| название |
год |
авторы |
номер документа |
| АВТОМАТ ДЛЯ МАРКИРОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ1Изобретение относится к маркиро-^ ванию изделий электронной, электротехнической и радиотехнической промышленности и может быть использовано для нанесения маркировочных знаков на детали цилиндрической формы с пазами.известно устройство для маркировки цилиндрических конденсаторов, содержащее соединенные транспортером узлы маркировки и сушки Ti] .'Основным недостатком этого устройства является то, что оно не обеспечивает качественную маркировку деталей, имеющих пазы либо другие элементы, относительно которых марка (клеймо) должна располагаться на определенном месте.Известен также автомат для маркировки цилиндрических деталей, содержащий загрузочный механизм, печатающее устройство, включакядее растирочные ,ролики, клише и офсетный диск, транспортирующий механизм, связанный с сушильным устройством, приемный бункер и привод \.2l,В этом автомате отсутствует ориентация деталей, что 'не позволяет качественно маркировать цилиндрические детали с пазами или другими эле-1015202530ментами (кабельные корпуса электрических разъемов).Кроме того, учитывая, что на транспортирующем механизме'детали располагаются произвольно, эффективность сушки снижена,так как не все детали обращены к источнику теплового излучения, ч•Цель изобретения — повышение качества маркировки.Указанная цель достигается за счет того, что предлагаемый автомат имеет установленное на выходе загрузочного механизма устройство для ориентации деталей, состоящее из многолучевого ротора, кинематически связанного с приводом, планки с накладкой из фрикционного материала, закрепленной вокруг ротора, и смонтированных на лучах ротора захватов с опорными роликами и фиксатором, и съемник деталей, размещенный на выходе устройства для ориентации деталей, при этом офсетный диск снабжен кулачками, а фиксаторы захватов установлены с возможностью взаимодействия кулачками.Кроме того, сушильное устройство состоит из кассет, цилиндрической 'термокамеры 'и концентрично располо- |
1979 |
- Ахматский Николай Дмитриевич
|
SU825346A1 |
| Устройство для контроля и сортировки деталей |
1971 |
- Чепик Игорь Афанасьевич
- Иванов Борис Георгиевич
|
SU479499A1 |
| Автомат для изготовления сборных изделий |
