(S
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой стыковой сварки деталей из полимерных материалов | 1988 |
|
SU1669749A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Способ сварки плавлением | 1979 |
|
SU880652A1 |
| Устройство для ультразвуковойСВАРКи ТЕРМОплАСТОВ | 1979 |
|
SU835791A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1980 |
|
SU979139A1 |
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| Способ изготовления труб сваркой | 2017 |
|
RU2637039C1 |
| Способ многодуговой сварки металлических изделий под слоем флюса | 2015 |
|
RU2613831C1 |
| Устройство для термоконтактной сварки термопластов | 1988 |
|
SU1599241A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
Изобретение относится к сварке пластмасс и может Быть использовано при ультФренкель, В. А. Бо- В. Д. Варкалист, , Свалов рэзвуковой сварке деталей. Цель - повышение качества сварного соединения при сварке трубчатых деталей, расположенных на металлическом сердечнике, с использованием присадочного материала. Для этого устройство для ультразвуковой сварки деталей из полимерных материалов снабжено накопителем расплав присадочного материала, установленным со стороны боковых поверхностей волноводов. Кроме того накопитель присадочного материала выполнен в виде закрепленных на станине щек. Щеки установлены с капиллярным зазором относительно боковых поверхностей волноводов. Волноводы выполнены с продольными пазами на боковых поверхностях. 1 з.п, ф-лы, 4 ил.
Изобретение относится к сварке пластмасс м может Ьыть использовано при ультразвуковой сварке деталей.
Цель изобретения - повышение качества сварного соединения при сварке трубчатых деталей, расположенных на металлическом сердечнике, с использованием присадочного материала.
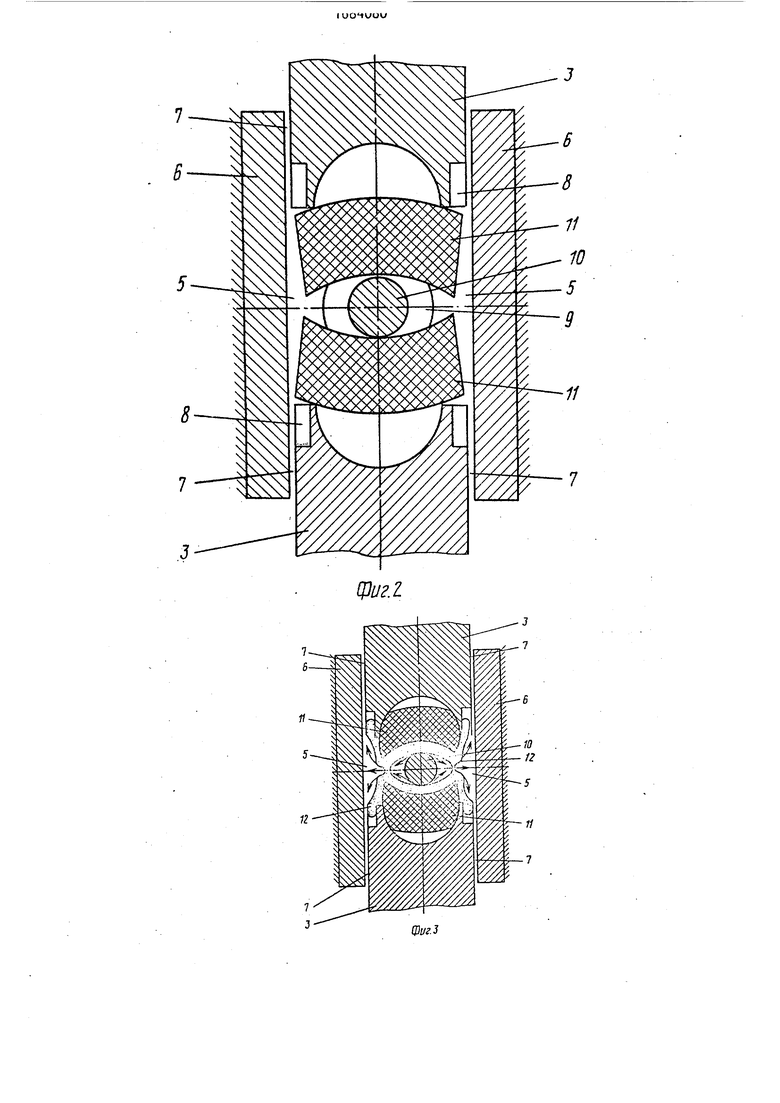
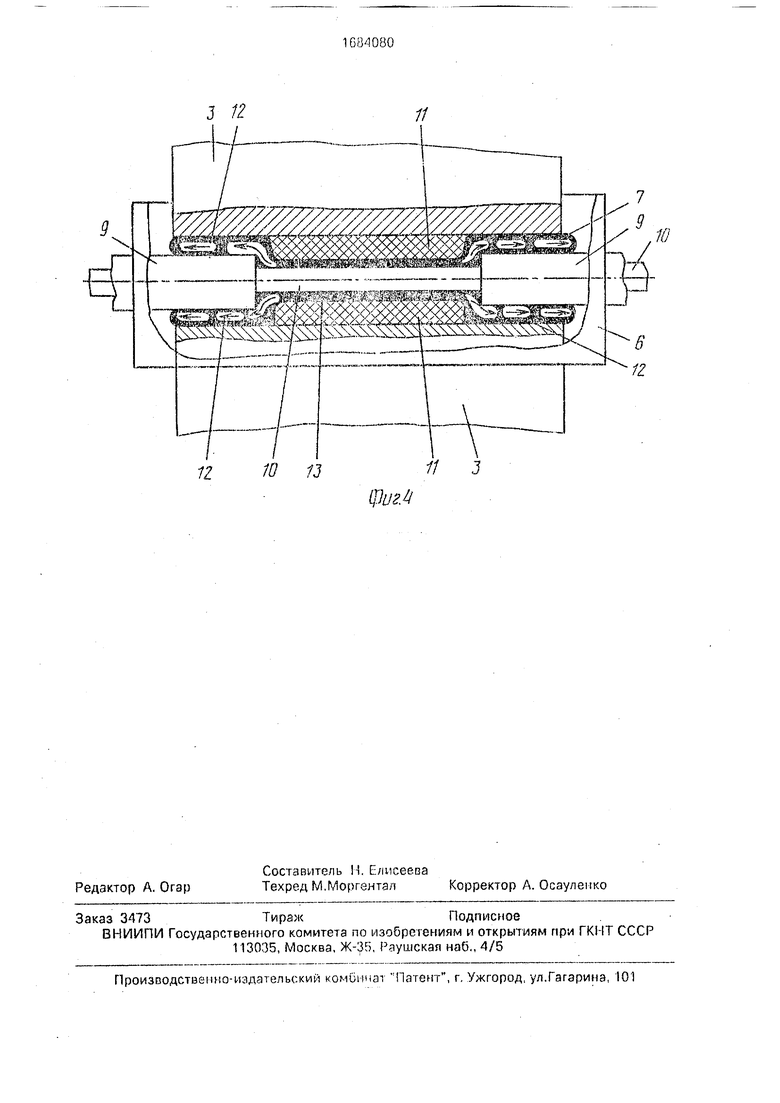
На фиг. 1 изображена общая схема устройства; на фиг. 2 -устройство со свариваемыми деталями, поперечное сечение, после включения давления; на фиг. 3-то же, в процессе заполнения накопителя; на фиг. 4 - зона сварки в конце процесса, продольное сечение.
Устройство для ультразвуковой сварки деталей из полимерных материалов содержит станину 1, на которой соосно установлены верхняя и нижняя сварочные головки 2 с волноводами 3 и механизм 4 давления.
Со стороны боковых поверхностей волноводов 3 установлен накопитель 5 расплава присадочного материала. Накопитель 5 выполнен в виде закрепленных на станине 1 щек 6, установленных с капиллярным зазором 7 относительно боковых поверхностей волноводов 3. Волноводы 3 выполнены с продольными пазами 8 на боковых поверхностях.
