Изобретение относится к автоматизации процессов загрузки и разгрузки технологического оборудования листовыми заготовками.
Цель изобретения - расширение эксплуатационных возможностей перекладчика за счет обеспечения подачи заготовки на различный уровень как в режиме загрузки,
так и в режиме разгрузки технологического оборудования.
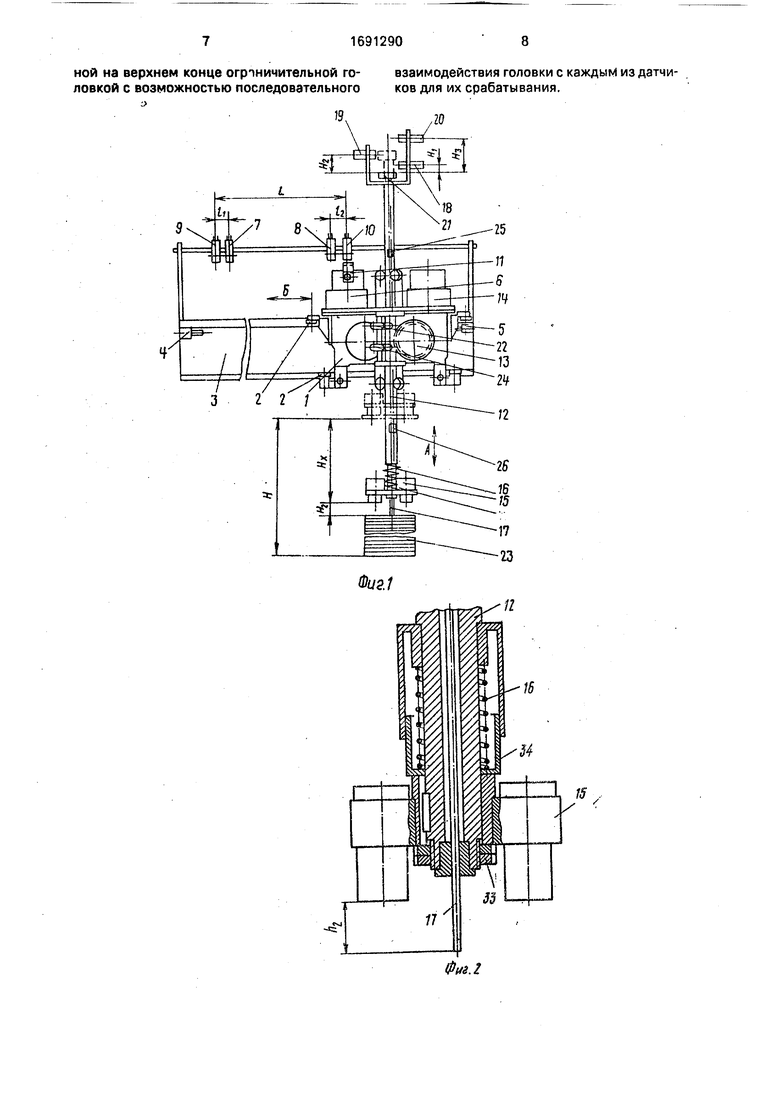
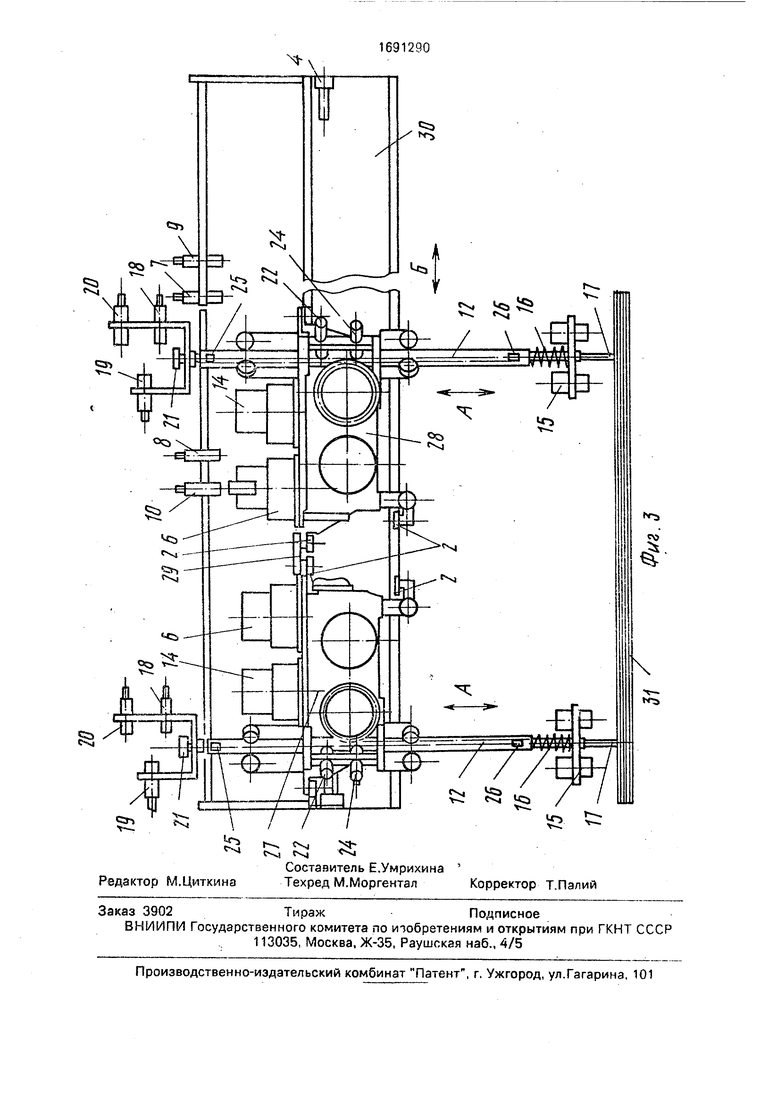
На фи(1 представлен перекладчик, общий вид; на фиг.2 - установка электромагнита на нижнем конце полого штока; на фиг.З - два перекладчика, соединенных вместе при работе с длинномерными заготовками;
Перекладчик заготовок содержит механизм горизонтального перемещения заготовок (фиг,1), состоящий из тележки 1, смонтированной с помощью роликов 2 на раме 3 с упорами крайнего положения 4 и 5, привода горизонтального перемещения 6 тележки 1 с двигателем постоянного тока, датчиков 7 и 8 начала торможения и датчиков 9 и 10 отключения двигателя для взаимодействия с флажком 11, установленным на тележке 1.
Механизм вертикального перемещения заготовок, смонтированный на тележке 1, содержит полый шток 12, находящийся в зацеплении с шестерней 13 привода 14 вертикального перемещения што..а 12, включающего двигатель постоянного тока, электромагнит 15, соединенный со штоком 12 посредством телескопически установленной на нижнем конце штока втулки 34 (фиг.2), подпружиненной в осевом направлении пружиной сжатия 16, стержень 17, расположенный внутри штока 12 и имеющий на верхнем конце ограничительную головку 21, панель на верхнем конце штока 12 с закрепленными