Изобретение относится к гидромашиностроению и может быть использовано при изготовлении рабочих органов гидронасосов.
Цель изобретения - повышение производительности сборки, качества и прочности изделий.
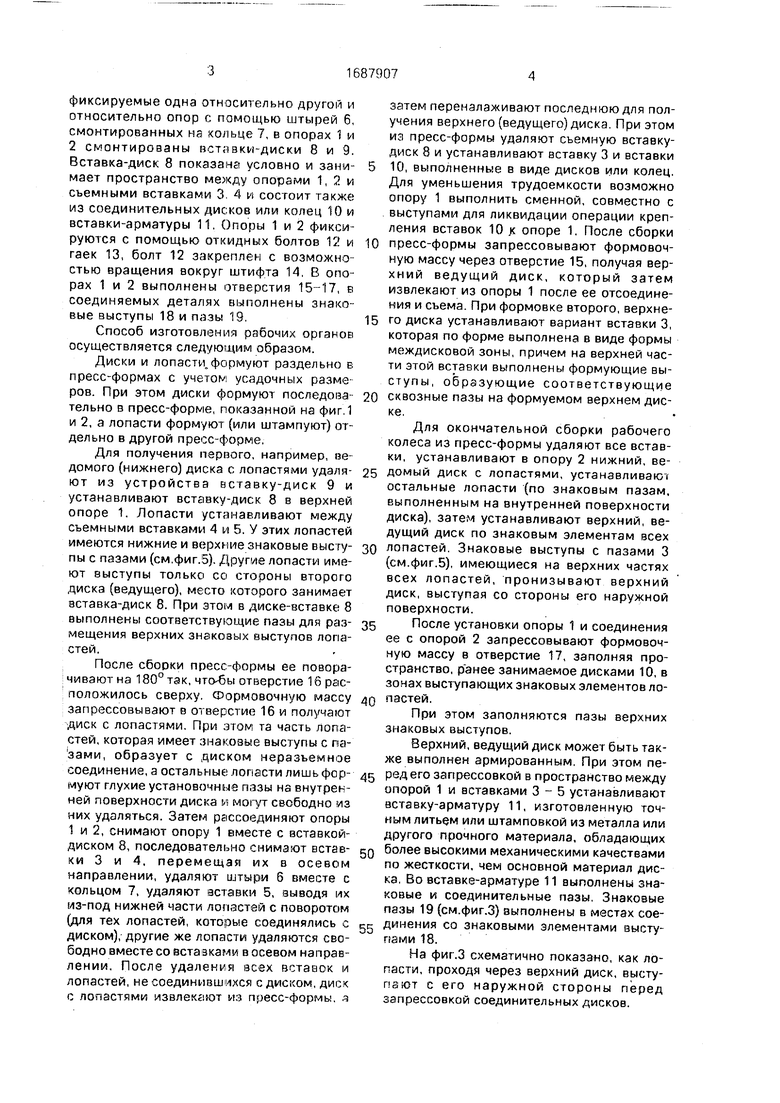
На фиг.1 изображена пресс-форма для реализации предлагаемого способа, вид