Сварочные головки 2 изготовлены из двух преобразователей типа ПМС 15А--18, волноводы 3 выполнены из стали 45 с последующей полировкой боковых поверхностей Питание сварочных головок 2 осуществляется от двух ультразвуковых генераторов типа УЗГ2-4М (не показаны), Механизм 4 давления представляет собой пневмопривод, шток которого соединен с верхней сварочной головкой. Пневмопривод механизма 4 давления жестко закреплен на станине 1.
ON 00 О
со
Щеки 6 выполнены из стали 45, поверхности их отполированы. Капиллярный зазор 7 выставляется между щеками 6 и волноводами 3 при помощи мерного щупа (не показан), Нижняя головка и щеки 6 после регулировки соединены со станиной 1 (резьбовыми соединениями).
Станина 1 представляет собой сварную металлоконструкцию в виде стола с вертикальной стойкой, ,
Устройство работает следующим образом.
Трубчатые детали 9, установленные на металлическом сердечнике 10, и присадочный материал 11 укладывают на нижний волновод 2 между щеками 6. При помощи механизма 4 давления верхним волноводом 2 свариваемые детали сдавливают (фиг, 2). После включения питания сварочных головок 2 присадочный материал начинает пла- виться и расплав 12 поступает в накопитель 5 (фиг. 3). Капиллярный зазор 7 между боковыми поверхностями волноводов 3 и щеками 6 препятствует вытеканию расплава 12 из накопителя 5. В результате действия ме- ханизма 4 давления и ультразвуковых колебаний головок 2 волновод 3 выдавливает расплав в накопитель 5 до его полного заполнения, Накопленный в накопителе 5 расплав вследствие несжимаемости жидкости препятствует дальнейшему вытеканию расплава 12 в сторону от металлического сердечника 10, и расплав 12 течет вдоль сердечника 10 (фиг. 4) к торцам соединяемых деталей. Одновременно формуется промежуточный трубчатый элемент 13, внутри которого и течет расплав 12. Расплав 12 подходит к торцам соединяемых трубчатых элементов 9, заполняет зазоры между ними и выходит на поверхность трубчатых элементов под волноводы 3. Таким образом, накопитель 5 расплап 12 присадочного материала 11 обеспечивает переориентацию течения расплава 12 в сторону к соединяемым торцам.
Формула изобретения
1
//
2 МЛ
ЛООЬОПI
J 1Z
Ю 13
7
11 3
qiuz4
| Волков С | |||
| С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| М.: Химия, 1974, с, 18-19. |
