Изобретение относится к производству формовых резиновых изделий и является усовершенствованием известного устройства поавт.св. № 861092
Целью изобретения является интенсификация обработки изделий
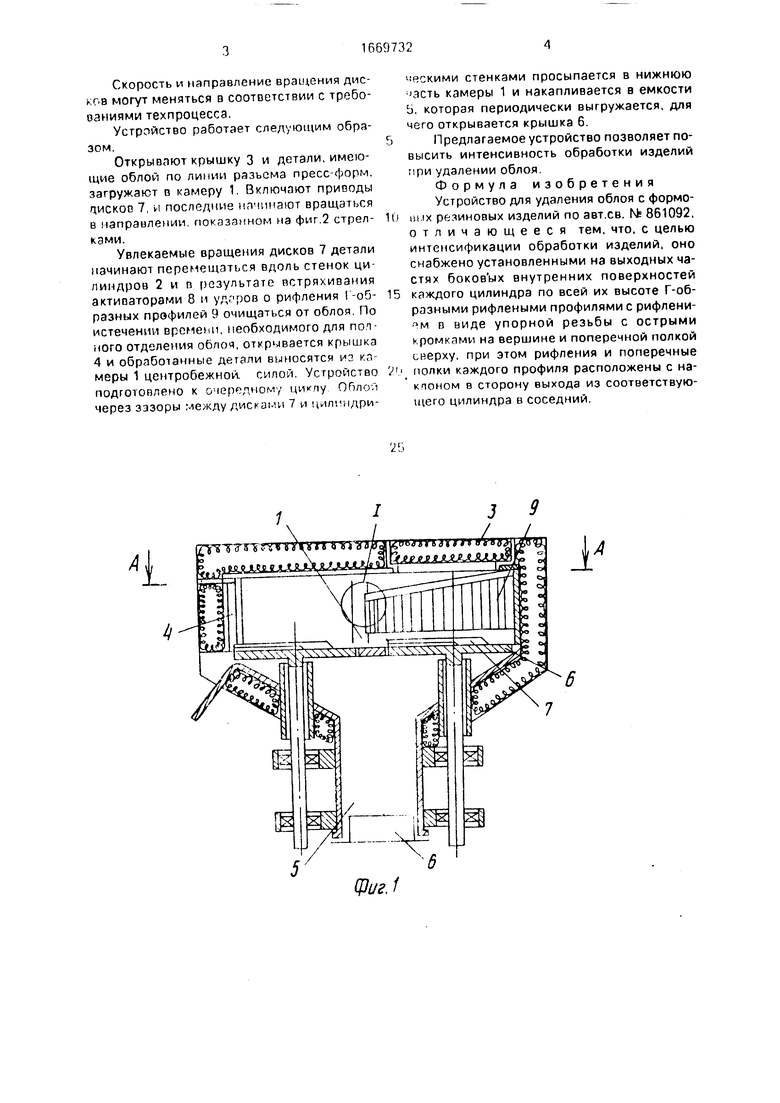
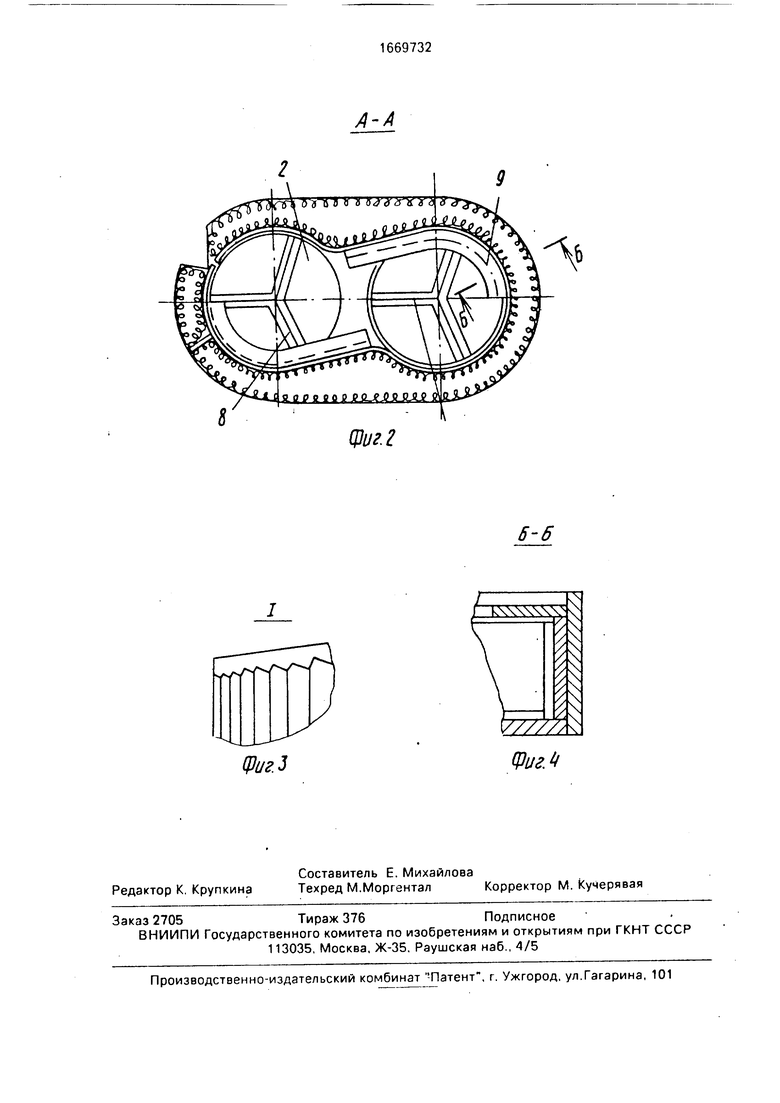
На фиг. 1 изображено устройство поперечный разрез: на фиг 2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг 1; на фиг 4 - разрез Б-Б на фиг.2
Устройство состоит из рабочей камеры 1, выполненной в виде двух сообщающихся цилиндров 2, покрытых термоизолирующим материалом, В верхней части корпуса имеется люк дпя загрузки необработанных изделий, закрываемый на время работы крышкой 3 На одной из цилиндрических поверхностей выполнено окно для выгрузки изделий с крышкой 4. Нижняя часть корпуса камеры 1 представляет собой емкость 5 для сбора отколотого облоя закрываемую крышкой 6. Основания цилиндрических поверхностей камеры 1 образованы дисками 7 с приводными валами На верхних торцах этих дисков имеются радиальные активаторы 8 в виде гофр На боковой внутренней поверхности каждого из цилиндров 2 по всей высоте по направлению в сторону их сообщения друг с другом и вращения соответствующего диска, диаметрально противоположно друг другу относительно общей оси жестко устанавливаются Г-образные рифленые профили 9 с сечением в виде упорной резьбы с острыми кромками на вершине. Рифления и верхние полки каждого профиля 9 выполняются с наклоном в сторону сообщения цилиндров 2 Крышки 3 и 4 устройства могут быть снабжены механическими приводами например пневмоцилин- драми
Диски 7 приводятся во вращение через прямую передачу электродвигателями с бесступенчатым регулированием числа оборотов (не показаны)
С/)
С
о о ю J
CJ
ю
ю
Скорость и направление вращения дисков могут меняться в соответствии с требованиями техпроцесса.
Устройство работает следующим образом.
Открывают крышку 3 и детали, имеющие облой по линии разъема пресс-форм. загружают в камеру 1. Включают приводы п,искоо 7, и последние начинают вращаться в направлении, показанном на фиг.2 стрелками.