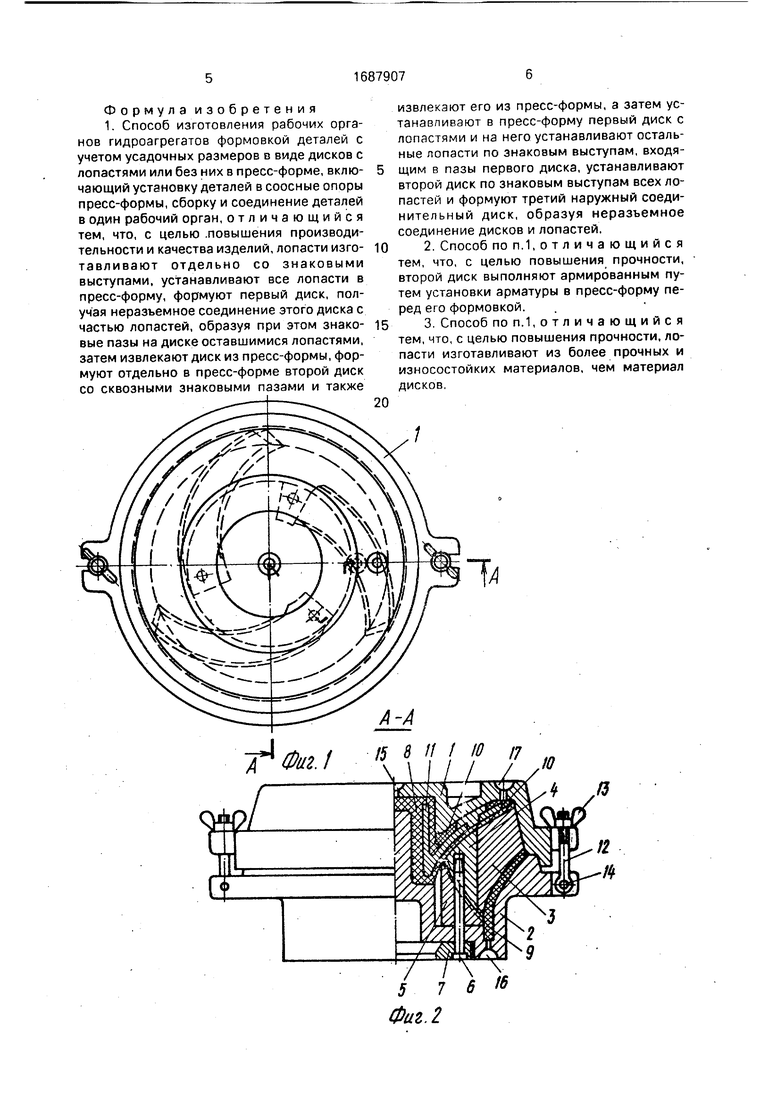
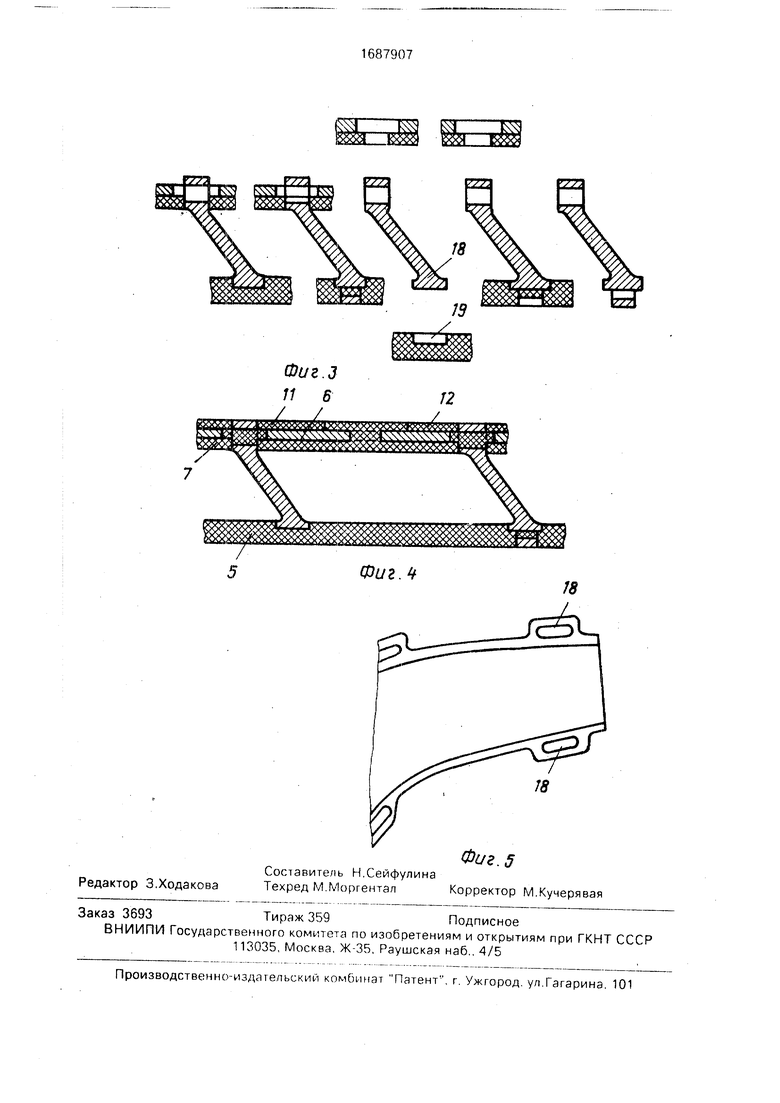
сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схематично и поэлементно лопасти и диски в разрезе по знаковым элементам; на фиг.4 - окончательная сборка рабочего колеса, разрез; на фиг.5 - часть лопасти со знаковыми выступами.