1978 |
- Герасимов Владимир Владимирович
- Буршев Владимир Александрович
- Погорельцев Анатолий Николаевич
- Петрова Татьяна Дмитриевна
- Штабной Владимир Александрович
- Корнеев Михаил Григорьевич
- Каласкин Николай Петрович
|
SU753583A1 |
| Загрузочное устройство |
1982 |
|
SU1024223A2 |
| Устройство для контроля даиаметра отверстия в деталях |
1989 |
|
SU1677489A1 |
| Загрузочное устройство |
1981 |
- Зелинский Збигнев Романович
- Плужников Юрий Михайлович
|
SU990472A1 |
| Резьбонакатной полуавтомат |
1988 |
- Созонов Анатолий Иванович
- Гершбург Дмитрий Рахмилович
- Попков Анатолий Иванович
|
SU1625568A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ |
1991 |
- Давыдов А.И.
- Кузнецов Ю.В.
|
RU2022752C1 |
| Автомат для контроля и сортировки деталей по размерам |
1972 |
- Белки Соломон Георгиевич
- Крытов Станислав Георгиевич
- Овчаренко Георгий Иванович
- Шаранов Алексей Петрович
|
SU471130A1 |
| Автомат для контроля деталей цилиндрической формы |
1986 |
- Черников Анатолий Тихонович
- Скачков Виктор Федорович
- Захаров Владимир Иванович
- Назаров Анатолий Елизарович
- Евдокимов Анатолий Викторович
- Андрианов Анатолий Петрович
- Новолаев Владимир Павлович
|
SU1466815A1 |
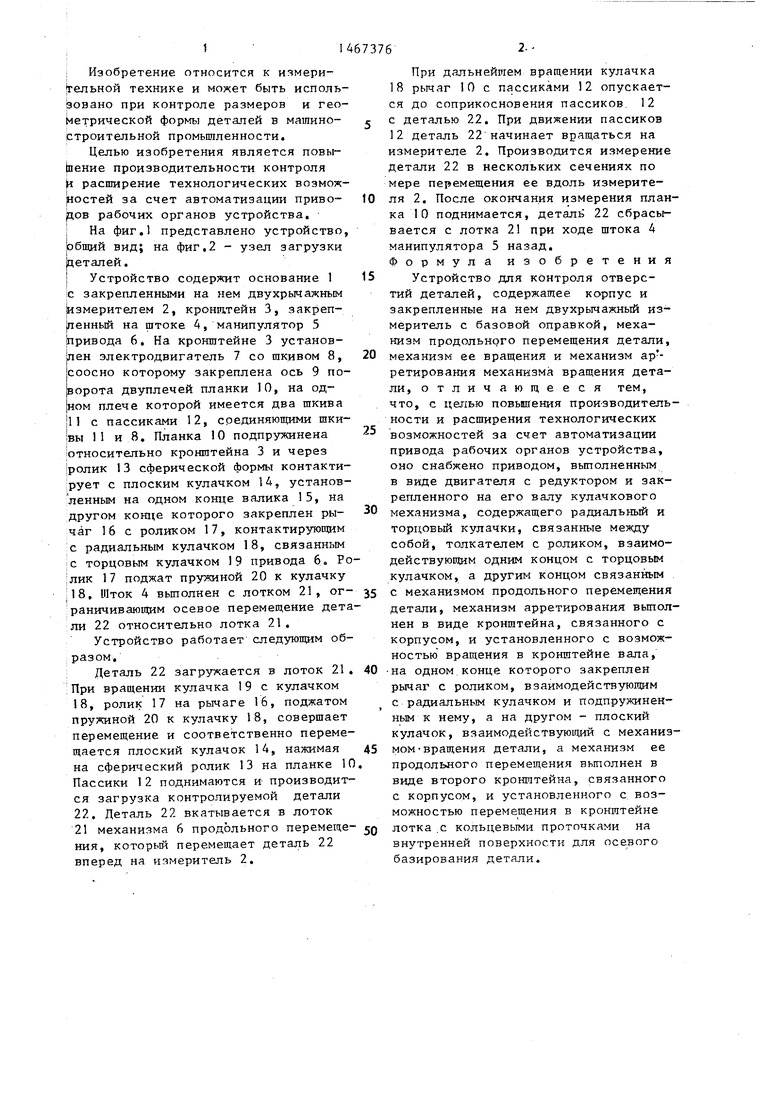
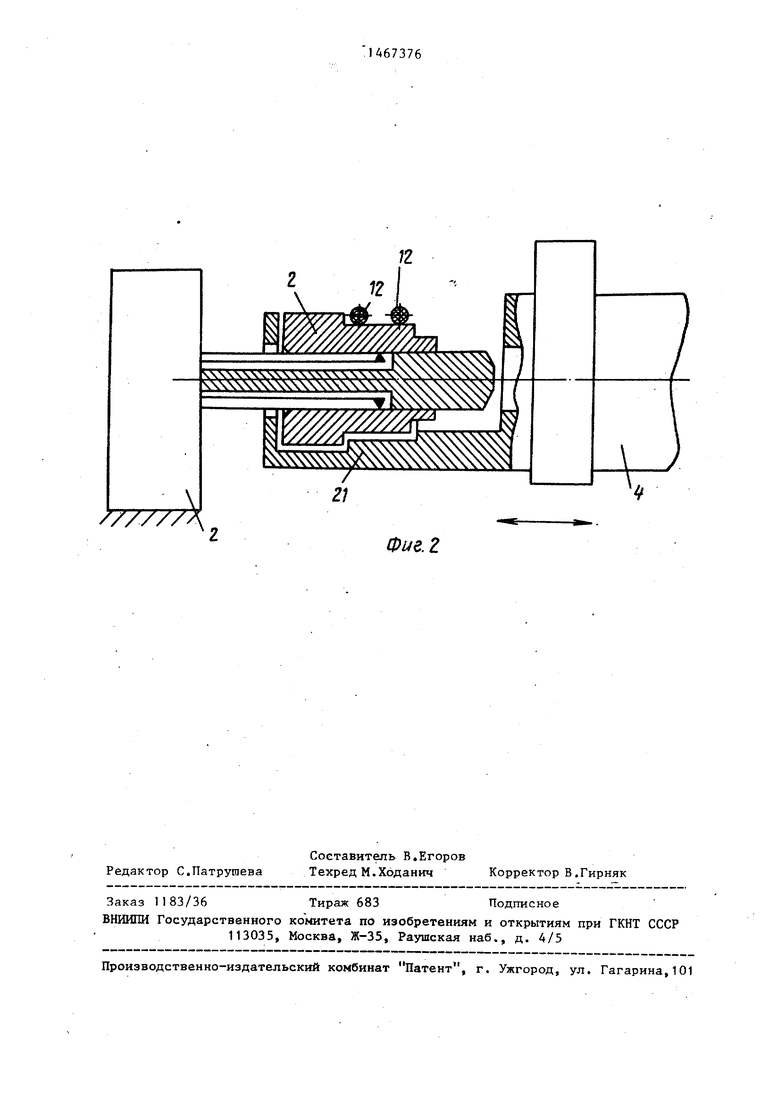
Изобретение относится к измерительной технике и может быть использовано при контроле размеров и геометрической формы деталей в машиностроительной промьнчленности.Целью изобретения является повьппение производительности контроля и расширение технологических возможностей за счет автоматизации привода рабочих органов устройства. Устройство содержит основание 1 с закрепленными на нем двухрычажным измерителем 2, приводом 6 с кулачком 19 продольного перемещения детали, планкой 10 с пассиком 12 для вращения детали, кулачком 18 отвода планки 10 от детали и лотком загрузки и осевой фиксации измеряемой детали. Механизм 6 кулачком 18 отводит планку 10. Делитель загружа ется в лоток. При дальнейшей работе привода 6 и кулачка 19 деталь надви. гается на измеритель 2, вращается и постепенно передвигается вдоль измерителя 2. По окончании цикла измерения планка 10 отводится от детали. .Деталь выгружается из лотка. Устройство находится в исходном положении, 2 ил СЛ