Изобретение относится к контрольно- измерительной технике и может быть использовано для контроля некруглых отверстий.
Целью изобретения является повышение точности контроля.
Способ контроля некруглых отверстий с РК- и К-профилем сечения (образованного кривыми равноосного контура) заключается в применении профильного калибра, который выполняют составным из двух подпружиненных в сторону взаимного разворота вокруг центра профиля частей, в сомкнутом виде вписанных в профиль сечения с наименьшим допустимым диаметром, эксцентриситет профиля калибра выбирают равным номинальному значению, а о размере отверстия судят по углу разворота составных частей калибра в момент контакта обеих частей с контролируемым отверстием.
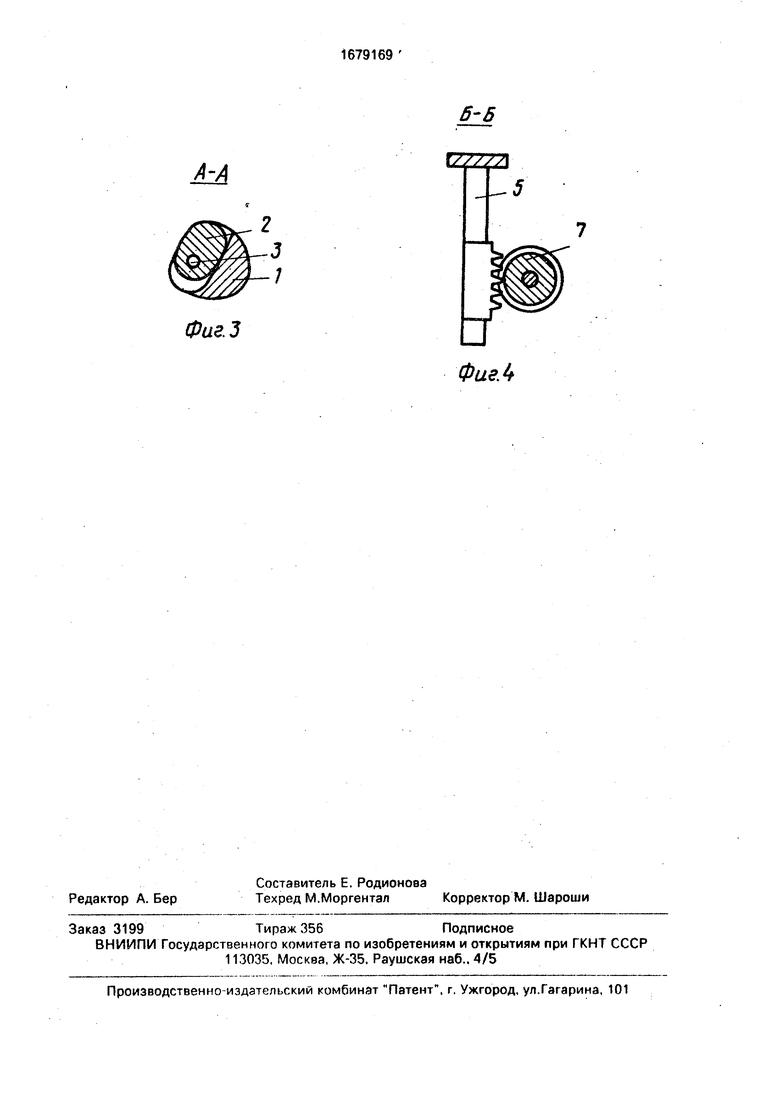
На фиг. 1 приведена схема расположения поля допуска Ти трехкратного РК-отверстия и крайние угловые положения предельного калибра в этом поле допуска при наименьшем диаметре калибра Dm и среднем значении эксцентриситета е; на фиг. 2 - схема устройства для выполнения предлагаемого способа; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
На фиг. 1 показаны наибольшая граница d поля допуска и наименьшая граница Ь. Величина поля допуска на размеры профиля, измеряемые в направлении нормалей к его точкам: половины среднего, описанного и вписанного диаметров, удвоенный эксцентриситет 2е имеют одно и то же поле допуска, характеризуемое величиной Т, равной допуску нормали к профилю. Границы поля допуска образованы эквидистантными кривыми, причем для нижней границы средний диаметр Dm равен наименьшему допускаемому, для верхней границы - наибольшему допустимому, а эксцентриситет профиля е равен среднему значению из
Ё
О
N4
О
О О
наибольшего и наименьшего допускаемых значений (номинальному). Расстояние между границами а и Ь, измеряемое по нормали к их точкам, в каждой точке равно Т. Если нижняя граница материализована в виде предельного калибра, установленного на оси в центре профиля О, а верхняя граница материализована в виде наибольшего допускаемого отверстия, причем калибр может свободно разворачиваться на своей оси О в крайнее левое положение С или правое положение d, то полный угол разворота калибра из крайнего левого положения в крайнее правое положение может характеризовать поле допуска.
