Фиг.З
Изобретение относится к литейному производству, касается импульсных устройств для уплотнения смеси с помощью сжатого газа и может быть использовано в формовочных машинах.
Цель изобретения - повышение качества формы за счет равномерного распределения потока сжатого газа по площади уплотняемой смеси.
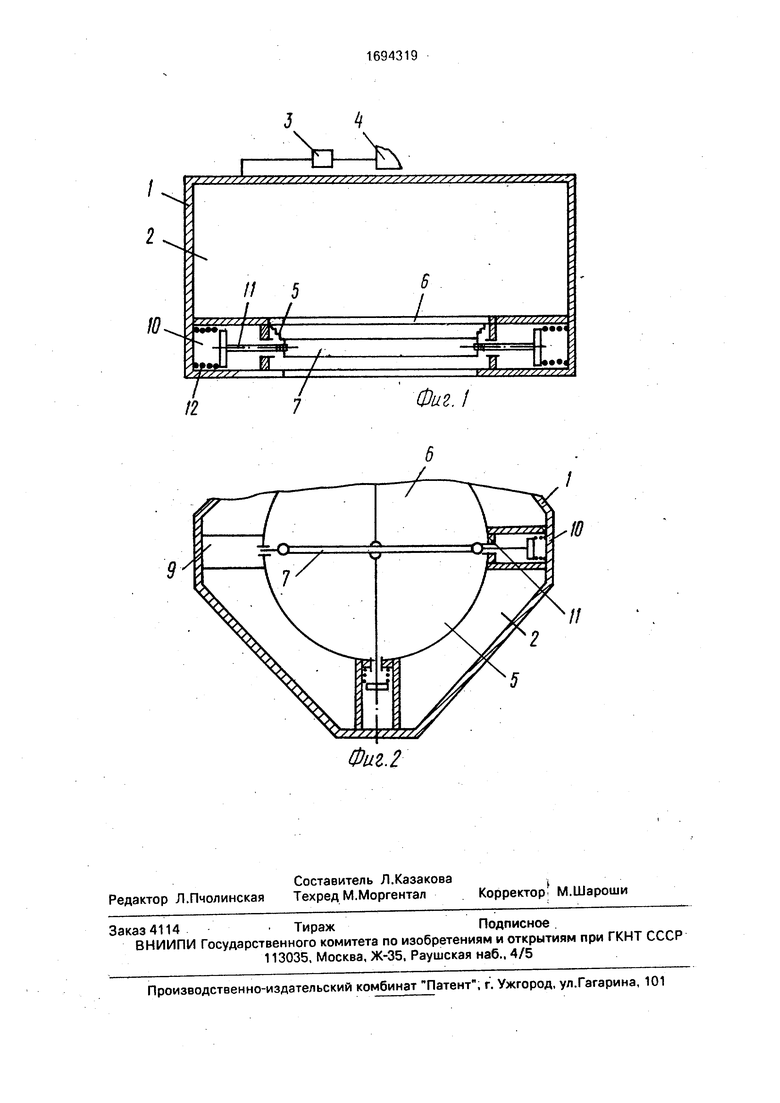
На фиг. 1 изображена конструкция импульсной головки, осевое сечение; на фиг. 2 - клапанное устройство при зарядке головки; на фиг. 3 - то же, при импульсе.
Импульсная головка содержит корпус 1, рабочая полость 2 которого сообщена через распределительное устройство 3 с источником 4 подачи сжатого газа преимущественно под давлением до 0,6 МПа. К корпусу 1 прикреплен диафрагменный клапан 5, сообщающийся с полостью 2 посредством отверстия 6 в стенке корпуса 1. К свободной стороне диафрагменного клапана 5 присоединены жесткие звенья 7, шарнирно соединенные между собой и образующие многозвенник 8. Звенья 7сопрягаются между собой, образуя клапанное устройство. Взаимодействие звеньев 7 осуществляется с помощью привода 9, вы полней ного апри- мер, в виде пневмоцилиндров 10, установленных в корпусе 1, штоки 11 которых присоединены к многозвеннику 8. При этом в одном положении привод 9 обеспечивает закрытое состояние клапанного устройства при зарядке головки, а в другом - открытое состояние клапанного устройства при импульсе. Для повышения равномерности воздействия сжатого газа на уплотняемую смесь целесообразно, чтобы в открытом состоянии клапанного устройства многозвенник 8 был тождественен контуру уплотняемой смрси, например контуру опок и в свету. В частности, даже для круглой опоки многозвенник 8, состоящий из восьми звеньев, 7, обеспечивает практически равномерное воздействие газа на смесь (площадьтеневой зоны не превышает 10%).
Для увеличения скорости открытия клапанного устройства и, соответственно, остроты импульса пневмоцилиндры 10 снабжены пружинами 12 и (или) электромагнитами (не
показаны).
Импульсная головка работает следующим образом.