на ней датчиком наличия и захвата заготовки, состоящим из двух датчиков - датчика 18 обнаружения изделия и датчика 19 захвата изделия, и датчиком 20 укладки заготовки, закрепленными на панели на разных уровнях с возможностью взаимодействия с ограничительной головкой 21 стержня 17, датчик 22 предельной высоты стопы 23 и датчик 24 высоты транспортирования изделия, смонтированные на тележке 1 для взаимодействия со штоком 12.
Для установления необходимого момента воздействия полого штока 12 на датчик 22 предельной высоты стопы установлен флажок 25, а на датчик 24 высоты транспортирования изделия - флажок 26.
Расстояние от ограничительной головки 21 до нижнего конца стержня 17 равно расстояниям от рабочей поверхности электромагнита 15 до датчика 19 захвата изделия при выдвинутой втулке 34, когда электромагнит 15 прижат к гайкам 33 пружиной 16, или до датчика 20 укладки заготовки при гдвинутой втулке 34, когда между электромагнитом 15 и гайками 33 существует зазор, равный .
В случае загрузки технологического оборудования длинномерными заготовками используют два или более перекладчика на жесткой связи (фиг.З). Два перекладчика 27
и 28 с боковым расположением механизма вертикального перемещения изделия связаны жесткой связью 29 и смонтированы подвижно на горизонтальной направляющей 30. Длинномерные заготовки сложены в сто0 пу31.
Перекладчик заготовок работает следующим образом.
Перекладчик работает в режиме загрузки технологического оборудования заготов5 ками из стопы, Исходное положение перекладчика:- ом стоит на упоре 5 над стопой 23 заготовок.
