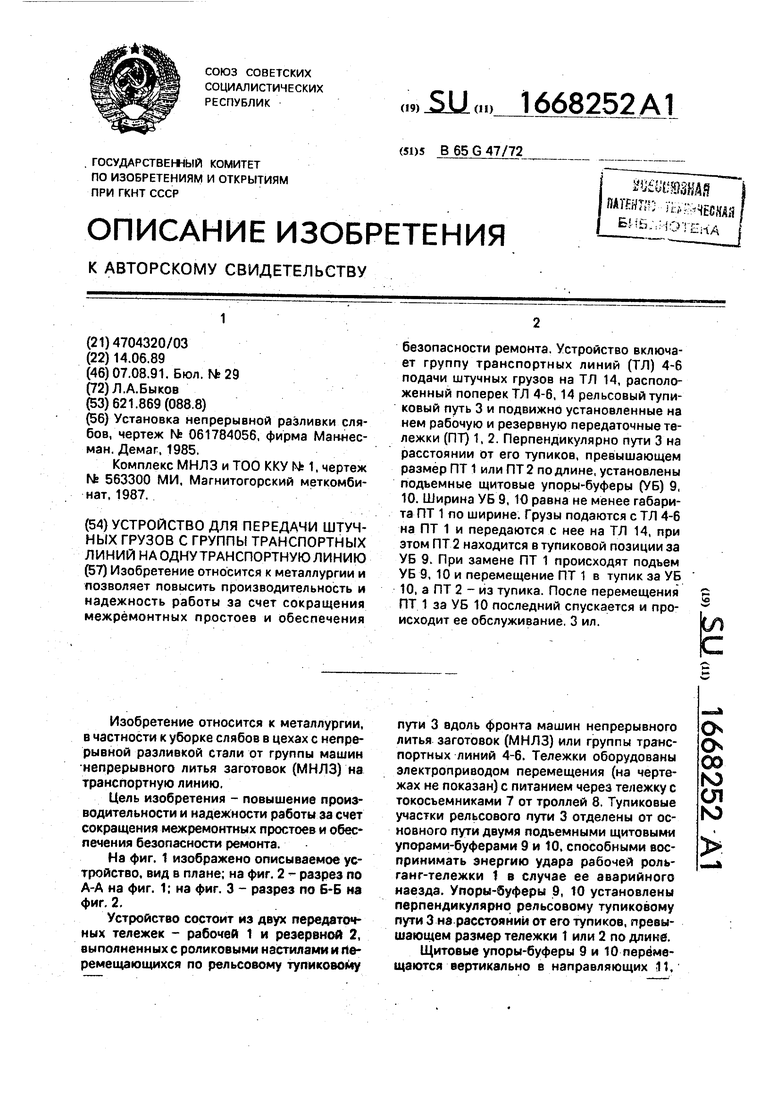
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ | 2014 |
|
RU2571980C2 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ ИНЕРЦИОННАЯ СИСТЕМА | 2017 |
|
RU2691682C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Линия ремонта палет | 1979 |
|
SU832287A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Технологическая разборочная линия | 1980 |
|
SU939620A2 |
| Устройство для транспортировки и поворота изделий в поточной линии | 1981 |
|
SU995439A1 |
| Приемно-передаточное устройство для линии металлообработки | 1984 |
|
SU1192946A1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
Изобретение относится к металлургии и позволяет повысить производительность и надежность работы за счет сокращения межремонтных простоев и обеспечения безопасности ремонта. Устройство включает группу транспортных линий (ТЛ) 4 - 6 подачи штучных грузов на ТЛ 14, расположенный поперек ТЛ 4 - 6, 14 рельсовый тупиковый путь 3 и подвижно установленные на нем рабочую и резервную передаточные тележки (ПТ) 1, 2. Перпендикулярно пути 3 на расстоянии от его тупиков, превышающем размер ПТ 1 или ПТ 2 по длине, установлены подъемные щитовые упоры-буферы (УБ) 9, 10. Ширина УБ 9, 10 равна не менее габарита ПТ 1 по ширине. Грузы подаются с ТЛ 4 - 6 на ПТ 1 и передаются с нее на ТЛ 14, при этом ПТ 2 находится в тупиковой позиции за УБ 9. При замене ПТ 1 происходят подъем УБ 9, 10 и перемещение ПТ 1 в тупик за УБ 10, а ПТ 2 - из тупика. После перемещения ПТ 1 за УБ 10 последний спускается и происходит ее обслуживание. 3 ил.
«Т
Т
А-А
////////f///////// /////////////////////// // //
7 128-Н
///
Фиг.2
Металл
6-6
//////
| Установка непрерывной разливки слябов, чертеж № 061784056, фирма Маннес- ман | |||
| Демаг, 1985 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
