лезвия, перпендикулярного основанию, определрется из соотношения
0,5do h 0,05d, а длина t Дополнительного режущего лезвия, параллельного основанию, . определяется из соотношения
d 0,
где d - диаметр- отрезаемого концевого отхода.
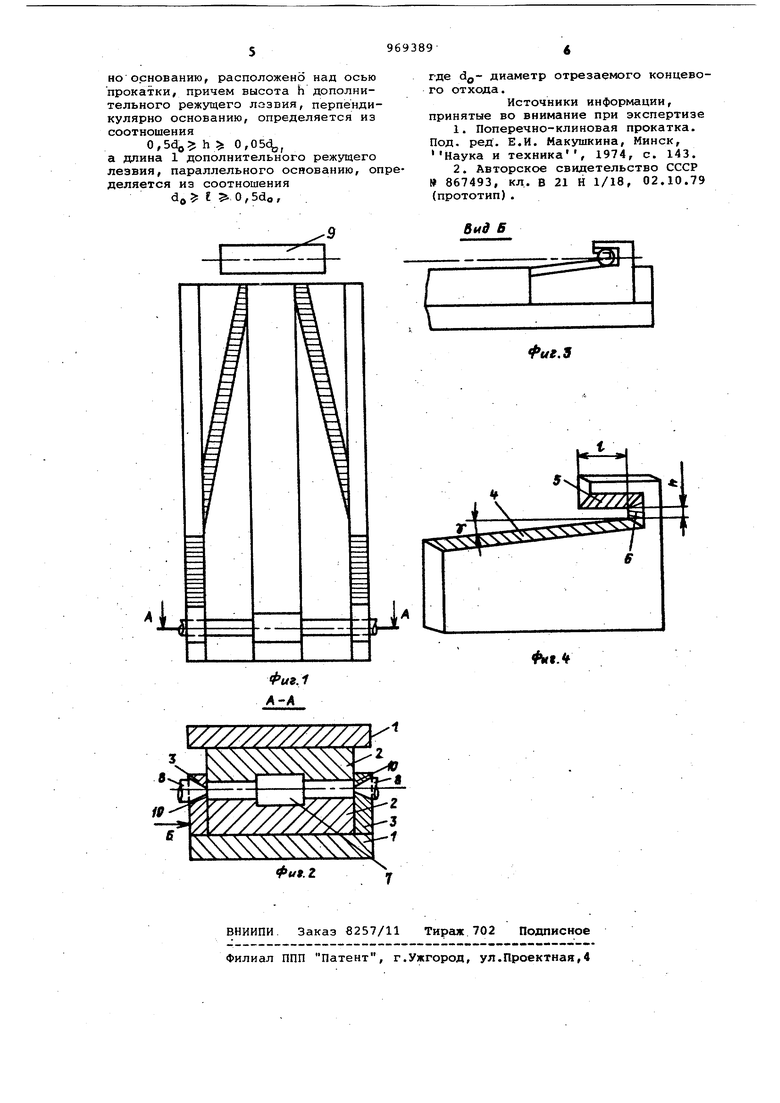
На фиг. 1 изображен инструмент в разомкнутом положении; на фиг. 2 сечени.е А-А на фиг.1; на фиг. 3 вид по стрелке Б на фиг. 2; на фиг. нож инструмента -.
Инструмент содержит плиты 1 с закрепленными на них клиновыми калибрами 2, отрезными ножами 3 для отделения концевых отходов. Для повышения, качества прокатываегллх изделий ножи 3 с основными лезвиями 4.снабжены, дополнительными режущими лезвиями.5 длиной Е, параллельными основанию, и режущими лезвиями 6 высотой h, перпендикулярными основанию. . .
Режуще лезвие,.перпендикулярное основанию, производит зачистку заусенцев остающихся на торцовых поверхностях изделтия. Нижний предел высотызтого режущего лезвия определят. ется из условия, .установленного экспериментальным путем, что диаметр за усенца, остающегося после отрезки коцевого отхода, составляет 0,05-0,2 даметра отрезаемого концевого отхода. Для качественной зачистки заусенца на торце изделия необходимо, чтобы высота режущего лезвия была больше диаметра заусенца, т.е.
h 0,05d3, где dj- диаметр заусенца, мм.