Пресс-форма для реализации способа изготовления рабочих органов содержит ср- осные опоры 1 и 2, съемные вставки 3-5,
фиксируемые одна относительно другой и относительно опор с помощью штырей б, смонтированных на кольце 7, в опорах 1 и 2 смонтированы вставки-диски 8 и 9. Вставка-диск 8 показана условно и занимает пространство между опорами 1, 2 и сьемными вставками 3, 4 и состоит также из соединительных дисков или колец 10 и вставки-арматуры 11. Опоры 1 и 2 фиксируются с помощью откидных болтов 12 и гаек 13, болт 12 закреплен с возможностью вращения вокруг штифта 14. В опорах 1 и 2 выполнены отверстия 15-17, в соединяемых деталях выполнены знаковые выступы 18 и пазы 19.
Способ изготовления рабочих органов осуществляется следующим образом.
Диски и лопасти, формуют раздельно в пресс-формах с учетом усадочных размеров. При этом диски формуют последовательно в пресс-форме, показанной на фиг.1 и 2, а лопасти формуют (или штампуют) отдельно в другой пресс-форме.
Для получения первого, например, ведомого (нижнего) диска с лопастями удаляют из устройства вставку-диск 9 и устанавливают вставку-диск 8 в верхней опоре 1. Лопасти устанавливают между сьемными вставками 4 и 5. У этих лопастей имеются нижние и верхние знаковые выступы с пазами (см.фиг.5). Другие лопасти имеют выступы только со стороны второго диска (ведущего), место которого занимает вставка-диск 8. При этом в диске-вставке 8 выполнены соответствующие пазы для размещения верхних знаковых выступов лопастей.
После сборки пресс-формы ее поворачивают на 180° так, что-€ы отверстие 16 расположилось сверху. Формовочную массу запрессовывают в отверстие 16 и получают диск с лопастями. При этом та часть лопастей, которая имеет знаковые выступы с пазами, образует с диском неразъемное соединение, а остальные лопасти лишь формуют глухие установочные пазы на внутренней поверхности диска и могут свободно из них удаляться. Затем рассоединяют опоры 1 и 2, снимают опору 1 вместе с вставкой- диском 8, последовательно снимают вставки 3 и 4. перемещая их в осевом направлении, удаляют штыри 6 вместе с кольцом 7, удаляют вставки 5, выводя их из-под нижней части лопастей с поворотом (для тех лопастей, которые соединялись с диском), другие же лопасти удаляются свободно вместе со вставками в осевом направлении. После удаления всех вставок и лопастей, не соединившихся с диском, диск с лопастями извлекают из пресс-формы, а
затем переналаживают последнюю для получения верхнего (ведущего) диска. При этом из пресс-формы удаляют съемную вставку- диск 8 и устанавливают вставку 3 и вставки
10, выполненные в виде дисков или колец. Для уменьшения трудоемкости возможно опору 1 выполнить сменной, совместно с выступами для ликвидации операции крепления вставок 10 к опоре 1. После сборки
пресс-формы запрессовывают формовочную массу через отверстие 15, получая верхний ведущий диск, который затем извлекают из опоры 1 после ее отсоединения и съема. При формовке второго, верхнего диска устанавливают вариант вставки 3, которая по форме выполнена в виде формы междисковой зоны, причем на верхней части этой вставки выполнены формующие выступы, образующие соответствующие
сквозные пазы на формуемом верхнем диске
Для окончательной сборки рабочего колеса из пресс-формы удаляют все вставки, устанавливают в опору 2 нижний, ведомый диск с лопастями, устанавливают остальные лопасти (по знаковым пазам, выполненным на внутренней поверхности диска), затем устанавливают верхний, ведущий диск по знаковым элементам всех
лопастей. Знаковые выступы с пазами 3 (см.фиг.5). имеющиеся на верхних частях всех лопастей, пронизывают верхний диск, выступая со стороны его наружной поверхности.
После установки опоры 1 и соединения
ее с опорой 2 запрессовывают формовочную массу в отверстие 17, заполняя пространство, ранее занимаемое дисками 10, в зонах выступающих знаковых элементов лопастей.
При этом заполняются пазы верхних знаковых выступов.
Верхний, ведущий диск может быть также выполнен армированным. При этом пе5 РеД его запрессовкой в пространство между опорой 1 и вставками 3-5 устанавливают вставку-арматуру 11, изготовленную точным литьем или штамповкой из металла или другого прочного материала, обладающих
более высокими механическими качествами по жесткости, чем основной материал диска. Во вставке-арматуре 11 выполнены знаковые и соединительные пазы. Знаковые пазы 19 (см.фиг.3) выполнены в местах сое- динения со знаковыми элементами выступами 18.
