Изобретение относится к электродуговой сварке плавящимся электродом и может быть использовано при точечной сварке в различных пространственных положениях.
Цель изобретения -улучшение качества процесса точечной сварки в положениях, отличных от вертикального, путем устранения попадания капли на сопло горелки.
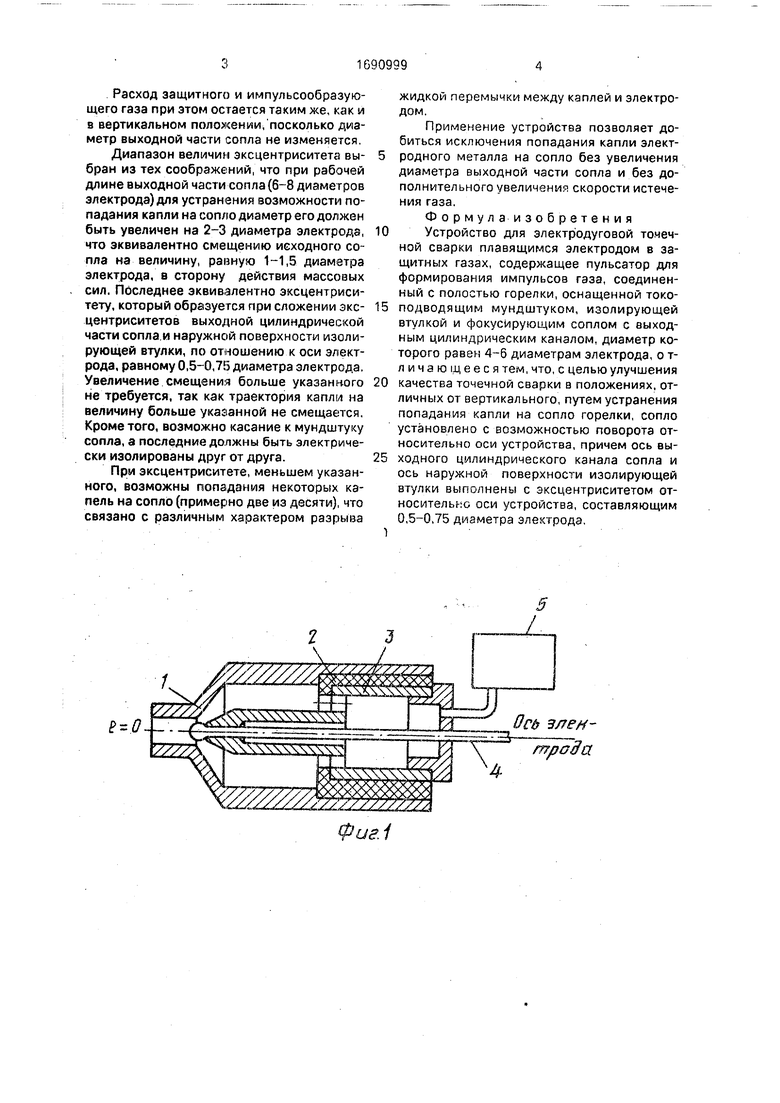
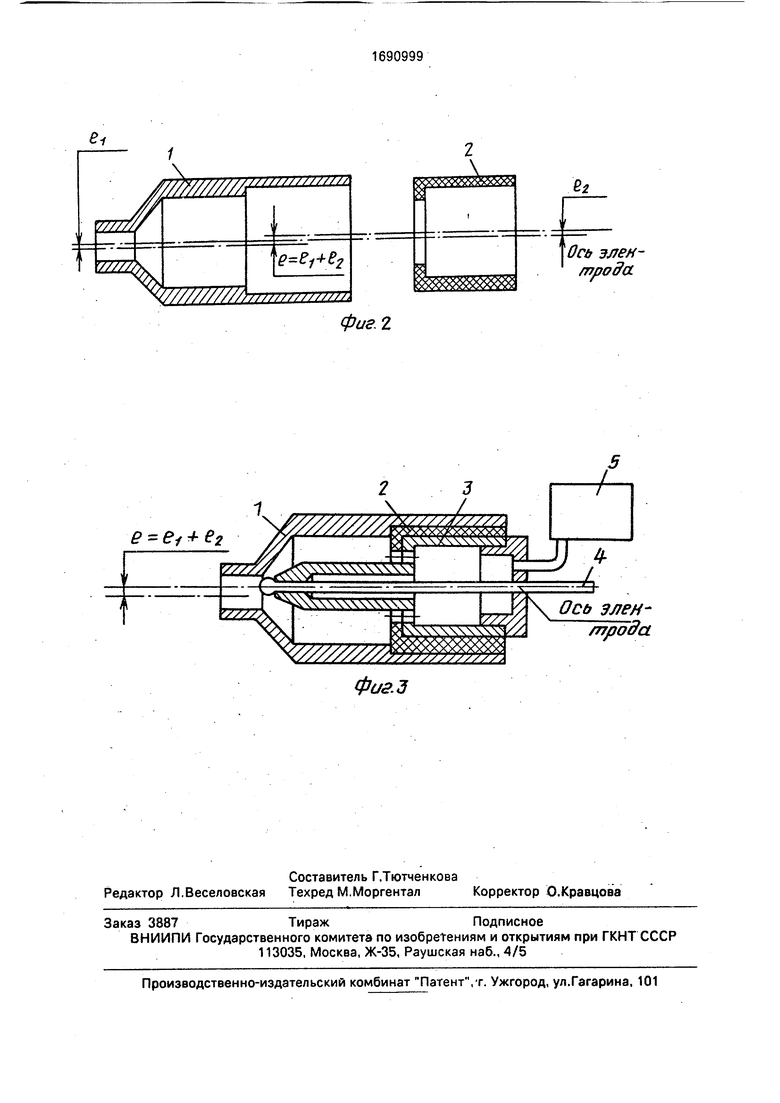
На фиг. 1 изображено устройство при расположении электрода соосно выходному каналу сопла; на фиг. 2 - схема расположения сопла и изолирующей втулки; на фиг. 3 - устройство при расположении электрода с максимальным эксцентриситетом относительно оси выходного канала сопла.
Устройство состоит из сопла 1, в кото- ром расположены изолирующая втулка 2 и токоподводящий мундштук 3. через который проходит плавящийся электрод 4. Полость сопла 1 соединена с пульсатором 5 для формирования импульсоа газа. Сопло 1 установлено с возможностью поворота вокруг оси устройства, а ось выходного цилиндрического канала сопла 1 и ось наружной поверхности изолирующей втулки 2 имеют эксцентриситет относительно оси устройства, равный 0,5-0,75 диаметра электрода 4.
Устройство работает следующим образом.
При сварке, требующей установки горелки в положении, отличном от вертикального, фокусирующее сопло поворачивается сварщиком вручную вокруг оси относительно изолирующей втулки, которая жестко связана с мундштуком, таким образом, чтобы эксцентриситеты ei и ег были направлен ы в одну сторону. Суммарный эксцентриситет в направлении действия силы тяжести становится максимальным ei + ёа, vi осуществляется цикл сварки.
