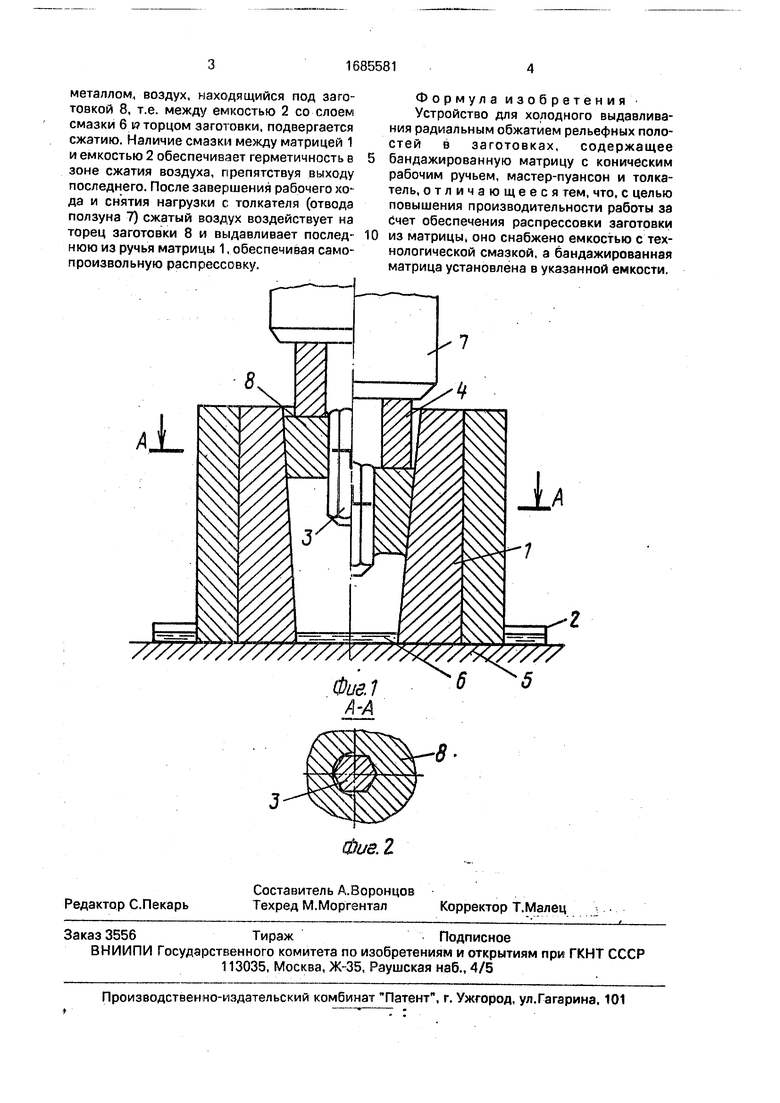
металлом, воздух, находящийся под заготовкой 8, т.е. между емкостью 2 со слоем смазки б ю торцом заготовки, подвергается сжатию. Наличие смазки между матрицей 1 и емкостью 2 обеспечивает герметичность в зоне сжатия воздуха, препятствуя выходу последнего. После завершения рабочего хода и снятия нагрузки с толкателя (отвода ползуна 7) сжатый воздух воздействует на торец заготовки 8 и выдавливает последнюю из ручья матрицы 1, обеспечивая самопроизвольную распрессовку.
Формула изобретения Устройство для холодного выдавливания радиальным обжатием рельефных полостей в заготовках, содержащее бандажированную матрицу с коническим рабочим ручьем, мастер-пуансон и толкатель, отличающееся тем, что, с целью повышения производительности работы за Счет обеспечения распрессовки заготовки из матрицы, оно снабжено емкостью с технологической смазкой, а бандажированная матрица установлена в указанной емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Штамп для холодного выдавливания рельефных полостей в заготовках | 1987 |
|
SU1498584A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп для прямого выдавливания | 1981 |
|
SU1017426A1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| Инструмент для выдавливания изделий с полостью | 1980 |
|
SU1000140A1 |
| Штамп для выдавливания полых деталей | 1987 |
|
SU1503963A1 |
Изобретение касается обработки металлов давлением, а именно к конструкциям незакрепленных штампов для холодного Изобретение относится к обработке ме- таллов давлением, а именно к конструкциям незакрепленных штампов для холодного выдавливания радиальным обжатием рельефных полостей в заготовках. Целью изобретения является снижение трудоемкости процесса и повышение производительности труда за счет обеспечения распрессовки заготовки из матрицы. На фиг. 1 показана схема устройства для холодного выдавливания в положении до и после формообразования рельефной полости в заготовке; на фиг.2 - разрез А-А на фиг.1. Устройство для холодного выдавливания радиальным обжатием рельефных полостей в заготовках содержит бандажированную матрицу 1 с коническим рабочим ручьем, установленную в емкости 2, мастер-пуансон 3, кольцевой толкатель 4. Емкость 2 установлена на столе 5 пресса и содержит технологическую смазку 6 для выдавливания радиальным обжатием рельефных полостей в заготовках. Цель изобретения - повышение производительности штампа. Устройство содержит бандажированную матрицу с коническим ручьем, установленную в емкости со слоем технологической смазки, мастер-пуансон, толкатель. Емкость с бандажированной матрицей, пуансоном и толкателем расположена на столе пресса. За счет сжатия при деформировании заготовки воздуха, расположенного между заготовкой и емкостью со смазкой, обеспечивающей герметичность, после завершения рабочего хода воздух выталкивает заготовку из ручья матрицы, обеспечивая ее саморасп- рессовку. 2 ил. смазывания рабочих поверхностей заготовки и матрицы в процессе обжатия. Сверху установлен ползун 7 пресса. Устройство работает следующим образом. Емкость 2 с технологической смазкой 6 устанавливают на стол 5 пресса. Бандажированную матрицу 1 устанавливают в емкость 2. Берут заготовку 8, в отверстие которой вставляют мастер-пуансон 3 С кольцевым толкателем 4. Ручей матрицы 1 смазывают смазкой 6. Вместе с пуансоном 3 и толкателем 4 заготовку 8 устанавливают в конический ручей матрицы. К мастер-пуансону 3 и толкателю 4 подводят ползун 7 пресса, прикладывают усилие к заготовке 8. Последняя, вдавливаясь в ручей матрицы 1, прижимает ее опорную поверхность к емкости 2. К концу рабочего хода, когда происходит заполнение рельефа пуансона Ё О 00 ел ел 00
77/////////////// /// /Ai 7
Фие.16 5
А-А
| Штамп для выдавливания полости | 1977 |
|
SU625830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
