Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования втулок из порошков.
Цель изобретения - повышение качества втулок и упрощение операции их рас- прессовки.
На фиг.1 изображен общий вид пресс- формы в разрезе; на фиг.2 - лепестковый стержень, вид сверху.
Пресс-форма содержит разрезную матрицу 1, обойму 2, нижний пуансон с центральным штырем 3 и лепестковый полый разъемный стержень 4.
Лепестки стержня 4 выполнены с центральными углами дуг по их внутренней по-, верхности, равными 120, а по внешней поверхности - с центральными углами дуг больших лепестков 5, равными 180° -ft и с центральным углом дуги меньшего лепестка 6, равным 2/ причем угол ft определяется из соотношения
л/Т R2
ft arcsln -
где RI - наружный диаметр стержня, R2 - радиус внутренней поверхности полого лепесткового стержня 4.
Пресс-форма работает следующим образом.
После прессования порошка в разрезной матрице 1 последнюю выпресеовывают из обоймы 2, затем стержень 4 снимают со штыря 3. При этом на внешнюю поверхность стержня 4 продолжает действовать остаточное боковое давление, под действием которого меньший лепесток б стержня 4 смещается к его центру.что обеспечивает легкое снятие изделия со стержня.
Пример. Для проверки работоспособности пресс-формы изготовляют опытные образцы для формования двух видов втулок внутренним диаметром 40 мм и с внешними диаметрами 65 мм и 46 мм. Высота в обоих случаях составляет 55 мм.
При этом минимальный внутренний диаметр полого лепесткового стержня составляет 14 мм, максимальный - 35 мм,
Угол ft определяют из выражения
0 . 14 V3 , р arcsln g -W-
ft arc sin 0,303 , что соответствует / 17°30.
Для опытных пресс-форм угол /Збыл выбирают равным 16°, соответственно центральные углы внешних дуг лепестков составляют 32°, 164°, 164°. Испытания
предлагаемой пресс-формы подтверждают ее технологические возможности: пресс- форма позволяет исключить операцию снятия втулки со стержня формование в предлагаемой пресс-форме позволяет повысить качество втулок, в частности предел прочности на сжатие по образующей втулки.
При формовании в известной пресс- форме втулок с внешним диаметром 65 мм
из порошков магния и ниобия для снятия изделий со стержня требуется значительное усилие пресса (порядка 1 т для магния и около 1,3 т для ниобия, давление прессования составляет 200 МПа). В случае тонкостенных втулок внешним диаметром 46 мм изделие, изготовленное из порошка ниобия. разрушилось, а на втулках из магния наблюдались трещины.
При формовании в предлагаемой прессформе изготовленные втулки легко снимаются вручную.
В таблице приведены значения пределов прочности на сжатие по образующей втулки высотой 55 мм, запрессованной давлением 200 МПа.
Как следует из таблицы, предлагаемая пресс-форма позволяет повысить качество формуемых втулок.
Форму.ла изобретения
Пресс-форма для прессования втулок, содержащая матрицу, нижний пуансон с центральным штырем и лепестковый полый разъемный стержень, отличающаяся тем, что, с целью повышения качества втулок и упрощения операции их распрессов- ки, лепестки выполнены с центральными углами дуг по их внутренней поверхности, равными 120°, а по внешней поверхности - с центральными углами дуг больших лепестков, равными 180°-/, и с центральным углом дуги меньшего лепестка, равным 2 ftt причем определяется из соотношения
ft arcsin
V3 R2
2 Ri
где Ri - наружный радиус стержня: R2 - радиус внутренней поверхности полого лепесткового стержня.
А
3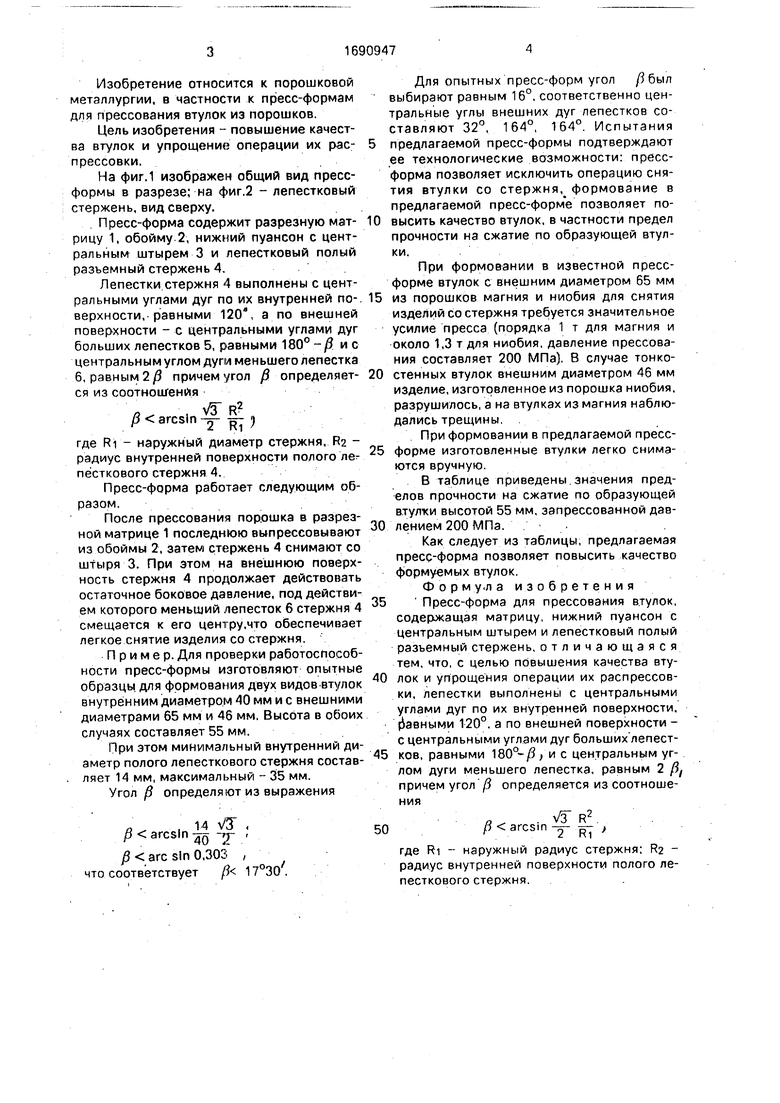
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| Пресс-форма для прессования длинномерных изделий | 1985 |
|
SU1235657A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Пресс-форма для прессования изделий из порошка | 1981 |
|
SU1016070A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU420480A1 |
| Прессформа для формования втулок из порошка | 1980 |
|
SU900981A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования втулок из порошков. Цель изобретения - п.овышение качества втулок и упрощение операции их распрессовки. После прессования разрезную матрицу 1 выпрессовывают из обоймы 2, затем полый разъемный стержень 4 снимают со штыря 3. Под действием остаточного бокового давления меньший лепесток стержня 4 смещается к его центру, что обеспечивает легкое снятие изделия со стержня. Исключается операция снятия втулки сб стержня, повышается прочность изделий 1 табл., 2 ил. Ё о ю о чэ 4 XI 
Фиг.2
| Радомысельский И.Д | |||
| и др | |||
| Пресс-форма для порошковой металлургии | |||
| - Киев: Техника, 1970, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
