Известная установка для контактной сварки пластмассо15ых труб, включаюи1ая смонтированные иа тележке зажимные хомуты с направляющими, электронагревательный диск и пульт управления с гидравлической системой, позволяет сваривать трубы только встык.
С целью возможности сварки труб встык и в копус, предлагаемая установка оборудована торцевальпым механизмом в виде реечиых торцевателей с неремеиитюи1имися по ним ползупами с ножами, илшюпщми наклонную и перпендикулярную к оси трубы режущие грани, а нагревательный диск снабжен нрямыл и и обратными конусными насадками с «плавающим креплением к диску.
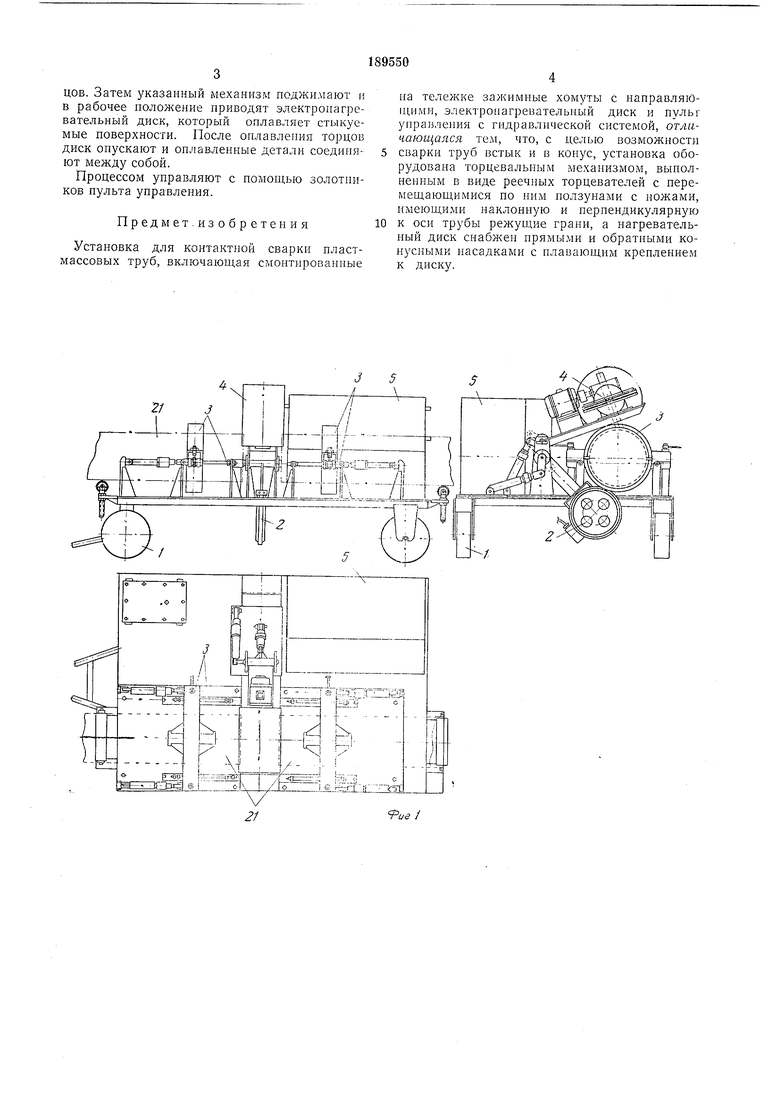
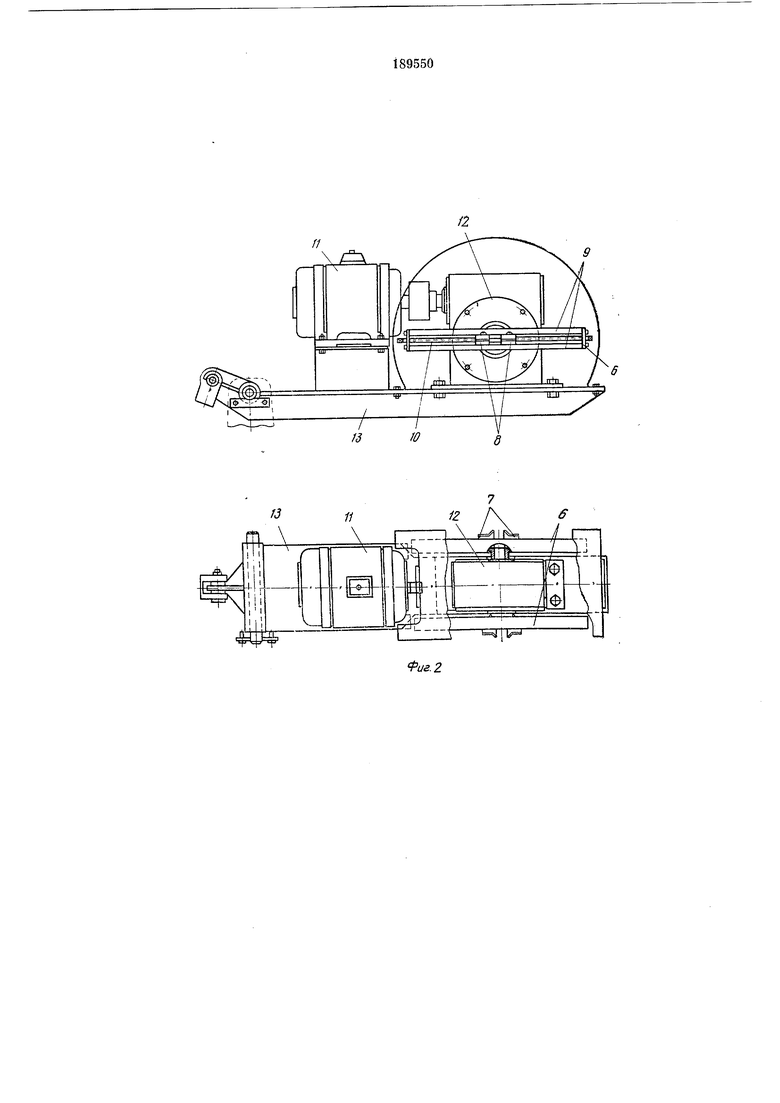
Па фиг. 1 изображена описываемая устаповка в общем виде; иа фиг. 2 - торцевальиый механизм; иа фиг. 3 - электронагревательный диск.
Установка содержит смонтироваиные на тележке / иагревательный диск 2, зажимные хомуты (3 с направляющими, торцевальиый механизм 4 и пульт 5 уиравления с гидравлической системой.
Торцевальиый механизм выполнен в виде двух реечных торцевателей 6, оборудованных двумя парами съелшых комбинированных иожей 7, имеющих наклогн ую и лерпеидикуляриую к оси трубы режуи1,ие граин. Ножи крепятся к ползунам 5, имеюгцим возможность
синхронно перемещаться в направляющих 9 вращением впнта 10 с левой и правой резьбой. Это позволяет уста;;авливать пожи по диаметру трубы и под различпый вид обработки торцов. Торцеватели вращаются электродвигателем // с редуктором 12, установленными па кача1ощейс5 13.
Электронагревательный диск состоит из двух частей 14 и 15, в которых с внутреппей стороны проточены конценгрнческие пазы 16 прямоугольного сечения и один радиальный паз /7. В указанные пазы вкладывается нихромовая снираль в керамических изоляторах. Диск служит для оп.,1авления плоских торцов труб. В случае оплавления коиуспых поверхпостей