Изобретение относится к металлургии, в частности к технологии получения заготовок методом непрерывного литья.
Целью изобретения является повышение производительности процесса и улучшение качества заготовок.
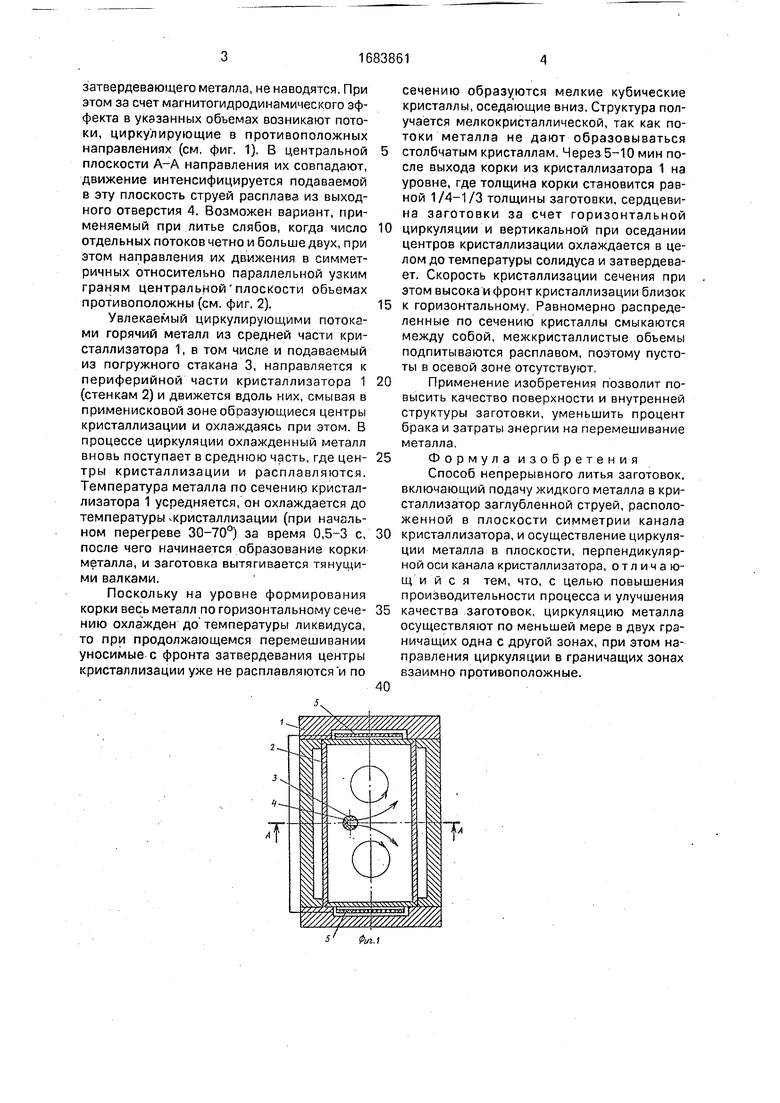
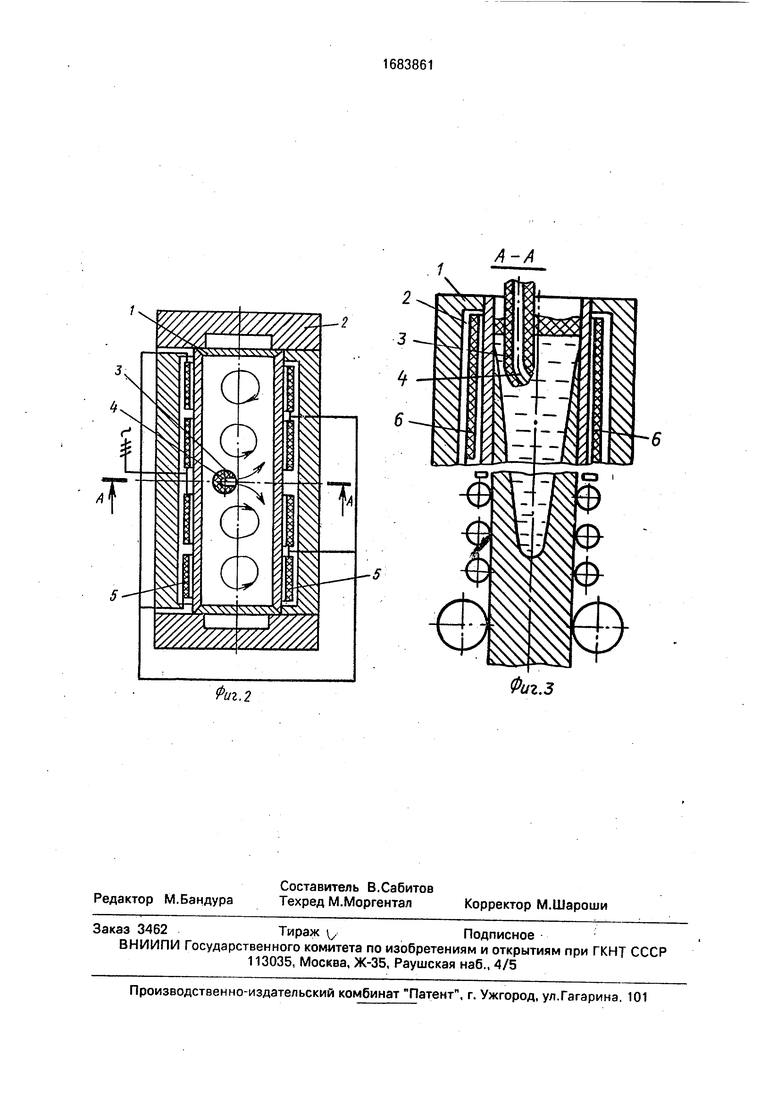
На фиг. 1 показано устройство для непрерывного литья заготовок вид в плане; на фиг. 2 - то же, вариант; на фиг. 3 - разрез А-А на фиг. 1 и 2.
