/ Изобретение относится к области ли- / .-иного производства, в частности к литью / -. облицованные кокили.
Цель изобретения - повышение производительности и улучшение качества очистки хокилей.
На фиг. 1 изображено устройство для /метки; на фиг. 2 - то же, рабочее положение.
Устройство для очистки кокилей от облицовки содержит станину 1, траверсу 2 и установленную на ней плиту 3 с уплотни- тельным элементом 4 и вкладышами 5, имеющими конфигурацию, повторяющую конфигурацию рабочей полости. Плита 3 вязана с приводом 6 и может перемещаться по направляющим скалкам 7, в которых выполнена система подачи сжатого воздуха (коммуникации подвода не показаны). Во вкладышах 5 выполнены каналы 8, соединенные с каналами, выполненными в плите 3.
Работает устройство следующим образом.
Перемещаемый транспортным органом (не показан) кокиль 9 фиксируется на позиции очистки, после чего, плита 3 приводом 6 прижимается к кокилю 9, в результате чего образуется герметичная полость, в которую подают сжатый воздух, создавая избыточное давление 6-8 кгс/см2 в течение 20-60 с, а затем производят сброс давления.
При создании избыточного давления облицовка насыщается сжатым воздухом по всей толщине до тепла кокиля. При резком сбросе давления создается перепад давления за счет низкой газопроводности облицовки, в результате чего происходит ее разрушение.
После этого подвижную плиту 3 отжимают и освобождают кокиль 9 для выполнения следующей технологической операции по удалению разрушенной облицовки и охлаждению кокиля.
Наличие вкладышей на плите позволяет уменьшить свободный объем, образуемый кокилем и плитой. Благодаря этому уменьшается количество воздуха, необходимого для заполнения этого обьема и время для сброса давления воздуха в этом объеме. За Счет сокращения продолжительности сброса давления возрастают перепады давления, разрушающие облицовку. Система воздушных каналов, выполненных непосредственно во вкладышах и выходящих на рабочую поверхность вкладышей, т.е. максимально приближенных к удаляемой облицовке, существенно ускоряет удаление
воздуха из зазора и тем самым повышает производительность.
Кроме того, уменьшение обьема между плитой и рабочей поверхностью кокиля, по5 зволяющее сократить время заполнения и сброса, ведет к повышению производительности процесса очистки.
Для облицованных кокилей обычных размеров (до 1,5 м ) с учетом точности их
10 изготовления, а также приближенности конфигурации вкладышей и рабочей поверхности кокиля реальный минимальный зазор между ними составляет 2..А мм. Величина зазора не должна превышать
15 5 мм.
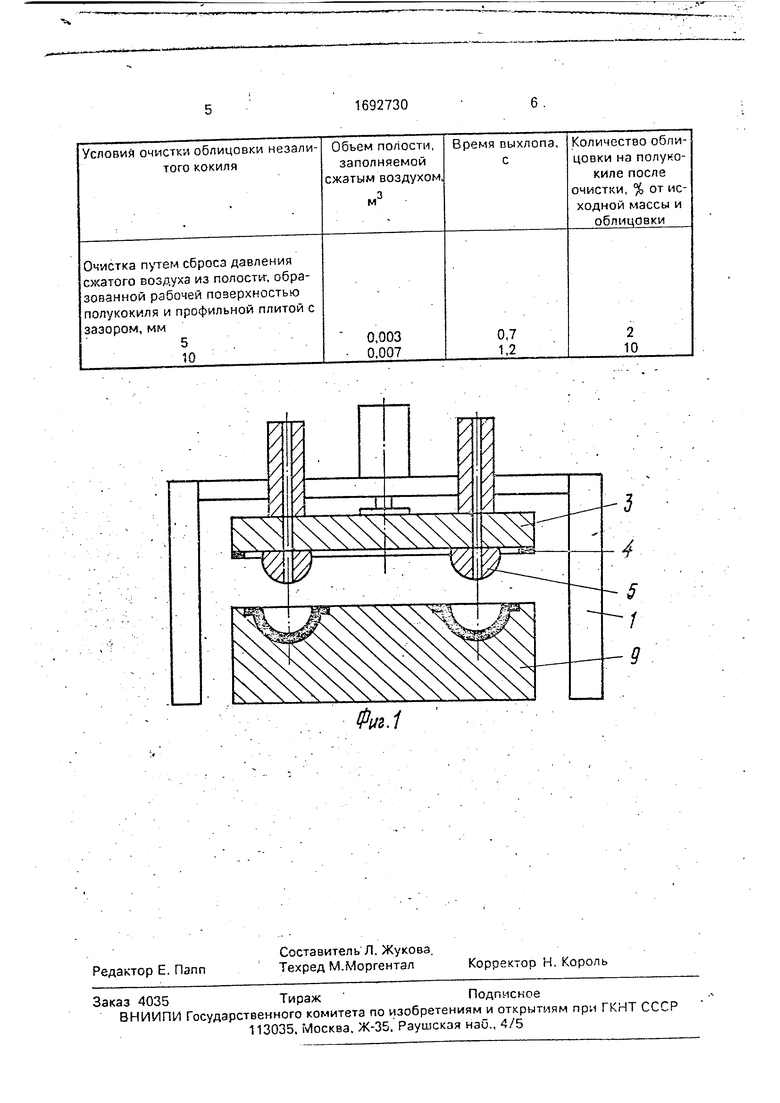
Эффективность очистки оценивали на примере полукокиля для литья гильз цилиндров. Размер полукокиля в плоскости разъема 800 х 450 мм, средний диаметр полостей
20 формообразующей поверхности 150 мм, количество таких полостей 3, объем полостей Здм3.