При опускании полого штока 12 на расстояние Нх стержень 17 первым касается
0 верхней заготовки в стопе 23. Стержень 17 останавливается, а шток 12 продолжает движение вниз по стрелке А. Ограничительная головка 21 стержня 17 проходит расстояние Hi и, взаимодействуя с датчиком обнаруже5 ния изделия, переводит привод 6 механизма вертикального перемещения заготовок в режим торможения. Этот же датчик включает магниты 15, но это не значит, что заготовка схвачена, так как расстояние до нее еще
0 достаточно большое (Н2-Нч). После прохождения тормозного пути головка 21 стержня 17 останавливается напротив датчика 19 захвата изделия, который включает обратный ход штока 12, при этом электро5 магнит касается верхней заготовки в стопе 23. Одна заготовка тут же схватывается электромагнитом 15, так как он был включен раньше, и шток 12 поднимает ее на высоту Н. Наверху ход штока |2 останавливаетсиг0 нал датчика 24 высоты транспортирования, возникший от взаимодействия этого датчика с флажком 26 на штоке 12.
Одновременно с отключением привода 14 вертикального перемещения заготовки ,
5 включается привод 6 горизонтального перемещения заготовки. Тележка 1 ускоренно движется к упору 4 по стрелке Б, При прохождении флажком 11 датчика 7 привод 6 переходит на режим торможения. К упору 4
0 тележка 1 подходит на малой скорости. В конце горизонтального хода отключается привод 6 горизонтального перемещения изделия и включается привод 14 вертикального перемещения изделия. Шток 12 движется4
5 вниз вместе с заготовкой. В это время пере- кладчик стоит над позицией загрузки технологического оборудования. В момент касания заготовкой направляющих технологического оборудования {не показаны) электромагнит 15 останавливается, з шток 12
продолжает движение вниз по стрелке А. Пружина 16 сжимается, а головка 21 стержня 17 переходит с датчика 19 на датчик 20. После прохождения головкой 21 стержня 17 расстояния Нз-На отключаются магниты за- 5 хвата 15 и включается обратный ход штока ,12. Заготовка остается на загрузочной позиции технологического оборудования. Флажок 26 при взаимодействии с датчиком 24 высоты транспортирования изделия пре- 10 кращает движение рейки 12 вверх и включает привод 6. Тележка 1 совершает ускоренное движение вправо по стрелке Б, При прохождении флажком 11 датчика 8 привод 6 переходит на тормозной режим, а 15 выключает его сигнал датчика 10. В этот момент тележка 1 стоит в исходном положении на упоре 5.
При захвате следующей заготовки цикл работы перекладчика повторяется, только 20 электромагнит 15 в отличие от предыдущего случая совершает больший ход вниз, рав- ный Нх + S, где S - толщина заготовки.
Когда электромагнит 15 возьмет последнюю заготовку в стопе 23, флажок 25 25 будет находиться напротив датчика 22 предельной высоты стопы. Полученный сигнал переведет работу перекладчика в режим цикл, последняя заготовка будет уложена на технологическое оборудование, а пере- 30 кладчик остановится в исходном положении м будет «дать момента установки следующей стопы.
Рассмотрим работу перекладчика в режиме разгрузки технологического оборудо- 35 вания (заготовкл, прошедшая операцию технологического процесса, забирается перекладчиком с технологического оборудования и укладывается в стопу полуфабрикатов).40
В зтом режиме большинство движений и порядок срабатывания датчиков повторяются, Отличие наблюдается з следующем, Датчик 18 обнаружения изделия и датчик 19 захвата изделия срабатывает в момент, ког- 45 да заготовка снимается с технологического оборудования, а датчик 20 укладки изделия срабатывает в момент укладки заготовки в стопу. 8 связи с этим стопа заготовок в первом случае уменьшается, а во втором 50 случае в режиме разгрузки технологического оборудования стопа увеличивается. В первом случае датчик 22 предельной высоты стопы дает сигнал только при заборе последней заготовка Б стопе, а во втором 55 случае этот же датчик 22 срабатывает при укладке каждой заготовки в стопу. Предельная высота стопы наступит тогда, когда при укладке последнего полуфабриката в стопу сработают одновременно два датчика: датчик.22 предельной высоты стог Ы и даг.г.: 20 укладки заготовки. Чтобы исключить влияние флажка 25 на датчик 24 RMCOTH транс портирования заготовки, последний устанавливается на тележке 1 с большим зазором относительно штока 12. чем датчик 22 предельной высоты стопы.
