Фиг. 2
Изобретение относится к промышленности строительных материалов, в частности к оборудованию для глазурования керамической плитки.
Целью изобретения является повыше- ние надежности в работе.
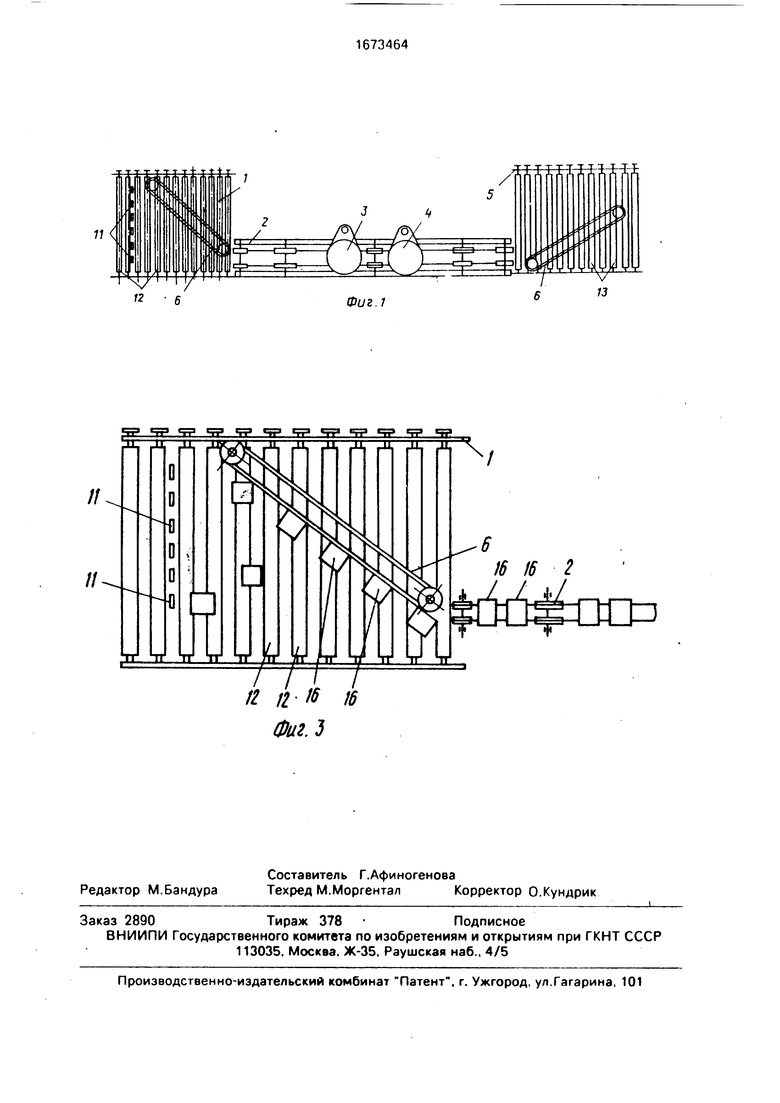
На фиг. 1 изображена линия, общий вид; на фиг. 2 - устройство ориентации, вид сверху; на фиг. 3 - то же, вид сбоку.
Линия состоит из конвейера 1 подачи плитки от пресса (не показан) на конвейер 2 глазурования, установок глазурования 3 и декорирования 4, устройств ориентации плитки с конвейера на конвейер 2 глазурования и с последнего на конвейер 5 сушки.
Устройство ориентации состоит из рабочего органа 6, выполненного в виде бесконечной замкнутой ветви, кинематически связанного с приводом 7 и синхронно связанного с приводом 7 распределительного вала 8 с кулачками 9, взаимодействующими посредством рычагов 10 с фиксаторами 11 рабочим органом 6. Устройство ориентации плитки с пресса на конвейер 2 глазурования установлено горизонтально относительно плоскости конвейера 1, а по отношению к осям роликов 12 конвейера 1 под углом 35- 55° рабочего органа 6. Устройство ориентации плитки с конвейера 2 глазурования на конвейер 5 подачи на сушку установлено горизонтально относительно конвейера 5 подачи плитки на сушку, а по отношению к осям роликов 13 конвейера 5 - под углом 35-55°.