Устройство для непрерывного литья заготовок включает кристаллизатор 1 с водо- охлаждаемыми стенками 2, образующими канал кристаллизатора 1.
В кристаллизатор 1 опущен погружной стакан 3 с выходным отверстием 4 для жидкого металла.
Перемешивающие устройства 5 выполнены в виде литейных электромагнитных статоров-индукторов 6, расположенных по периметру канала кристаллизатора 1.
Сущность предложенного способа заключается в следующем.
Металл подается во внутреннюю полость кристаллизатора 1 через выходное отверстие 4 погружного стакана 3 под углом 10-60° к оси рабочего канала. В металле наводится бегущее электромагнитное поле, создающее циркулирующие в горизонтальной плоскости потоки жидкого металла, увлекающие струю расплава из выходного отверстия 4. При этом циркуляция в вертикальной плоскости не возникает и шлак с металлом не перемешиваются, чем обеспечивается свободное всплытие неметаллических включений. В кристаллизаторе 1 образуется корка металла, и заготовка вытягивается тянущими валками. Из-за симметричного относительно центральной плоскости А-А подключения статоры 6 создают в разграниченных этой плоскостью объемах рабочего канала противоположно направленные электромагнитные моменты, равные по величине. Поэтому экранирующие поле вихревые токи в контуре, образованном внутренними стенками 2 и коркой
СП
с
(
00
со
00
о
затвердевающего металла, не наводятся. При этом за счет магнитогидродииамического эффекта в указанных объемах возникают потоки, циркулирующие в противоположных направлениях (см. фиг, 1). В центральной плоскости А-А направления их совпадают, движение интенсифицируется подаваемой в эту плоскость струей расплава из выходного отверстия 4. Возможен вариант, применяемый при литье слябов, когда число отдельных потоков четно и больше двух, при этом направления их движения в симметричных относительно параллельной узким граням центральной плоскости объемах противоположны (см. фиг. 2).
Увлекаемый циркулирующими потоками горячий металл из средней части кристаллизатора 1, в том числе и подаваемый из погружного стакана 3, направляется к периферийной части кристаллизатора 1 (стенкам 2) и движется вдоль них, смывая в применисковой зоне образующиеся центры кристаллизации и охлаждаясь при этом. В процессе циркуляции охлажденный металл вновь поступает в среднюю часть, где центры кристаллизации и расплавляются. Температура металла по сечению кристаллизатора 1 усредняется, он охлаждается до температуры кристаллизации (при начальном перегреве 30-70°) за время 0,5-3 с, после чего начинается образование корки металла, и заготовка вытягивается тянущими валками.
Поскольку на уровне формирования корки весь металл по горизонтальному сечению охлажден до температуры ликвидуса, то при продолжающемся перемешивании уносимые с фронта затвердевания центры кристаллизации уже не расплавляются и по
сечению образуются мелкие кубические кристаллы, оседающие вниз. Структура получается мелкокристаллической, так как потоки металла не дают образовываться
столбчатым кристаллам. Через 5-10 мин после выхода корки из кристаллизатора 1 на уровне, где толщина корки становится равной 1/4-1/3 толщины заготовки, сердцевина заготовки за счет горизонтальной
циркуляции и вертикальной при оседании центров кристаллизации охлаждается в целом до температуры солидуса и затвердевает. Скорость кристаллизации сечения при этом высока и фронт кристаллизации близок
к горизонтальному. Равномерно распределенные по сечению кристаллы смыкаются между собой, межкристаллистые объемы подпитываются расплавом, поэтому пустоты в осевой зоне отсутствуют,
Применение изобретения позволит повысить качество поверхности и внутренней структуры заготовки, уменьшить процент брака и затраты энергии на перемешивание металла.
