Изобретение относится к литейному производству, в частности к формовочному оборудованию для уплотнения формовочной смеси сжатым газом.
Цель изобретения - повышение скоро- сти нарастания давления газа в импульсе и увеличение скорости разгона прессовой плиты.
На чертеже представлена импульсная головка, поперечное сечение.
Импульсная головка содержит корпус 1, периодически соединяемый с источником сжатого газа через трубопровод 2, расположенный в корпусе 1 клапан в виде ферромагнитной прессовой плиты 3, сопрягаемой с седлом 4, поверхность которого является поверхностью полюсов электромагнита 5, при этом прессовая плита 3 соединена со штоком 6, расположенным в направляющей 7, жестко соединенной с корпусом 1, элект- ромагнитный линейный привод 8, периодически взаимодействует со штоком 6.
На чертеже также показана наполнительная рамка 9, опока 10, модальная плита 11, герметически сопряженные с корпусом 1 и заполненные формовочной смесью 12.
Импульсная головка работает следующим образом.
В исходном положении электромагнит 5 подключен к источнику питания постоян- ного тока. Магнитное поле электромагнита 5 притягивает ферромагнитную прессовую плиту 3 к седлу 4, давление газа в корпусе 1 отсутствует. После скрепления системы: импульсная головка, наполнительная рамка 9, опока 10 с формовочной смесью 12 и модельная плита 11 сжатый газ подается через трубопровод 2 в корпус 1. После достижения необходимого давления газа трубопровод 2 отключается от источника сжатого газа. Непосредственно перед импульсом электромагнита 5 отключается от источника постоянного тока, при этом удерживающая сила электромагнита 5 спадает прямо пропорционально квадрату тока электромагни- та и обратно пропорционально квадрату зазора между прессовой плитой 3 и полюсами электромагнита 5 (седла 4). В определенный момент времени прессовая плита 3 с большим ускорением начинает движение вниз, в результате чего сжатый газ из корпуса 1 ударной волной устремляется в подкла- пэнную полость и, обгоняя прессовую плиту 3, производит импульсное уплотнение формовочной смеси 12 в формообразующей емкости, ограниченной наполнительной рамкой 9, опокой JO и модельной плитой 11, а затем летящая прессовая плита 3 осуществляет механическое доуплотнение формо- вочной смеси 12. Далее включается электромагнитный линейный привод 8 и поднимает прессовую плиту 3 вверх, прижимая ее к седлу 4, включается электромагнит 5. притягивая прессовую плиту 3, и отключается линейный привод 8. Следовательно, импульсная головка возвращается в исходное состояние.