При очистке полукокилей использовали герметизирующие указанные полости и пло25 скую плиту с вкладышами, образующими зазоры с неочищенной облицовкой от 2 до 5 мм (первый вариант) и 10 мм (второй вариант). Облицовку на полукокиле получали пескодувным способом из песчаной
30 смеси, плакированной 2,5% смолы СФ 015. Прочность облицовки в нагретом до 150°С состоянии 0,4 МПа. В герметичную полость, образованную плитой и рабочей поверхностью полукокиля, подавали сжатый воздух
35 через отверстия в плите. После выхлопа посредством клапана, установленного на плите, плиту снимали, обдували поверхность полукокиля и взвешивали куски облицовки, оставшиеся на рабочей поверхности пол40 укокиля. Определяли массу кусков при очистке кокиля при зазоре от 2 до 5 мм и при .зазоре 10 мм. Данные приведены в таблице. Повышение эффективности и улучшение качества очистки позволяет исключить
45 ручную доочистку.
Формула изобретения Устройство для очистки кокилей от облицовки, содержащее траверсу, установленную на ней приводную плиту суплот50 няющим элементом и вдувными каналами, соединенными с источником сжатого воздуха, отличающееся тем, что, с целью повышения производительности и улучшения качества очистки кокилей, оно снабже55 но вкладышами, имеющими конфигурацию рабочей поверхности кокиля и установленными на плите зазорами относительно нее, при этом во вкладышах выполнены каналы, соединенные с вдувными каналами плиты.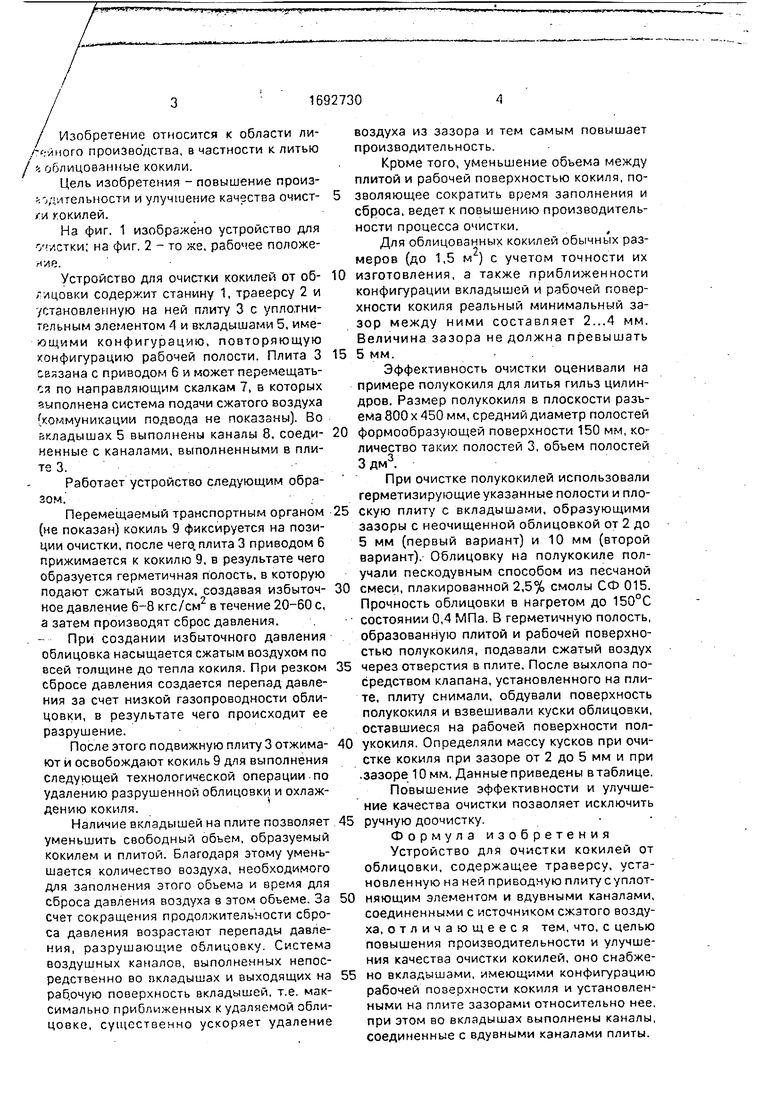
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для нанесения термоизоляционной облицовки на кокиль | 1984 |
|
SU1180151A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Устройство для очистки кокилей от облицовки | 1983 |
|
SU1144764A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Способ очистки кокилей от облицовки | 1980 |
