Изобретение относится к автоматизации производственных процессов в машиностроении и может быть использовано для хранения.транспортирования и подачи заготовок к обрабатывающему оборудованию с помощью роботов.
Цель изобретения - расширение технологических возможностей и автоматизация процессов загрузки и разгрузки посредством робототехники.
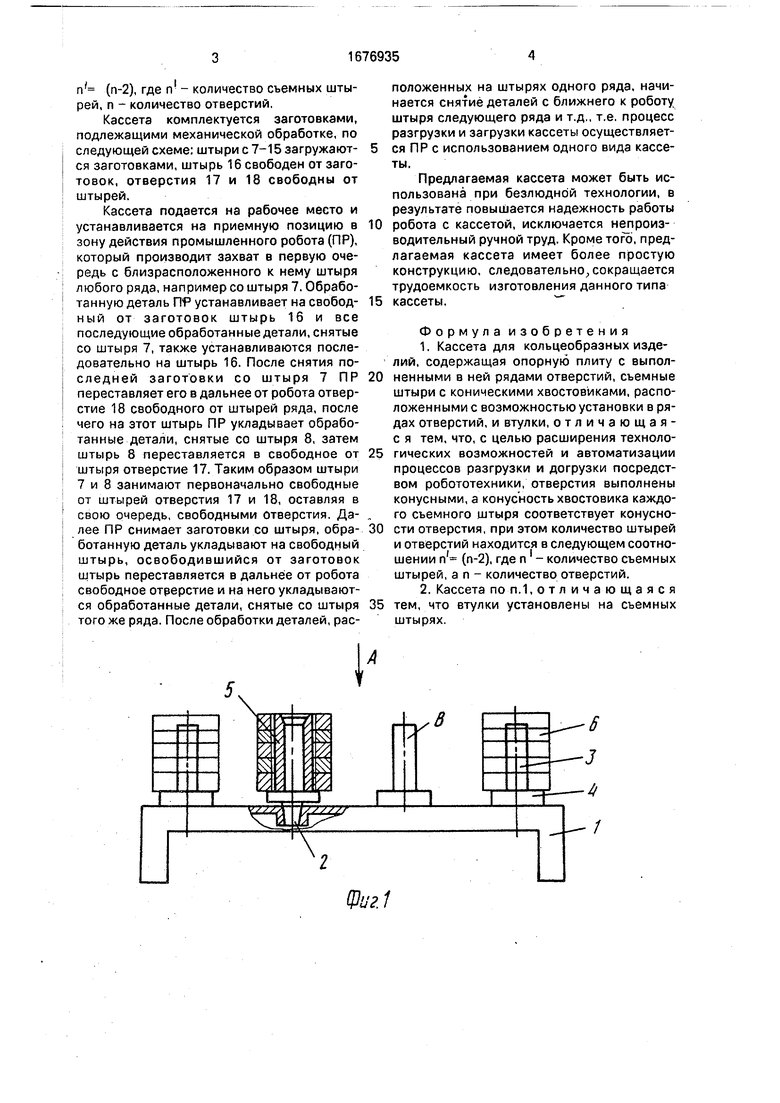
На фиг.1 изображена кассета, общий вид; на фиг.2 - то же, вид сверху (рабочая зона) кассеты; на фиг.З - схема снятия и установки изделий на кассету.
Кассета состоит из прямоугольной опорной плиты 1 с базовыми элементами для ее транспортирования и установки на приемную позицию в зону действия промышленного робота. На опорной плите 1 расположено произвольное количество рядов конических отверстий 2, в которых установлены съемные штыри 3 с коническими хвостовиками, конусность которых соответствует конусности отверстий. Количество отверстий в ряду определяется размерами плиты и наружным диаметром заготовки. Съемные штыри 3 имеют цилиндрические буртики 4 и расположены с возможностью установки в рядах отверстий, параллельных короткой стороне опорной плиты Сменная втулка 5 может быть установлена на штырь 3 при комплектовании кассеты изделиями 6, имеющими широкий диапазон диаметров, в том числе и значительно превышающий диаметр штыря. Количество штырей и отверстий находится в следующем соотношении:
О SI
с ю со ел
n (n-2), где п - количество съемных штырей, n - количество отверстий.