Особенностью настоящего перекладчика является то, что он может работать э жесткой связке с другим таким же и т.д., создавая поезд разной длины в случае транспортировки длинномерных заготовок. На фиг.З представлен поезд из двух перекладчиков с тележками 27 и 28, Приводы б горизонтального перемещения изделия работают синхронно от одной электрической цепи, а механизмы вертикального перемещения изделия работают самостоятельно, но подъем заготовки из стопы 31 произойдет только при условии срабатывания двух датчиков 19 захвата заготовки, расположенных на разных перекладчиках. В остальном работа двух перекладчиков на жесткой связке аналогична оаботе одного перекладчика. Формула изобретения Перекладчик заготовок-из стопы, содержащий раму, смонтированный на ней с воз: можногтью осевого перемещения от привода вертикальный шток, несущий закрепленный на нижнем кэнцеэпектромагнигдля захлата заготовки и подвижный относительно последнего з вертикальном направлении управляющий элемент, датчик наличия и захвата заготовки, включенный в цепи управления электромагнитом и приводом перемещения штока, и концевые переключатели последнего, о т л и ч з ю щ и и - с я тем, что, с целью расширения эксплуатационных возможностей путем обеспечения подачи заготовки на различный уровень, он снабжен датчиком предельной высоты стопы, включенн лм в цепь управления приводом перемещения штока для переключения в режим следующего цикла, шток выполнен полым и снабжен закрепленной на верхнем конце панелью, на котором размещен датчик наличия и захвата заготовки, установленный над последним датчик укладки заготовки, включенный в цепи управления электромагнитом и приводом перемещения штока, при этом электромагнит закреплен на штоке посредством телескопически установленной и под- пружиненной в осевом направлении утапливаемой втулки, ход которой равен расстоянию между датчиком наличия и захвата заготовки и датчиком укладки заготовки, а упомянутый управляющий элемент представляет собой свободно размещенный в полости штока стержень с закрепленной на верхнем конце ограничительной го- взаимодействия головки с каждым из датчи- ловкой с возможностью последовательного ков для их срабатывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки хрупких изделий в тару | 1983 |
|
SU1129129A1 |
| Устройство для загрузки прессов | 1978 |
|
SU703364A1 |
| Грузозахватное устройство | 1987 |
|
SU1437338A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238840A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
Изобретение относится к автоматизации процессов загрузки и разгрузки технологического оборудования плоскими заготовками. Цель изобретения - расширение эксплуатационных возможностей путем обеспечения подачи заготовки на различный уровень. Перекладчик содержит механизм вертикального перемещения заготовки, смонтированный на тележке 1 и включающий полый шток 12. находящийся в зацеплении с шестерней 13 привода 14, электромагнит 15, закрепленный на штоке посредством телескопически установленной втулки, подпружиненной в осевом направлении, стержень 17, расположенный внутри штока 12 и имеющий на верхнем конце ограничительную головку 21. На верхнем конце штока 12 закреплена панель, на которой установлены датчик 18 обнаружения изделия, датчик 19 захвата изделия, датчик 20 укладки заготовки и датчик 22 предельной высоты стопы, включенные в цепи управления электромагнитом и приводом перемещения штока и взаимодействующие поочередно с головкой 21. При опускании полого штока 12 на расстояние Нх стержень 17 первым касается веркней заготовки в стопе 29. Стержень 17 останавливается, а шток 12 продолжает движение вниз по стрелке А, Ограничительная головка 21 стержня 17 проходит расстояние Hi и, взаимодействуя с датчиком 18 обнаружения изделия, переводит привод 6 механизма вертикального перемещения заготовок в режим торможения. Одновременно включаются магниты 15, и после прохождения тормозного пути Нг-Hi головка 21 стержня 17 останавливается напротив датчика 19, который включает обратный ход штока 12, при этом электромагнит 15 касается верхней заготовки в стопе 23 и захватывает ее. Заготовка тележкой 1 переносится на следующую технологическую позицию, где включается привод 14 вертикального перемещения изделия и шток 12 движется вниз вместе с заготовкой. В момент касания заготовкой опорной поверхности электромагнит 15 останавливаемся, а шток 12 продолжает движение вниз. Пружина 16 сжимается, а головка 21 стержня 17 переходит с датчика 19 на датчик 20, отключаются электромагниты 15 и включается обратный ход штока 12. Заготовка остается на опорной поверхности, а перекладчик перемещается в обратном направлении на исходную позицию. Цикл поаторяется. 3 ил. сл С о ю N3 О о
сэ
| Способ ремонта емкости | 1987 |
|
SU1433738A2 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