|
SU863175A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| Сопло пескодувных резервуаров | 1981 |
|
SU971559A1 |
| Устройство для очистки облицованных кокилей | 1987 |
|
SU1447559A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
Изобретение относится к литейному производству, в частности к литью в облицованные кокили. Цель изобретения - повышение производительности и улучшение качества очистки кокилей. Устройство для очистки кокилей от облицовки содержит станину 1, траверсу 2 и установленную на ней плиту 3 с уплотнительным элементом 4 и вкладышами 5. имеющими конфигурацию, повторяющую конфигурацию рабочей полости кокиля. Во вкладышах 5 выполнены каналы 8, соединенные с каналами, выполненными в плите 3. Использование вкладышей, уменьшающих свободный обьем пространства между плитой и рабочей полостью кокиля, позволяет ускорить удаление воздуха из этого пространства. Благодаря этому возрастает перепад давления по сечению остатков облицовки и, следовательно, воздействие на нее воздуха во время его удаления из полости. Это приводит к более качественной и эффективной очистке кокиля от остатков облицовки. За счет уменьшения объема, заполняемого сжатым воздухом, сокращается продолжительность операции очистки, т.е. уменьшается время заполнения этого объема воздухом и последующее его удаление. Система воздушных каналов, выполненных непосредственно во вкладышах и выходящих на рабочую поверхность вкладышей т.е. максимально приближенных к удаляемой облицовке, существенно ускоряет удаление воздуха из зазора и тем самым повышает производительность. 2 ил.. 1 табл О ч к | | - /7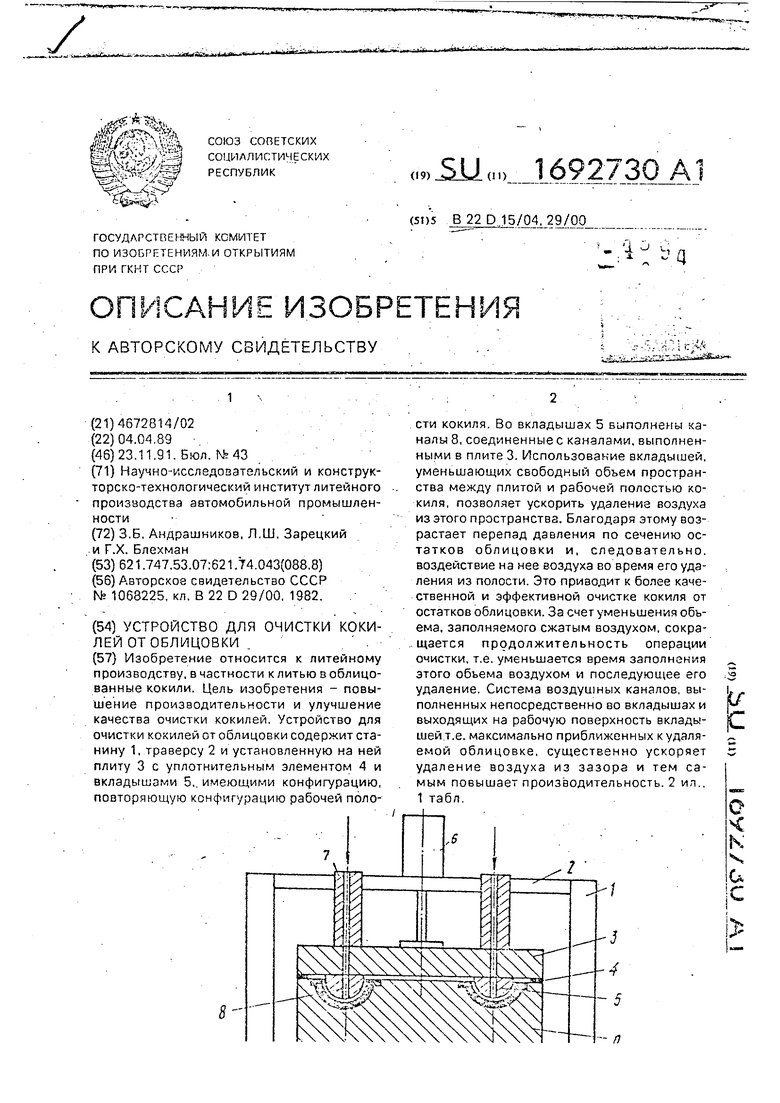
| Устройство для очистки кокилей от облицовки | 1982 |
|
SU1068225A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