I Верхний предел высоты режущего лезвия.ограничен половиной диаметра отрезаемого облоя. При увеличении высоты режущее лезвие, параллельное основанию, не .будет контактировать с отрезаемым концевым отходом, что нецелесообразно. Режущее лезвие, параллельное основанию, способствует стабильному отрыву концевых отходов. Его длина должна выбираться в пределах
do5 8 0,5d , где dp- диаметр концевого отхода.
При превышении нижнего предела дл ны режущего лезвия отрезаемый концевой отход может изогнуться и наложиться на калибрующую поверхность клина - нарушится стабильность отрезки и зачистки заусенца. При Е -ё dp происходит стабильное удерживание концевого отхода между основным лез вием и кромкой. Достаточно, чтобы длина режущего лезвия была равна диаметру отрезаемых концевых отходов
Дальнейшее увеличение длины режущего лезвия нецелесообразно.
Формообразование изделия 7 и отделение отходов 8 на инструменте для поперечно-клиновой прокатки осуществляется следующим образом.
Нагретую;заготовку 9 помещают лежду двух клиновых элементов 2, закрепленных на плитах 1.
Перемещая плиты 1 относительно друг друга, клиновые элементы 2 внедряются в заготовку 9, вызывая ее вращение, и формуют ее до окончательных размеров. Отделение концевых отходов производится ножами 3 с лезвиями 4 и дополнительными.режущими лезвиями 5, параллельными основанию, и лезвиями б, перпендикулярными, основанию. Качество изделий 7 повышается путем улучшения чистоты торцовых поверхностей 10. Это достигается тем, что отрезаемый облой 8 входит в открытый П-образный паз, образованный основным лезвием 4 и дополнительными режущими лезвиями 5 и 6. Режущие лезвия 5 и б способствуют отрыву концевых отходов 8 и одновременной зачистке заусенцев на торцовой поверхности 10 изделия 7. Зачистка заусенцев производится режущим лезвием 6, перпендикулярным основанию ножа. Таким образом, наличие режущих лезвий 5 и 6 ножа 3 позволяет получить чистоту поверхностей 10 изделий 7 в пределах Ry, ., что вполне достаточно для последующих операций механической обработки.
V .
По сравнению с базовым объектом, в качестве которого принят прототип, инструмент для поперечно-клиновой прокатки позволяет повысить качество прокатываемых изделий.
Формула изобретения
Инструмент для поперечно-клиновой прокатки, содержащий установленные с возможностью взаимного перемещения две параллельные плиты с закрепленными на них КЛИНОВЫМИ рабочими элементами и отрезными ножами с лезвием, выполненным с углом подъема, о тлич ающи йс я тем, что, с целью повышения качества прокатываемых изделий, каждый нож снабжен двумя дополнительными режущими лезвиями, одно из которых параллельно основанию, а другое - :перпендикулярно ему, и образующими с лезвием отрезного ножа открытый П-образный контур, при этом вершина угла подъема лезвия отрезного ножа и начальны участок дополнительного режущего лезвия, 1е пендикулярно основанию, расположены на оси прокатки, а дополнительное режущее лезвие, параллель
НОоснованию, расположено над осью прокатки, причем высота h дополнительного режущего лазвия, перпендикулярно основанию, определяется из соотношения
0, 0,05,
а длина 1 дополнительного режущего лезвия, параллельного основанию, опделяется из соотношения do 5 г 0, 5do ,
У/////////777
где dg- диаметр отрезаемого концевого отхода.
Источники информации, принятые во внимание при экспертизе
1.Поперечно-клиновая прокатка. Под. ред. Е.И. Макушкина, Минск, Наука и техника , 1974, с. 143.
2.Авторское свидетельство СССР 867493, кл. В 21 Н 1/18, 02.10.79 (прототип).
Вид Б
k.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU940963A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927394A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU829279A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1412860A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1978 |
|
SU795671A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU950471A1 |
