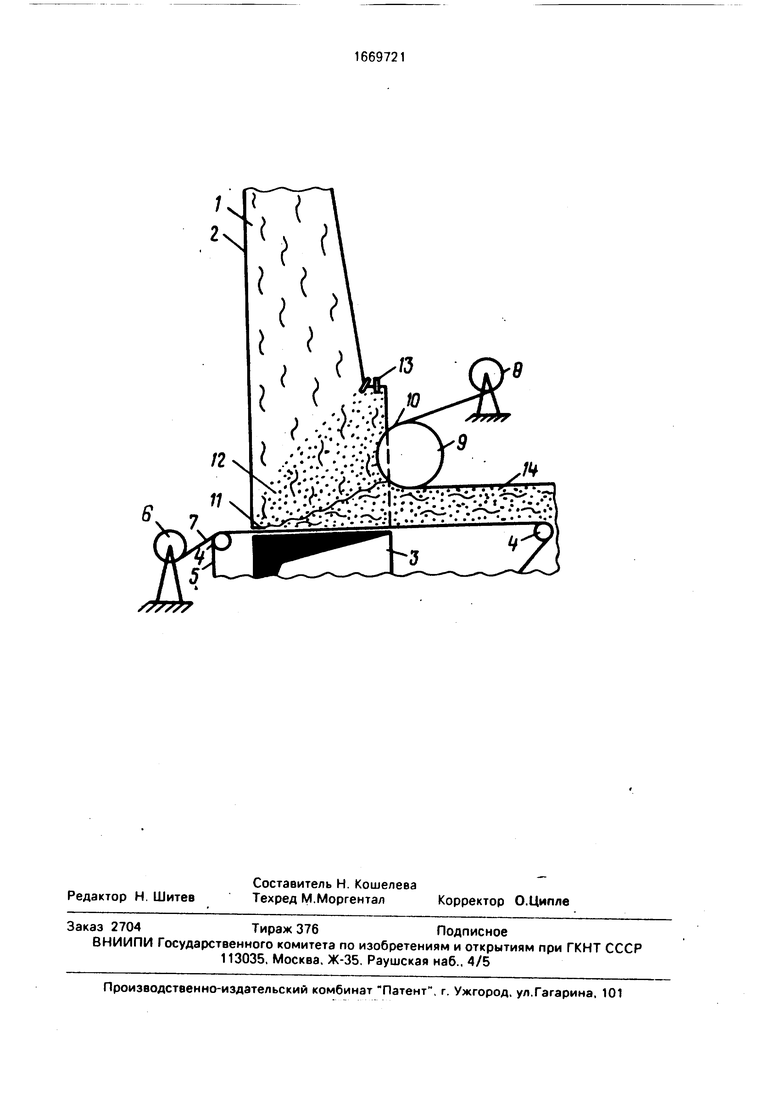
5 заводят нижний обкладочный продуваемый материал 7, а из бухты 8 через цилиндр 9 также заводят верхний обкладочный продуваемый материал 10
На участках 11 обкладочные материалы 7 и 10 смачивают факелами 12 аэрозольной смеси водной дисперсии смолы, например, мочевиноформальдегидной и отвердителя из форсунок 13.
В камере волокноосаждения 2 аэрозольная смесь водной дисперсии смолы и отвердителя встречается с волокнами 1 и смачивает их. Волокна 1, смоченные аэрозольной смесью в.одной дисперсии смолы и отрердителя, оседают на смоченный нижний обкладочный материал 7. образуя волокнистый ковер 14, который движется вместе с транспортерной сеткой 5. При дальнейшем продвижении волокнистый ковер 14 вместе с нижним обкладочным материалом 7 обкладывается сверху смоченным смесью смолы и отвердителя верхним материалом 10, При выходе из камеры волокно- осаждения 2 волокнистый ковер 14, верхний и нижний обкладочные материалы 7 и 10, равномерно насыщенные аэрозольной смесью водной дисперсии смолы и отвердителя подают в формующее устройство (не показано). Далее транспортерной сеткой волокнистый ковер 14 подают в камеру тер мообработки (не показано), где проходит окончательный процесс формования с одновременной полимеризацией, то есть склеивание (сваривание) обкладочных
материалов 7 и 10 с волокнистым ковром 1.4. Затем из камеры термообработки волокнистый ковер 14 подают на устройство поперечной резки (не показано), где его
разрезают на плиты требуемого размера.
Использование способа изготовления волокнистых теплоизоляционных плит по предлагаемому изобретению позволяет по сравнению с известным сократить время на
изготовление плит за счет совмещения технологических операций и уменьшить длину технологической линии. Кроме того, исключение устройства для нанесения клея на об- кладочный материал и обкладочного
агрегата с последующей дополнительной термообработкой ведет к снижению расхода энергии и клеящего вещества.
Формула изобретения Способ изготовления многослойных волокнистых теплоизоляционных плит, включающий операции формирования волокнистого слоя в камере волокноосаждения и наложения продуваемого обкладоч- ного материала с нанесенным на него связующим на волокнистый слой, формовки и термообработки, отличающийся тем. что, с целью сокращения времени изготовления плит и экономии энергии за счет со- вмещения технологических операций, наложение верхнего и нижнего продуваемых обкладочных материалов осуществляют в камере аолокноосаждения в процессе формирования волокнистого слоя.
2
В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1474154A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Способ изготовления теплоизоляционных изделий | 1983 |
|
SU1169962A1 |
| Устройство для получения нетканого теплоизоляционного материала | 2023 |
|
RU2817837C1 |
| ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ ИЗ МИНЕРАЛЬНОГО ВОЛОКНА НА ОСНОВЕ НЕФЕНОЛФОРМАЛЬДЕГИДНОГО СВЯЗУЮЩЕГО | 2017 |
|
RU2688549C2 |
| Конвейерный способ изготовления волокнистых теплоизоляционных материалов | 1982 |
|
SU1143716A1 |
| Устройство для изготовления теплоизоляционных плит | 1980 |
|
SU948988A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ И ЗВУКОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ НА НЕФЕНОЛФОРМАЛЬДЕГИДНОМ СВЯЗУЮЩЕМ | 2014 |
|
RU2588239C2 |
| Поточная линия для изготовления базальтоволокнистых теплоизоляционных плит | 1989 |
|
SU1694374A1 |
| Способ формования ковра из волокнистого материала | 1987 |
|
SU1470509A1 |
Изобретение относится к производству строительных материалов и может быть использовано для изготовления теплоизоляционных плит на основе неорганических волокон. С целью сокращения времени изготовления плит и экономии энергии за счет совмещения технологических операций в способе изготовления многослойных волокнистых теплоизоляционных плит, включающем операции формирования волокнистого слоя в камере волокноосаждения и наложения обдуваемого обкладочного материала с нанесенным на него связующим на волокнистый слой, формовку и термообработку, наложение верхнего и нижнего продуваемых обкладочных материалов осуществляют в камере волокноосаждения в процессе формирования волокнистого слоя. Использование изобретения позволяет сократить время на изготовление плит за счет совмещения технологических операций и уменьшить длину технологической линии. Исключение устройства для нанесения клея на обкладочный материал и обкладочного агрегата с последующей дополнительной термообработкой ведет к снижению расхода энергии и клеящего вещества. 1 ил.
| Устройство для непрерывного изготовления слоистых панелей | 1972 |
|
SU548197A3 |
| Солесос | 1922 |
|
SU29A1 |
| Пономарев В.Б. | |||
| Зайцева Л.И., Воообь- ева В.К | |||
| Конвейерная технология производства армированных минераловатных изделий.- Строительные материалы, 1986, №2, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