пспользуются прямые 18 и обратные 19 конусные насадки, выполненные автономно самоцентрирующимися для устранения влияпия возможных перекосов и иееоосиости труб. С этой же целью предусмотрено «плавающее крепление насадок к диску, допускающее некоторое их относительно его оси. Крепление осуществляется по краям винтами, щайбами и нружнналш 20.
Процесс с 5арки заключается в следующем.
Сваривае: 1ые концы труб 21 закрепляют в зажимных хомутах, ноеле чего в рабочее положение устанавливают механизм 4 для подroToiKi коицов труб, которые надвигают иа .цаюн1,11еся юриеватели д,чя обработки торцов. Затем указанный механизм поджи.мают и в рабочее положение приводят электронагревательный диск, который оплавляет стыкуемые поверхности. После оплавлеш-ш торцов диск опускают и оплавленные детали соединяют между собой.
Процессом управляют с помондыо золотников пульта управления.
Пред мет.изобретения
Установка для контактной сварки пластмассовых труб, включающая смонтированные
на тележке зажимные хомуты с нанравляЮни)ми, электронагревательный диск и пулы управления с гидравлической системой, отличающаяся тел1, что, с целью возможности
сварки труб встык и в конус, установка оборудована торцевальпым механизмом, вынолненным в виде реечных торцевателей с перемещающимися по ним ползунами с ножами, имеющими наклонную и перпендикулярную
к оси трубы режупще грани, а нагревательный диск снабжен прямыми и обратиыми конусными насадками с плавающим креплением к диску.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки пластмассовых труб | 1968 |
|
SU461838A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для сварки труб из пластмасс | 1989 |
|
SU1682186A1 |
| Устройство для сварки пластмассовых труб | 1983 |
|
SU1168431A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1321605A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |

fff
fff