На фиг.З схематично показано, как лопасти, проходя через верхний диск, выступают с его наружной стороны перед запрессовкой соединительных дисков.
Формула изобретения 1. Способ изготовления рабочих органов гидроагрегатов формовкой деталей с учетом усадочных размеров в виде дисков с лопастями или без них в пресс-форме, включающий установку деталей в соосные опоры пресс-формы, сборку и соединение деталей в один рабочий орган, отличающийся тем, что, с целью .повышения производительности и качества изделий, лопасти изго- тавливают отдельно со знаковыми выступами, устанавливают все лопасти в пресс-форму, формуют первый диск, получая неразъемное соединение этого диска с частью лопастей, образуя при этом знаковые пазы на диске оставшимися лопастями, затем извлекают диск из пресс-формы, формуют отдельно в пресс-форме второй диск со сквозными знаковыми пазами и также
0
извлекают его из пресс-формы, а затем устанавливают в пресс-форму первый диск с лопастями и на него устанавливают остальные лопасти по знаковым выступам, входящим в пазы первого диска, устанавливают второй диск по знаковым выступам всех лопастей и формуют третий наружный соединительный диск, образуя неразъемное соединение дисков и лопастей,
2.Способ по п.1,отличающийся тем, что, с целью повышения прочности, второй диск выполняют армированным путем установки арматуры в пресс-форму перед его формовкой.
3.Способ по п.1,отличающийся тем. что, с целью повышения прочности, лопасти изготавливают из более прочных и износостойких материалов, чем материал дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочих органов гидромашин | 1988 |
|
SU1739069A1 |
| Способ изготовления рабочих органов и их моделей | 1980 |
|
SU954633A1 |
| Устройство для изготовления выплавляемых моделей | 1985 |
|
SU1304970A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| УСТАНОВКА ПОГРУЖНОГО ЛОПАСТНОГО НАСОСА ПАКЕТНО-КОМПРЕССИОННОГО ТИПА И СПОСОБ ЕГО СБОРКИ | 2016 |
|
RU2622680C1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНОЙ ТРУБЫ С ПОЛИЭТИЛЕНОВОЙ | 2009 |
|
RU2387911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПОДВИЖНОГО СОЕДИНЕНИЯ | 1998 |
|
RU2195601C2 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ ПОЛИЭТИЛЕН-СТАЛЬ И НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ | 1997 |
|
RU2127394C1 |
Изобретение относится к гидромашиностроению для изготовления рабочих органов гидроагрегатов, например насосов. Целью изобретения является повышение производительности сборки, качества и прочности изделий. Лопасти изготавливают отдельно (точным литьем, штамповкой) совместно со знаковыми выступами По этим выступам часть лопастей устанавливают в пресс-форму, содержащую вставки-диски 8 и 9, выполненные в форме дисков рабочих органов и имеющие знаковые пазы. Другие съемные вставки 3-5, занимающие межлопастное пространство, фиксируют лопасти в заданном положении относительно дисков. С той стороны, где знаковые выступы лопастей должны соединяться с дисками, удаляют сменную вставку-диск и на ее место запрессовывают формующий состав, образующий первый диск и соединяющийся со знаковыми выступами лопастей, образуя с последними неразъемное соединение После этого удаляют из пресс-формы диск с лопастями, переналаживают пресс-форму и формуют в ней второй диск без лопастей, выполняя в нем сквозные знаковые пазы. Затем удаляют второй диск, устанавливают в пресс-форму первый диск с лопастями, на него устанавливают остальные диски и второй диск по знаковым выступам всех лопастей. Окончательная сборка и соединение всех лопастей и дисков осуществляется запрессовкой третьего диска, который соединяется со знаковыми выступами всех лопастей, образуя при этом неразьемное соединение дисков и лопастей. Для повышения прочности рабочего органа, у которого диски изготавливаются из пластмассы, применено усиление дисков за счет использования вставки-арматуры, изготовленной, например, из металла, которую устанавливают в пресс-форму перед изготовлением второго диска. 2 з.п ф-лы, 5 ил. (Л о 00 VJ ю о 4j
Фиг.1
15 8 II I 10 17
/
Ю
/3
Редактор З.Ходакова
Фиг. 5
Составитель Н Сейфулина
Техред М МоргенталКорректор М.Кучерявая
18
| Способ изготовления рабочих органов и их моделей | 1980 |
|
SU954633A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
