Изобретение относится к машиностроению и может быть использовано для снятия наплывов и прибыльных корок, образующихся на поверхности деталей типа турбинок турбобуров при литье.
Цель изобретения - повышение производительности путем обеспечения возможности отрезки прибылей малой величины с соблюдением условий безопасности труда.
На фиг.1 изображен абразивно-отрезной полуавтомат для отрезки прибылей, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - вид на механизм резки и узел корректировки износа.круга; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - вид по стрелке Г на фиг.4; на фиг.7
- схема настройки для установки и градуировки лимба.
Абразивно-отрезной полуавтомат для отрезки прибылей содержит станину 1 с расположенными на ней двумя шпиндельными бабками 2 с вращающимися пневмоцилинд- рами зажима 3 заготовки а. На станине расположена несущая балка 4.
Каждая из шпиндельных бабок имеет механизм удаления заготовок, снабженный склизом, состоящим из неподвижной части 5 и подвижной части б, расположенной под зажимным устройством 7. корпус 8 которого закреплен на шпинделе 9. На корпусе установлены Z-образные сменные упоры 10. выполненные с возможностью радиального
О
VJ
CJ Јь О
ел
перемещения относительно корпуса 8. Механизм удаления заготовок снабжен также расположенным в шпиндельной бабке 2 параллельно оси вращения шпинделя 9 цилиндром 11, на штоке которого закреплен хомут 12, охватывающий шпиндель 9 за зажимным устройством 7 и взаимодействующий с направляющими штифтами 13 выдвижных подпружиненных толкателей 14, которые расположены в отверстиях вращающегося корпуса 8,
На несущей балке 4 установлены подшипниковые опоры качания траверсы 15 механизма резки, Через эти опоры пропущена ось 16, на которой жестко закреплены экран 17 и шкив 18, связанный посредством гибкой передачи 19с защитным кожухом 20 абразивно-отрезного круга 21, имеющим возможность фиксированной установки под любым углом относительно оси вращения круга 21 с помощью фиксатора 22.
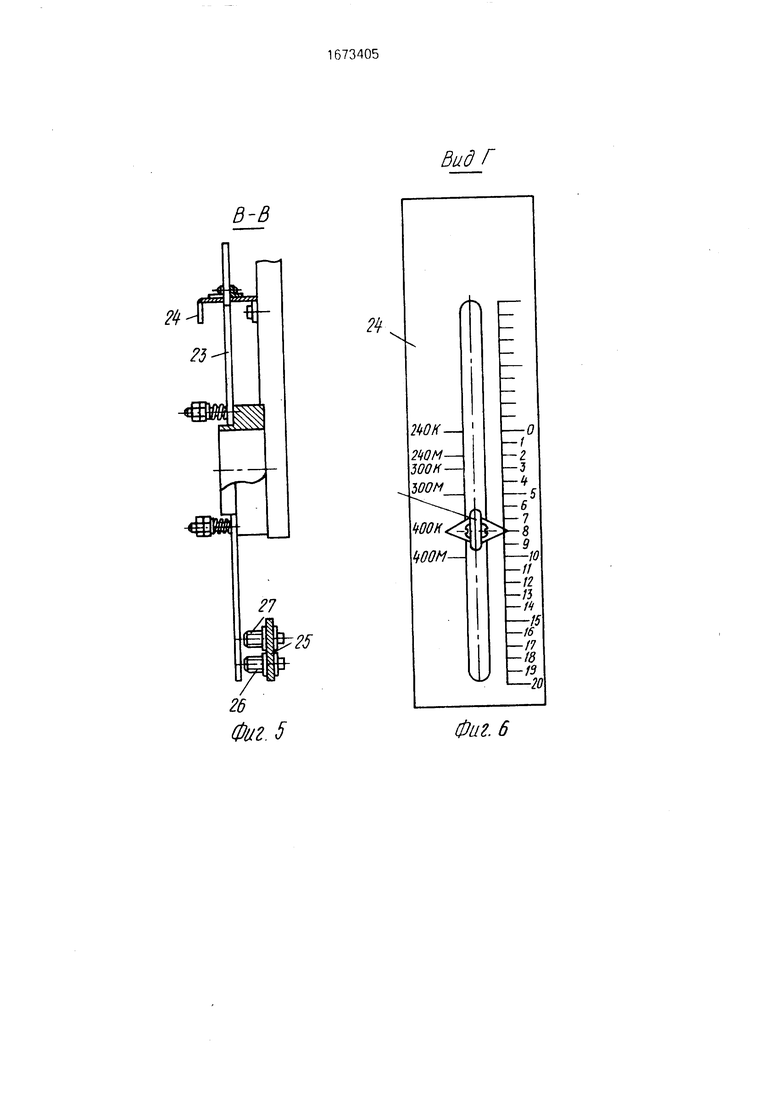
На механизме резки соосно оси его качания расположен узел корректировки износа круга, состоящий из подпружиненного к щеке траверсы 15 указателя 23, лимба 24 и кронштейна 25 с двумя путевыми выключателями 26 и 27.