Формула изобретения
Способ непрерывного литья заготовок, включающий подачу жидкого металла в кристаллизатор заглубленной струей, расположенной в плоскости симметрии канала
кристаллизатора, и осуществление циркуляции металла в плоскости, перпендикулярной оси канала кристаллизатора, отличающийся тем, что, с целью повышения производительности процесса и улучшения
качества заготовок, циркуляцию металла осуществляют по меньшей мере в двух граничащих одна с другой зонах, при этом направления циркуляции в граничащих зонах взаимно противоположные.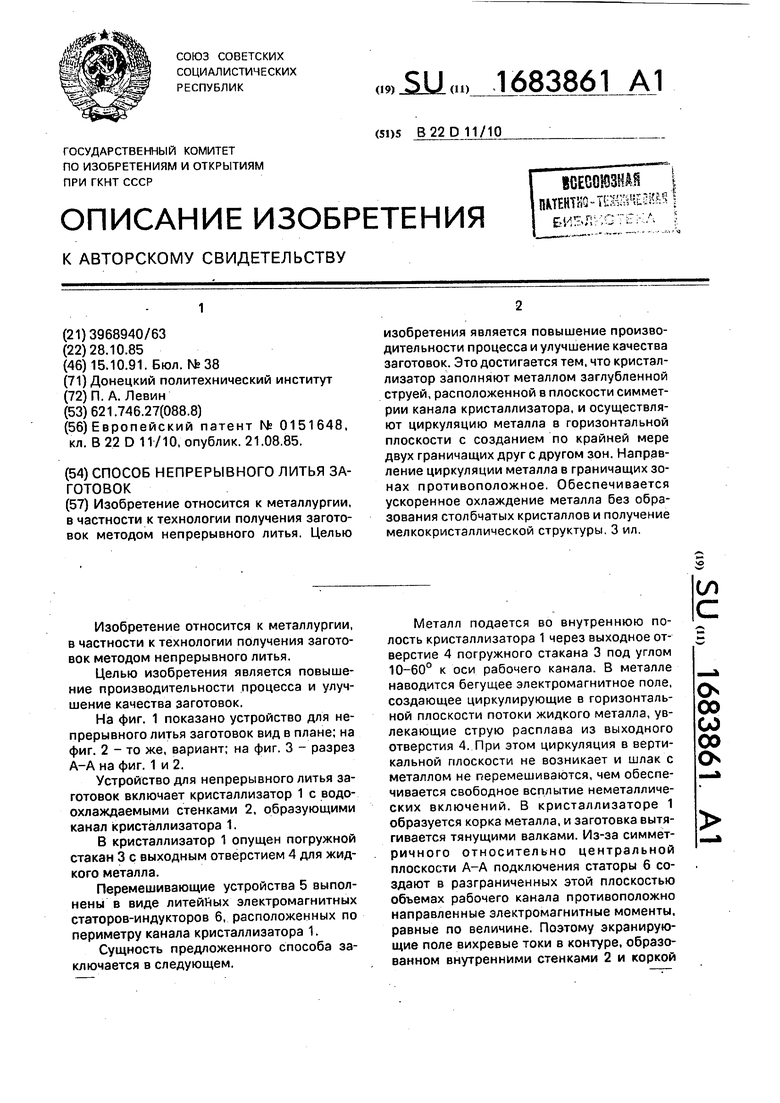
Изобретение относится к металлургии, в частности к технологии получения заготовок методом непрерывного литья. Целью изобретения является повышение производительности процесса и улучшение качества заготовок. Это достигается тем, что кристаллизатор заполняют металлом заглубленной струей, расположенной в плоскости симметрии канала кристаллизатора, и осуществляют циркуляцию металла в горизонтальной плоскости с созданием по крайней мере двух граничащих друг с другом зон. Направление циркуляции металла в граничащих зонах противоположное. Обеспечивается ускоренное охлаждение металла без образования столбчатых кристаллов и получение мелкокристаллической структуры 3 ил
Фиг I
Фиг. 2
А-Л
| Приспособление для отрезки уточной нити у кромки ткани со стороны прокидывающего элемента на бесчелночных ткацких станках | 1962 |
|
SU151648A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