Кассета комплектуется заготовками, подлежащими механической обработке, по следующей схеме: штыри с 7-15 загружаются заготовками, штырь 16 свободен от заготовок, отверстия 17 и 18 свободны от штырей.
Кассета подается на рабочее место и устанавливается на приемную позицию в зону действия промышленного робота (ПР), который производит захват в первую очередь с близрасположенного к нему штыря любого ряда, например со штыря 7. Обработанную деталь ПР устанавливает на свобод- ный от заготовок штырь 16 и все последующие обработанные детали, снятые со штыря 7, также устанавливаются последовательно на штырь 16. После снятия последней заготовки со штыря 7 ПР переставляет его в дальнее от робота отверстие 18 свободного от штырей ряда, после чего на этот штырь ПР укладывает обработанные детали, снятые со штыря 8, затем штырь 8 переставляется в свободное от штыря отверстие 17. Таким образом штыри 7 и 8 занимают первоначально свободные от штырей отверстия 17 и 18, оставляя в свою очередь, свободными отверстия. Далее ПР снимает заготовки со штыря, обработанную деталь укладывают на свободный штырь, освободившийся от заготовок штырь переставляется в дальнее от робота свободное отверстие и на него укладываются обработанные детали, снятые со штыря того же ряда. После обработки деталей, расположенных на штырях одного ряда, начинается снятие деталей с ближнего к роботу штыря следующего ряда и т.д., т.е. процесс разгрузки и загрузки кассеты осуществляется ПР с использованием одного вида кассеты.
Предлагаемая кассета может быть использована при безлюдной технологии, в результате повышается надежность работы
робота с кассетой, исключается не фоиз- водительный ручной труд. Кроме того, предлагаемая кассета имеет более простую конструкцию, следовательно.,сокращается трудоемкость изготовления данного типа кассеты.
Формула изобретения
1,Кассета для кольцеобразных изделий, содержащая опорную плиту с выполненными в ней рядами отверстий, съемные штыри с коническими хвостовиками, расположенными с возможностью установки в рядах отверстий, и втулки, отличающая- с я тем, что, с целью расширения технологических возможностей и автоматизации процессов разгрузки и догрузки посредством робототехники, отверстия выполнены конусными, а конусность хвостовика каждого съемного штыря соответствует конусности отверстия, при этом количество штырей и отверстий находится в следующем соотношении п (п-2), где п - количество съемных штырей, an- количество отверстий.
2.Кассета по п. 1,отличающаяся тем, что втулки установлены на съемных штырях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тара для хранения кольцеобразных деталей | 1986 |
|
SU1335508A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Робототехнический комплекс | 1986 |
|
SU1458148A1 |
| Разгрузочно-загрузочное устройство | 1985 |
|
SU1316788A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Автоматизированный технологический комплекс | 1987 |
|
SU1509225A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ПОДАЧИ ЗАГОТОВОК К СХВАТУ РОБОТА | 1998 |
|
RU2145274C1 |
| Загрузочное устройство | 1984 |
|
SU1217629A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |

Изобретение относится к машиностроению и может быть использовано для хранения и транспортирования заготовок и деталей в условиях гибкого автоматизированного производства. Цель изобретения - расширение технологических возможностей и автоматизация процессов разгрузки и загрузки посредством робототехники.Кассета включает в себя опорную плиту 1 с коническими отверстиями 2, съемные переустанавливаемые штыри 3, расположенные на плите с возможностью установки в рядах Отверстий, параллельных короткой стороне плиты. Количество штырей и отверстий определяется из следующего соотношения: п (п-2), где п - количество штырей; п - количество отверстий. Кольцеобразные заготовки 6 снимаются промышленным роботом ПР с близрасположенного к нему штыря, передаются в зону механической обработки. Обработанные детали укладываются ПР на дальний от ПР свободный от заготовок штырь . Снятие заготовок со штыря и укладывание обработанных деталей в кассету производится ПР по определенной схеме. 1 з п. ф-лы, 3 ил. IS
Щиг.1
1676935
8 ид А
| Тара для хранения кольцеобразных деталей | 1986 |
|
SU1335508A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