Несущая балка 4 выполнена полой с возможностью отвода абразивной пыли, для чего в ней в зоне отрезки прибылей выполнены сквозные прорези, с одной стороны которых установлены раструбы 28, а с другой - откидные шламосборники 29.
Для сбора отрезанных прибылей под неподвижной частью склиза 5 установлена тара 30.
Абразивно-отрезной полуавтомат для отрезки прибылей работяет следующим образом.
Заготовка а (турбинка турбобуров) устанавливается с Солированием турбинок по лопаткам на сменных Z-обрэзных упорах 10. находящихся в корп/се 8, в зажимное устройство 7. Это обеспечивает фиксированное положение лбразппно-отрезного круга 21 относительно лопаток обрабатываемой турбинки (заготовки а), т.е. обеспечивается возможность точной отрезки прибыли малой величины.
Перед началом обработки оператор проводит настройку подачи механизма резки с помощью узла корректировки износа круга в зависимости от величины начального диаметра, износа абразивно-отрезного круга 21 и диаметра обрабатываемой заготовки а. Для этого подпружиненный указатель 23, находящийся соосно оси качания механизма резки, перемещают относительно щеки траверсы 15 на соответствующее деление лимба 24. показывающего начальный диаметр круга 21 и диаметр обрабатываемой заготовки а.
Все заготовки а (турбинки) разбиты на две группы К и М (в зависимости от величины диаметров наружного и внутреннего кольца турбинок). Круги 21 могут иметь начальный диаметр 400, 300 и 240 мм. В зависимости от того, какой начальный диаметр имеет круг 21 и к какой группе можно отне0 сти размер обрабатываемой заготовки а указатель 23 устанавливается против делений лимба 24 (240 К; 240 М... 400 К; 400 М). При этом указатель 23 занимает различное положение относительно закрепленных на
5 кронштейне 25 путевых выключателей 26 и 27. Выполнение указателя 23 соосно оси механизма резки и подпружиненным относительно щеки траверсы 15 дает возможность прослеживать положение траверсы 15
0 относительно заготовки а при осуществлении быстрого подвода и рабочей подачи механизма резки, что позволяет оптимизировать начало рабочей подачи в зависимости от диаметра заготовки а и размера абразивно5 го круга 21, что повышает производительность.
После проведенной настройки подаются команды с пульта управления на зажим заготовки а в зажимном устройстве 7 с по0 мощью вращающегося пневмоцилиндра 3 и на вращение круга 21.
После подачи команды на начало автоматического цикла обработки опускается экран 17. закрывая шпиндельную бабку 2 и
5 круг 21, что обеспечивает условия для безопасной отрезки прибылей. Благодаря жесткой связи экрана 17 с осью 16 его поворот осуществляется одновременно с поворотом шкива 18, который гибкой передачей 19 свя0 зан с защитным кожухом 20.
Положение кожуха 20 отрегулировано фиксатором 22 так, что при закрытии экрана 17 кожух 20 открывает вращающийся абразивно-отрезной круг 21. Шпиндель 9 и заго5 товка а, зажатая в зажимном устройстве 7. начинают вращаться. При команде от системы управления производится быстрый подвод круга 21 к заготовке а, при этом подпружиненный указатель 23 совершает
0 качательное движение совместно с траверсой 15 до тех пор, пока конец указателя не замкнет путевой выключатель 26, после чего происходит рабочая подача, т.е. отрезка прибылей заготовки а.
5 Благодаря вращению заготовки а (турбинки) и обеспечению точного базирования ее по лопаткам на сменных Z-образных упорах 10 в зажимном устройстве относительно круга 21 появляется возможность срезать малые или сходящие на нет прибыли (литейные корки и наплывы) из-за отсутствия отклонения абразивного круга за счет образо- вания канавки при его врезании во вращающуюся заготовку а. Кроме того, вращение заготовки а способствует повыше- нию качества ее обработки за счет отсутствия на ней заусенцев, т.е. не требует дополнительных технологических переходов, что также сказывается на повышение производительности.
При достижении указателем 23 путевого выключателя 27 происходит быстрый отвод круга 21 в исходное положение.
При подаче команды на начало автоматического цикла подвижная часть склиза 6, расположенная под зажимным устройством 7, переводится в позицию II, при которой освобождается доступ отрезанных прибылей заготовки а в тару для их сбора 30.