О
8
о ю ч
Расход защитного и импульсообразую- щего газа при этом остается таким же, как и в вертикальном положении, несколько диаметр выходной части сопла не изменяется.
Диапазон величин эксцентриситета выбран из тех соображений, что при рабочей длине выходной части сопла (6-8 диаметров электрода) для устранения возможности попадания капли на сопло диаметр его должен быть увеличен на 2-3 диаметра электрода, что эквивалентно смещению исходного сопла на величину, равную 1-1,5 диаметра электрода, в сторону действия массовых сил. Последнее эквивалентно эксцентриситету, который образуется при сложении эксцентриситетов выходной цилиндрической части сопла и наружной поверхности изолирующей втулки, по отношению к оси электрода, равному 0,5-0,75 диаметра электрода. Увеличение смещения больше указанного не требуется, так как траектория капли на величину больше указанной не смещается. Кроме того, возможно касание к мундштуку сопла, а последние должны быть электрически изолированы друг от друга.
При эксцентриситете, меньшем указанного, возможны попадания некоторых капель на сопло (примерно две из десяти), что связано с различным характером разрыва
жидкой перемычки между каплей и электродом,
Применение устройства позволяет добиться исключения попадания капли электродного металла на сопло без увеличения диаметра выходной части сопла и без дополнительного увеличения скорости истечения газа.