Предлагаемая конструкция импульсной головки позволит улучшить качество формообразования за счет повышения скорости нарастания давления газа в импульсе, что обусловлено: уменьшением массы подвижных частей клапана, отсутствием удерживающих сил механизма возврата - электромагнитного линейного привода; большой скоростью спада удерживающей силы электромагнита, которая прямо пропорциональна квадрату тока электромагнита и обратно пропорциональна зазору между прессовой плитой 3 и седлом 4, и за счет последующей подтрамбовки верхних слоев формы прессовой плитой.
Формула изобретения
Импульсная головка для уплотнения формовочной смеси, содержащая соединенный с источником сжатого газа корпус с выпускным отверстием, под которым размещен клапан в виде прессовой плиты, жестко соединенной со штоком, расположенным в направляющей, закрепленной в корпусе, отличающаяся тем, что, с целью повышения скорости нарастания давления газа в импульсе и увеличения скорости разгона прессовой плиты, она снабжена электромагнитами, установленными в нижней части корпуса по периметру выхлопного отверстия, и линейным электромагнитным приводом, размещенным в направляющей, при этом прессовая плита и шток выполнены из ферромагнитного материала.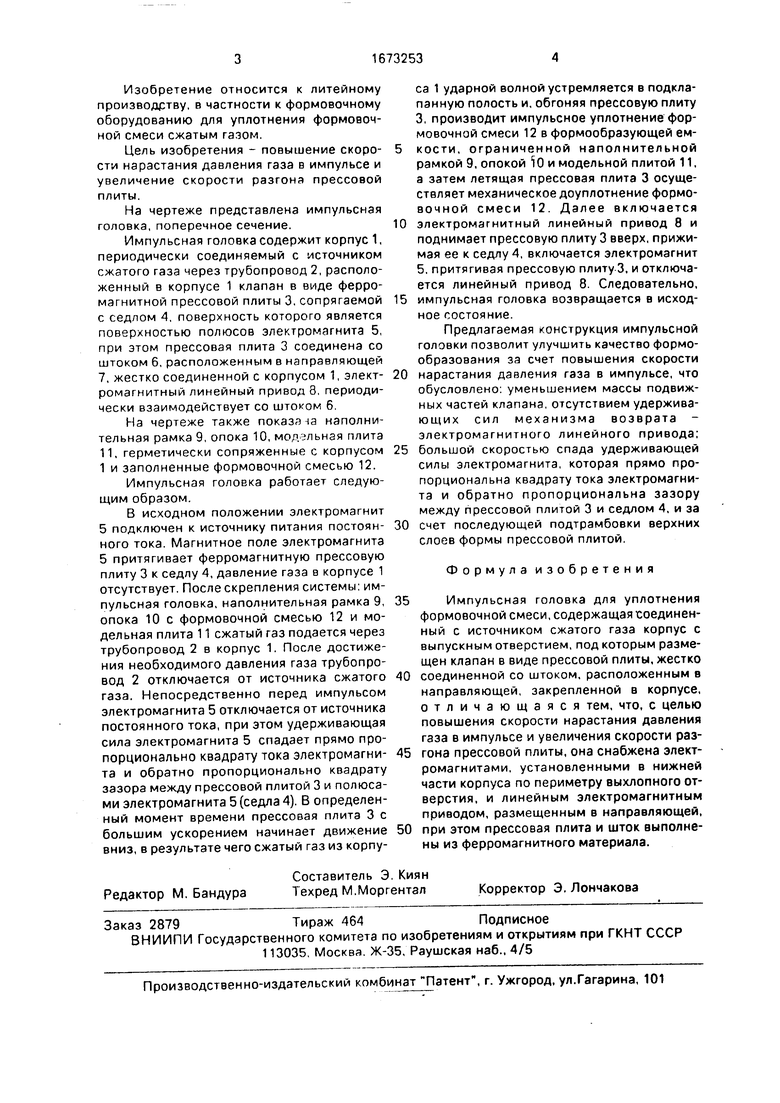
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка | 1989 |
|
SU1643140A1 |
| Импульсная головка | 1988 |
|
SU1600911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Формовочная машина | 1987 |
|
SU1535669A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2017566C1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
Изобретение относится к литейному производству, в частности к формовочному оборудованию для уплотнения формовочных смесей сжатым газом. Цель - повышение скорости нарастания давления газа в импульсе и увеличение скорости разгона прессовой плиты. Для достижения поставленной цели импульсная головка, содержащая соединенный с источником сжатого газа корпус 1, расположенный в нем клапан в виде прессовой плиты 3, сопряженной с седлом 4 и соединенной со штоком 6, расположенным в направляющей 7, жестко соединенной с корпусом 1, снабжена электромагнитом 5, размещенным в корпусе 1 так, что поверхность его полюсов образует поверхность седла 4, и электромагнитным линейным приводом 8, установленным в направляющей, при этом прессовая плита 3 выполнена из ферромагнитного материала. Предлагаемая конструкция импульсной головки позволит улучшить качество формообразования за счет повышения скорости нарастания давления газа в импульсе, что обусловлено уменьшением массы подвижных частей клапана
отсутствием удерживающих сил механизма возврата - электромагнитного линейного привода
большей скоростью спада удерживающей силы электромагнита, которая прямо пропорциональна квадрату тока электромагнита и обратно пропорциональна зазору между прессовой плитой 3 и седлом 4, и за счет последующей подтрамбовки верхних слоев формы прессовой плитой. 1 ил.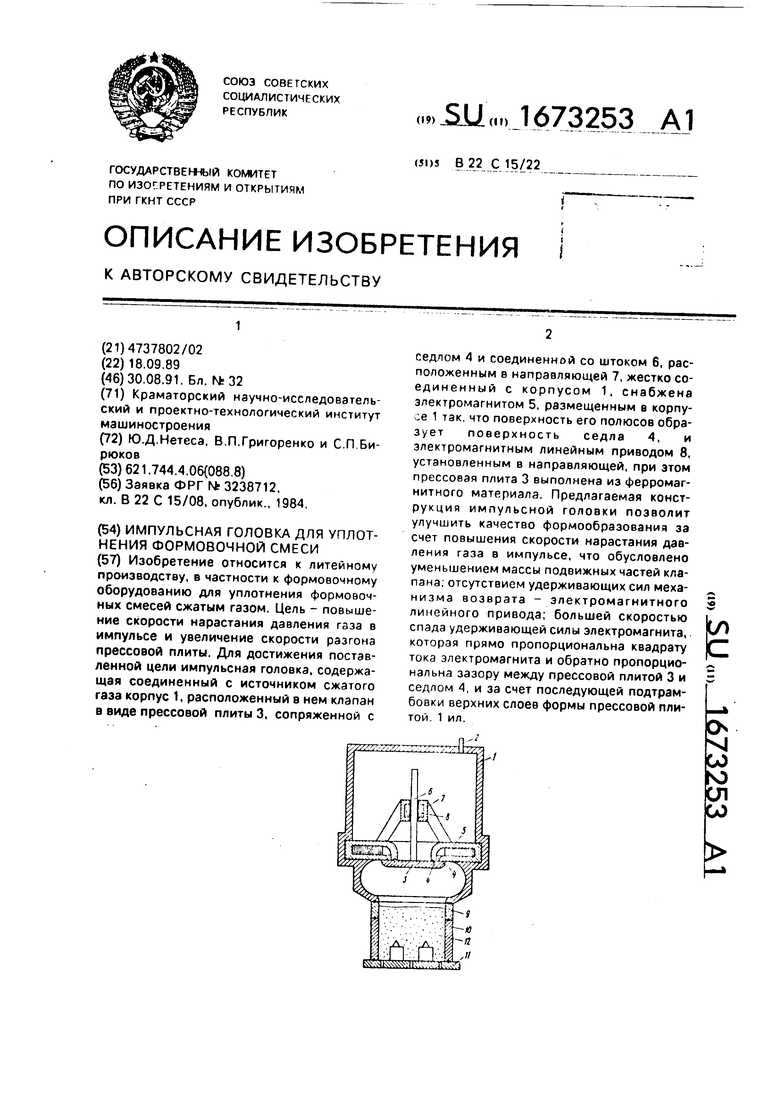
| Заявка ФРГ Г 3238712, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