По команде от путевого выключателя 27 (при быстром отводе круга 21 в исходное положение) подвижная часть склиза б переводится в позицию I, происходит останов вращения шпинделя 9, вращающиеся пнев- моцилиндры 3 получают команду на разжим заготовки а, после чего пневмоцилиндр 11 механизма удаления заготовок, расположенный в шпиндельной бабке 2 параллельно оси вращения шпинделя 9, передвигает закрепленный на его штоке хомут 12 до вза- имодействия с направляющими штифтами 13 выдвижных подпружиненных толкателей 14, которые стал кивают обработанную заготовку со сменных Z-образных упоров 10 и она падает на подвижную часть склиза 6, а затем, продвигаясь по неподвижной части склиза 5, попадает в бункер.
Размещение подвижной части склиза 6 под зажимным устройством 7 и наличие в механизме удаления заготовок цилиндра 11, расположенного параллельно оси вращения шпинделя 9, закрепление на штоке этого цилиндра хомута 12, охватывающего шпиндель 9 за зажимным устройством 7 и взаимодействующего с направляющими штифтами 13 вы- движных подпружиненных толкателей 14, расположенных в отверстиях вращающегося корпуса 8, позволяет автоматически снимать после обработки зафиксированную по сменным Z-образным упорам 10 заготовку а и раз- делять отрезанные прибыли и годные детали в автоматическом режиме, что повышает производительность.
После окончания работы с обработан- ной заготовкой экран 17 открывается, а защитный кожух 20 закрывает вращающийся абразивно-отрезной круг 21, давая возможность безопасной установки следующей заготовки а в зажимное устройство 7.
Левая и правая части полуавтомата работают независимо друг от друга. При обслуживании его одним оператором происходит поочередная загрузка и поочередная обработка в той или другой части в автоматическом режиме.
Таким образом, обслуживание полуавтомата сводится к установке заготовки в зажимном устройстве и регулированию узла корректировки износа круга.
Для удаления абразивной пыли при отрезке прибыли вентиляционным каналом служит несущая балка 4. имеющая в зоне отрезки прибылей сквозные прорези, с одной стороны которых установлены раструбы 28, предназначенные для отсоса пыли. Благодаря тому, что раструб 28 и пылевыводя- щий канал балки 4 расположены под прямым углом друг к другу, происходит изменение направления движения отсасывающей абразивной пыли и ее тяжелые фракции собираются в откидных шламос- борниках 29, откуда периодически удаляются. Выполнение несущей балки 4 не только своей прямой функции - увеличение жесткости конструкции, но и дополнительной функции - пылеудаляющего канала дает возможность отказаться от применения специальных отсасывающих каналов и тем самым упростить конструкцию.
Формула изобретения
1. Абразивно-отрезной полуавтомат для отрезки прибылей, содержащий станину, несущую две шпиндельные бабки с зажимным устройством и механизмом удаления заготовок с приводом от штока цилиндра и балку с установленным на ней механизмом резки, отличающийся тем, что, с целью повышения производительности, корпус зажимного устройства снабжен сменными упорами, выполненными Z-образной формы, установленными с возможностью радиального перемещения относительно корпуса, механизм удаления заготовок снабжен хомутом, охватывающим шпиндель за зажимным устройством и закрепленным на штоке цилиндра, параллельного оси шпинделя, при этом хомут установлен с возможностью взаимодействия с введенными в отверстия корпуса зажимного устройства выдвижными подпружиненными толкателями с направляющими штифтами.
2. Полуавтомат по п. 1, о т л и ч а ю щ и- й с я тем, что механизм резки снабжен экраном и защитным кожухом с фиксатором, связанными между собой посредством введенной в механизм резки гибкой передачи, а балка выполнена полой и снабжена раструбами, предназначенными для отвода абразивной пыли.
17

| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Абразивно-отрезной станок | 1988 |
|
SU1616803A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Отрезное устройство | 1982 |
|
SU1041240A2 |
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |



Изобретение относится к машиностроению и может быть использовано для снятия наплывов и прибыльных корок, образующихся на поверхности деталей типа турбинок турбобуров при литье. Цель изобретения - повышение производительности путем обеспечения возможности отрезки прибылей малой величины с соблюдением условий безопасности труда. Для этого в полуавтомате корпус 8 зажимного устройства 7 снабжен сменными упорами 10, выполненными Z-образной формы с возможностью радиального перемещения относительно оси корпуса 8, механизм удаления заготовок снабжен хомутом 12, охватывающим шпиндель 9 за зажимным устройством 7, закрепленным на штоке цилиндра 11, параллельного оси шпинделя и взаимодействующего с введенными в отверстия корпуса 8 зажимного устройства 7 выдвижными подпружиненными толкателями 14 с направляющими штифтами 13. Механизм резки снабжен экраном и защитным кожухом с фиксатором, связанными между собой гибкой передачей, а несущая балка выполнена полой и снабжена раструбами с возможностью отвода абразивной пыли. 1 з.п. ф-лы. 7 ил.
h
фиг.1
21
17
20
Фиг 2
;«.ЈЈ 8
ФигЛ
W
.91
Фиг. 7
м
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