Проведем в среднем и крайних угловых положениях калибра оси X, Хл и Хп, проходящие через точку профиля с текущим угловым параметром р 0. Обозначим угол ХОХл через pt угол ХОХп через (рп, причем . Сумма рп + (рп и есть угол, характеризующий поле допуска. Называем его допустимым углом свободного поворота. Путем преобразований известных уравнений для кривых равноосных контуров можно показать, что y/N arcsln fru/2e), где N - число граней профиля.
Если измеренный угол свободного поворота калибра в измеряемом отверстии не превышает угла свободного поворота , то деталь находится в пределах поля допуска Ти и является годной, если же этот угол превышает , то деталь следует считать браком.
Устройство для осуществления описанного способа имеет части 1 и 2; в первой из них выполнена прорезь, в которой установлена вторая часть с возможностью поворота относительно нее, жестко связанная с осью 3, расположенной в центре профиля О. Часть 1 установлена на оси 3, расположенной в центре профиля О. Часть 1 установлена на оси 3 с возможностью поворота. Таким образом, часть 2 может разворачиваться относительно части 1 вокруг центральной оси, вместе с частью 2 будет разворачиваться и ось 3. В свернутом виде до упора наружный профиль обеих частей вписывается в нижнюю границу поля допуска
отверстия (показанную на фиг. 1). Часть 1 жестко связана с корпусом 4, а часть 2 с осью 3 нагружены крутящим моментом относительно корпуса 4 в сторону разворота из свернутого положения посредством рукоятки с зубчатой рейкой 5, тарированной пружины 6 и шестерни 7. жестко связанной с осью 3. Для регистрации угла относительно разворота частей 1 и 2 установлен на корпус 4 отсчетный узел 8.
Устройство работает следующим образом,
Для контроля отверстия нажимают до упора рукоятку 5 (при этом части 1 и 2 свернуты), вводят предельный калибр в отверстие и отпускают рукоятку 5. Под действием пружины 6 рукоятка 5 разворачивает шестерню 7 вместе с осью 3, и часть 2 разворачивается относительно части 1 до упора в поверхность контролируемого отверстия.
Угол этого разворота фиксируют отсчетным устройством 8. Если этот угол не превышает допустимого , то деталь признают годной, а если превышает - браком. Формула изобретения
Способ контроля некруглых отверстий с РК- и К-профилем сечения, заключающийся в применении калибра, отличающийся тем. что, с целью повышения точности контроля, калибр выполняют профильным составным из двух подпружиненных в сторону взаимного разворота вокруг центра профиля частей, в сомкнутом виде вписанных в профиль сечения с наименьшим допустимым диаметром, эксцентриситет профиля
калибра .выбирают равным номинальному значению, а о размере отверстия судят по углу разворота составных частей калибра в момент контакта обеих частей с контролируемым отверстием.
| название | год | авторы | номер документа |
|---|---|---|---|
| МУФТА ДЛЯ СОЕДИНЕНИЯ РОТОРОВ ТУРБИН И СПОСОБ ЕЕ СБОРКИ | 1996 |
|
RU2117195C1 |
| КАЛИБР ТИПА СФЕРЕЯР, СПОСОБ НАСТРОЙКИ МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ТОНКОЙ ДОВОДКИ РАБОЧЕГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА | 2009 |
|
RU2419762C1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1982 |
|
SU1060432A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779554A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |

Изобретение относится к контрольно- измерительной технике и может быть использовано для контроля некруглых отверстий. Целью изобретения является повышение точности контроля, которая достигается тем, что согласно изобретению по способу контроля некруглых отверстий с РК- и К-про- филем сечения, заключающемуся в применении калибра, калибр выполняют профильным составным из двух подпружиненных в сторону взаимного разворота вокруг центра профиля частей, в сомкнутом виде вписанных в профиль сечения с наименьшим допустимым диаметром, эксцентриситет профиля калибра выбирают равным номинальному значению, а о размере отверстия судят по углу разворота составных частей и контролируемым отверстием. 4 ил.
фиг.1
W/TZ
У////////////////////;
у/
W/&7///7//7///////;
/////
Фиг. 2
ы
Фиг.3
б Б Г/У/УЛ
ФиеА
| Борович Л.С, Бесшпоночное соединение деталей машин | |||
| М.: ГНТИМЛ, 1951, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