Вращение роликов 12 конвейера 1 и вала 8 осуществляется электроприводом 14 через цепную передачу 15.
Линия работает следующим образом.
При включении привода 14 синхронно включается привод 7, перемещающий рабочий орган 6. Плитка 16 от прессов и разде- лительного устройства (не показаны) поступает на конвейер 1 к удерживающим фиксаторам 11. При вращении распределительного вала 8 кулачок 9 нажимает на ролик 17 рычага 10 и фиксаторы 11 поочередно опускаются вниз, пропуская то одну, то другую плитку по ходу вращения роликов 12. На роликах плитка 16 доходит до рабочего органа 6 устройства ориентации и увлекает его скоростью движения друг за другом по наклонной образующей рабочего органа 6, перемещаясь по роликам на конвейер 2. При перемещении плитки по конвейеру 2 плитка 16 попадает в зону нанесения глазури, которая подается на плитку способом полива из глазуровочной установки 3, потом плитка 16 подается на узел декорирования, для нанесения рисунка. Далее декорированная глазурованная плитка с несущего конвейера 2 поступает на приемный конвейер 5 сушилки, где поступает на сушку.
Поступившая плитка на приемный транспортер 5 сушилки по роликам перемещается к рабочему органу 6, который подает плитку в центр транспортера.
Формула изобретения Линия для глазурования и декорирования керамической плитки, включающая конвейер подачи плитки от пресса, последовательно установленные конвейер глазурования,установку глазурования и декорирования, конвейер сушки и механизмы ориентации плитки на конвейерах глазурования и сушки, отличающаяся тем, что, с целью повышения надежности в работе, конвейер глазурования снабжен распределительным кулачковым валом, фиксаторами и двуплечим рычагом, один конец которого выполнен взаимодействующим с кулачками, а другой - с фиксаторами, установленными на конвейере глазурования, при этом механизм ориентации каждого из конвейеров глазурования и сушки выполнен в виде приводной бесконечной ленты, установленной под углом 35-55° к осям роликов конвейера.
/
S
Фиг 1
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРИРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2712996C2 |
| Линия сериографического декорирования керамических плиток | 1988 |
|
SU1548051A1 |
| ЛИНИЯ-УСТАНОВКА "ГОНЧАР ПЛЮС" ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАЗУРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2314196C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЛИВИКИ И СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1946 |
|
SU69127A1 |
| УСТРОЙСТВА, СИСТЕМА И СПОСОБЫ ФОРМОВАНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ И ПРЕССОВАННЫЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ПРЕССОВАНИЕМ С ПОМОЩЬЮ ЭТИХ УСТРОЙСТВ И СПОСОБОВ | 2011 |
|
RU2603146C2 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Устройство для автоматизированного глазурования трубок | 1985 |
|
SU1286422A1 |
Изобретение относится к промышленности строительных материалов, в частности к оборудованию для глазурования керамической плитки. Целью изобретения является повышение надежности работы. Линия состоит из конвейера подачи плитки от пресса на конвейер 2 глазурования, установок глазурования и декорирования и механизмов ориентации плитки с конвейера подачи от пресса на конвейер 2 глазурования и с последнего на конвейер сушки. Механизм ориентации состоит из рабочего органа 6, выполненного в виде бесконечной замкнутой ветви, кинематически связанного с приводом 7 и синхронно связанного с кулачками 9, взаимодействующими посредством рычагов 10 с фиксаторами 11. Механизмы ориентации плитки с пресса на конвейер глазурования и с него на конвейер подачи на сушку установлены горизонтально относительно плоскости конвейера, а по отношению к осям роликов конвейеров под углом 35 - 55°. 3 ил.
ff IZ-Ю 16 Фиг.З
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