Формула изобретения
0 Устройство для электродуговой точечной сварки плавящимся электродом в защитных газах, содержащее пульсатор для формирования импульсов газа, соединенный с полостью горелки, оснащенной токо5 подводящим мундштуком, изолирующей втулкой и фокусирующим соплом с выходным цилиндрическим каналом, диаметр которого равен 4-6 диаметрам электрода, о т- личающееся тем, что, с целью улучшения
0 качества точечной сварки в положениях, отличных от вертикального, путем устранения попадания капли на сопло горелки, сопло установлено с возможностью поворота относительно оси устройства, причем ось вы5 ходного цилиндрического канала сопла и ось наружной поверхности изолирующей втулки выполнены с эксцентриситетом относительно оси устройства, составляющим 0,5-0,75 диаметра электрода, 1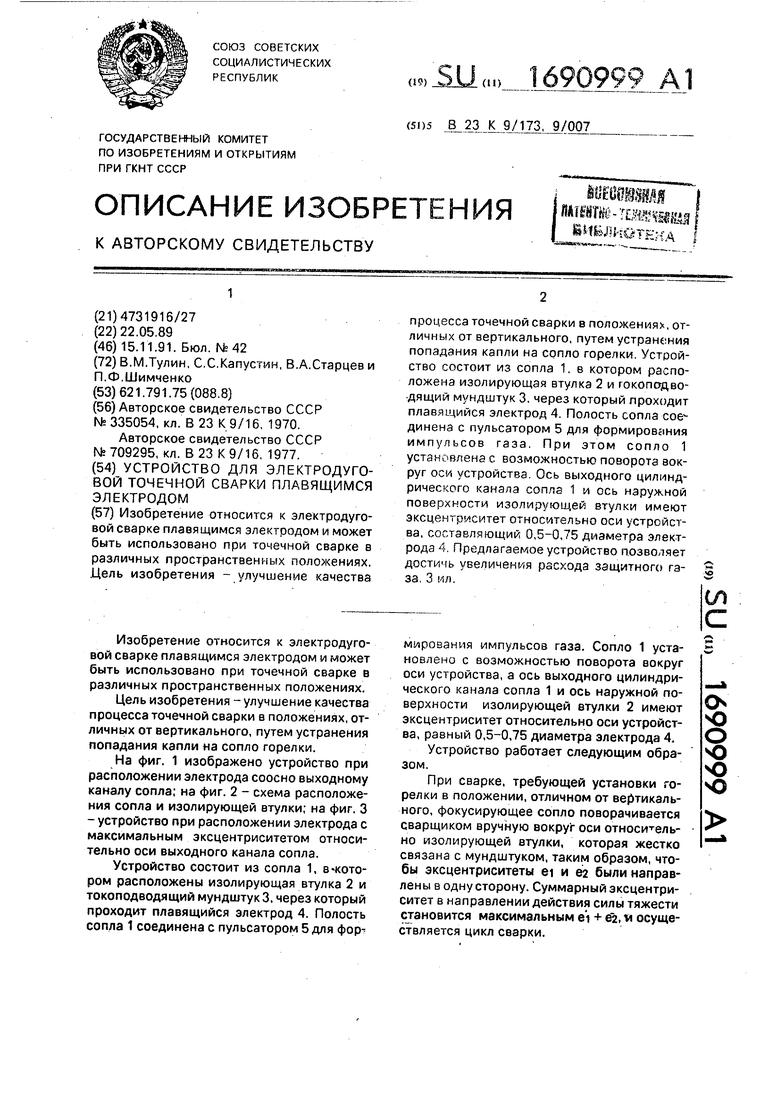
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1980 |
|
SU903018A2 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Способ электродуговой сварки и пайки | 1979 |
|
SU789255A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1980 |
|
SU1007872A1 |
| Горелка для дуговой сварки плавящимся электродом | 1986 |
|
SU1388226A1 |
Изобретение относится к электродуговой сварке плавящимся электродом и может быть использовано при точечной сварке в различных пространственных положениях. Дель изобретения - улучшение качества процесса точечной сварки в положениях, отличных от вертикального, путем устранения попадания капли на сопло горелки. Устройство состоит из сопла 1, в котором расположена изолирующая втулка 2 и гокоподво- дящий мундштук 3, через который проходит плавящийся электрод 4 Полость сопла динена с пульсатором 5 для формирования импульсов газа При этом сопло 1 установлена с возможностью поворота вокруг оси устройства Ось выходного цилиндрического канала coma 1 и ось наружной поверхности изолирующей втулки имеют эксцентриситет относительно оси устройства, составляющий 0,5-0,75 диаметра электрода 4. Предлагаемое устройство позволяет достичь увеличения расхода защитного газа. 3 ил.
.
риг1
Ось элен- трода
фиг. 2
е е + е2
22
Ось элен- wpoffct.
/ттрода
фиг.З
| 0 |
|
SU335054A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