Увлекаемые вращения дисков 7 детали начинают перемещаться вдоль стенок цилиндров 2 и в результате встряхивания активаторами 8 и уд.- ров о рифления -образных профилей 9 очищаться от облоя. По истечении времени, необходимого для потного отделения облоч, открывается крышка 4 и обработанные детали выносятся из камеры 1 центробежной, силой. Устройство подготовлено к очередному цикпу Облой через зззоры между дисками 7 и цилиндрическими стенками просыпается в нижнюю зсть камеры 1 и накапливается в емкости Ъ, которая периодически выгружается, для чего открывается крышка 6.
Предлагаемое устройство позволяет повысить интенсивность обработки изделий при удалении облоя.
Формула изобретения Устройство для удаления облоя с формоin ix резиновых изделий по авт.св. Ns 861092, отличающееся тем, что, с целью интенсификации обработки изделий, оно снабжено установленными на выходных частях боков ых внутренних поверхностей
каждого цилиндра по всей их высоте Г-об- раэными рифлеными профилями с рифлени- °м в виде упорной резьбы с острыми кромками на вершине и поперечной полкой иверху, при этом рифления и поперечные
полки каждого профиля расположены с накипном в сторону выхода из соответствующего цилиндра в соседний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1666317A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
| Устройство для удаления облоя с формовых резиновых деталей | 1982 |
|
SU1034914A1 |
| Устройство для снятия облоя с формовых резиновых изделий | 1980 |
|
SU897558A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1988 |
|
SU1595659A1 |
| Агрегат для удаления облоя с формовых резиновых изделий | 1973 |
|
SU1162603A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1692850A1 |
Изобретение относится к производству формовых резиновых изделий. Цель - интенсификация обработки изделий. Для этого устройство снабжено установленными на выходных частях боковых внутренних поверхностей каждого цилиндра по всей их высоте Г-образными рифленными профилями. Рифления выполнены в виде упорной резьбы с острыми кромками на вершине. Поперечная полка расположена сверху. Рифления и поперечные полки каждого профиля расположены с наклоном в сторону выхода из соответствующего цилиндра в соседний. При работе изделия взаимодействуя с рифлениями, интенсивнее обрабатываются. 4 ил.
Фиг.1
feJ
Щи г. 2
Фиг. 4
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Солесос | 1922 |
|
SU29A1 |
