Известны устройства для поперечноклииовой прокатки тел вращения между двумя параллельными плитами, перемещаемыми навстречу друг другу, с закреплепными на них клиньями.
Отличительная особенность предложеиного устройства состоит в том, что на обеих плитах вне зоны деформации установлены нрофильные рейки, взаимодействующие с гранями заготовки. Это обеспечивает использование и принудительное вращение граненой заготовки и одновременное увеличение степени обжатия.
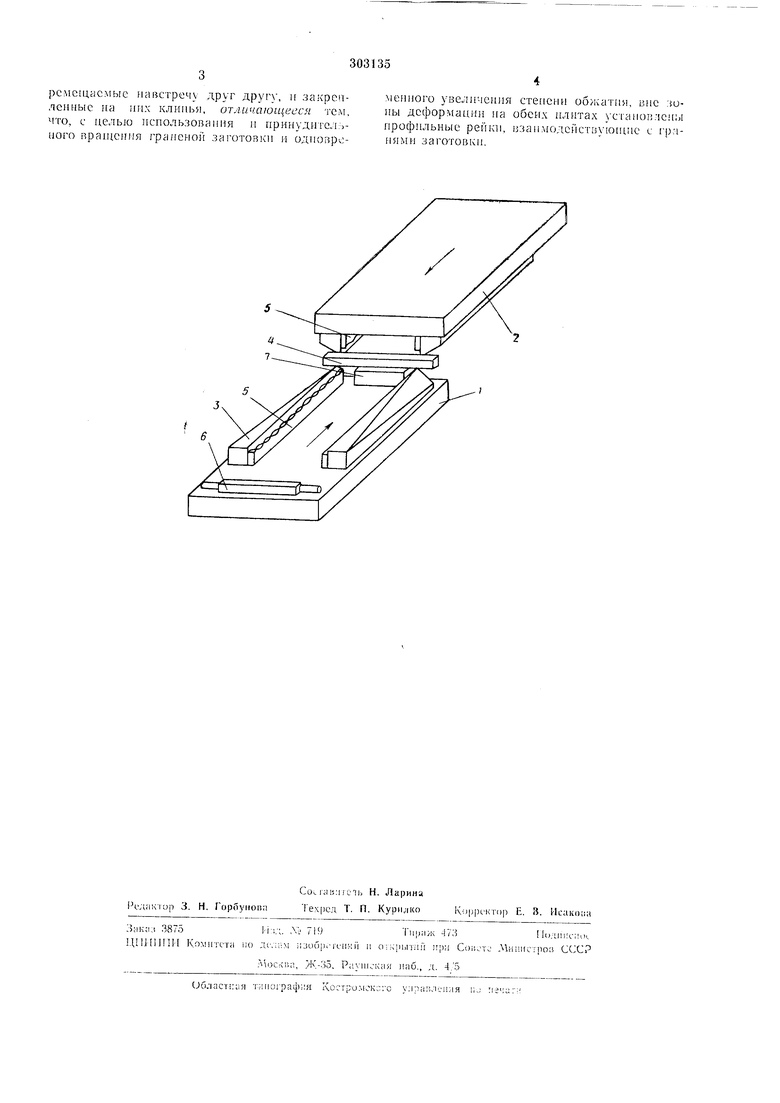
На чертеже изображено предлагаемое устройство, общий вид (в аксонометрии).
Устройство состоит из нижней / и верхней 2 плит, на которых жестко закреплены клинья 5 для деформации квадратной заготовки 4 и профильные рейки 5 для принудительного вращения неформируемых участков заготовки.
Профильные рейки имеют впадины, профиль которых очерчен траекторией движения двух взаимно перпендикулярных граней квадратной заготовки при качении последней но окружности, диаметр которой равен диаметру прокатываемого участка готового изделия 6, полученного прокаткой.
В процессе ирокатки квадратная заготовка укладывается на подставку 7 и при движении плит навстречу друг другу захватывается клиньямн и катится по иараллельным иоверхностям клиньев, причем диаметр окружностн качення заготовки равен диаметру прокатываемого участка готового изделия.
Рейки входят в зацепление с противоположными ребрами квадратной заготовки, создавая принудительное вращение последней на отрезке пути, соответствующем макспмальиой степени обжатия, при которой прокатка без принудительного вращения невозможна. После поворота квадратной заготовки на угол, соответствующий мииимальной степени обжатия, при которой прокатка осуществляется и без принудительного вращения, ребра квадратной заготовки выходят из зацеплепия с профилем впадины реек. Затем цикл повторяется в такой же последовательности.
В предлагаемом устройстве благодаря наличию профильных реек увеличивается крутящий момент, способствующий вращению iaготовки, что позволяет добиться максимальной степени обжатия.
Предмет изобретения
рсмещасмые навстречу друг другу, и закрепленные на них клинья, отличающееся тем, что, с целью использования и прииудител: 1ЮГО r,pamei H57 гра/юной заготовки и oдиoвpv
менного увеличения стененн обжатия, вие зоны деформации на обеих нлитах устаноплешя профильные рейки, изаимоденствующие с i-paИ5В1И заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ТОНКИХ ЛИСТОВИ ЛЕНТ | 1972 |
|
SU422481A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU856633A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU707665A1 |
| Способ изготовления многожильного кабеля с керамической изоляцией и устройство для его осуществления | 1978 |
|
SU1095244A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| Способ прокатки тавровых профилей | 1990 |
|
SU1738394A1 |