От пневмосети сжатый воздух поступаете пневмоцилиндры 10 и, преодолевая усилия пружин 12, обеспечивает плотное прижатие звеньев 7 миогозвенника 8 друг к другу, герметизируя рабочую полость 2 корпуса 1. Затем от источника 4 сжатый газ через распределительное устройство 3 подается в рабочую полость 2 до установления в ней рабочего давления, преимущественно до 0,6 МПа. После зарядки головки сжатым газом производится сброс сжатого воздуха из соответствующих полостей пневмоцилиндров 10, звенья 7 многозвенника 8 расходятся, образуя контур, тождественный контуру уплотняемой смеси, и осуществляется импульсная разрядка головки, при которой сжатый газ выбрасывается на
поверхность формовочной смеси, уплотняя ее.
При подаче напряжения на электромагниты увеличивается скорость перемещения шгоков 11 при открытии клапанного устройства, при этом острота импульса возрастает. Формула изобретения
Импульсная головка, преимущественно для уплотнения формовочной смеси, содержащая ресивер с впускным и выпускным отверстиями, клапан с горизонтально расположенными приводами, отличающаяся тем, что, с целью повышения качества формы за счет равномерного распределения потока сжатого газа по площади уплотняемой смеси, клапан состоит из мембраны и шарнирного многозвенника, причем одна сторона мембраны закреплена по контуру выпускного отверстия, а другая - снаружи
по периметру шарнирного многозвенника, при этом последний соединен с приводом.
Фиг.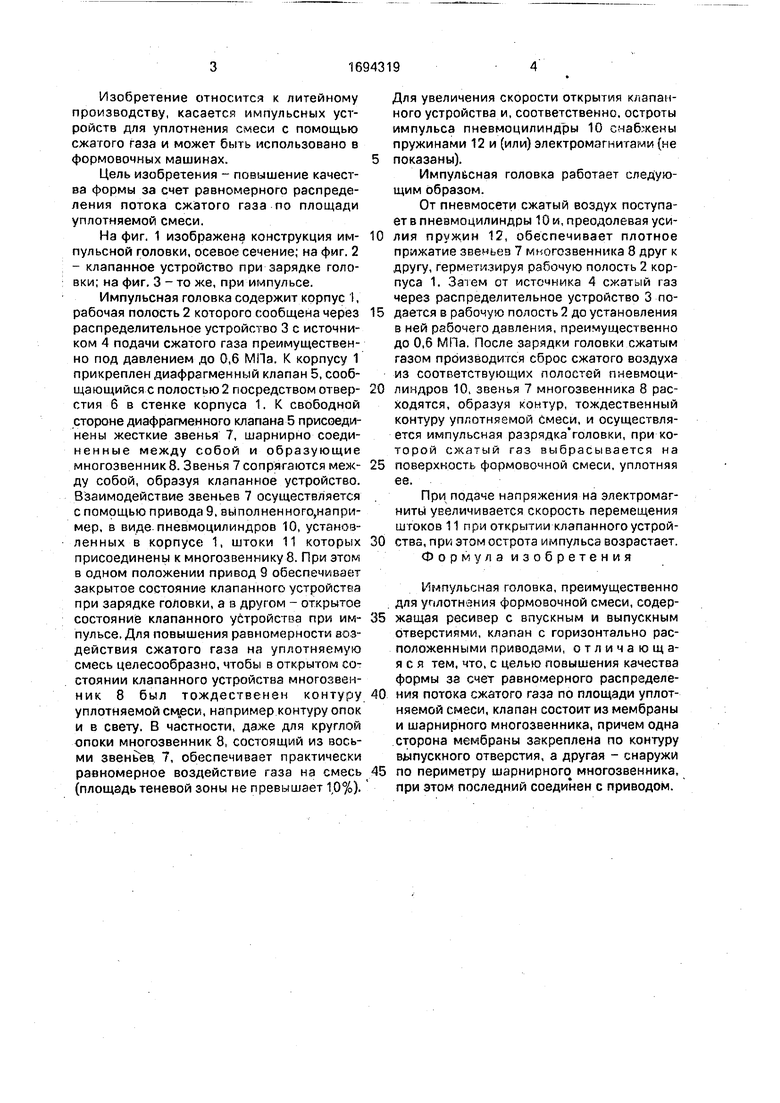
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| Устройство для изготовления форм | 1981 |
|
SU1013085A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1787656A1 |
| Импульсная головка | 1989 |
|
SU1678505A1 |
| Способ уплотнения литейных форм и стержней | 1986 |
|
SU1380850A1 |
| Многоклапанная импульсная головка | 1985 |
|
SU1337188A1 |
Изобретение относится к литейному производству, касается импульсных устройств для уплотнения формовочной смеси с помощью сжатого газа и может быть использовано в формовочных машинах. Цель изобретения - повышение качества формы за счет равномерного распределения потока сжатого газа по площади уплотняемой смеси. Импульсная головка содержит полый корпус 1. сообщенный с источником подачи сжатого газа, и выпускное отверстие 6. Клапан состоит из мембраны 5 и шарнирного многозвенника 8, причем одна сторона мембраны закреплена по контуру выпускного отверстия 6, а другая - снаружи по периметру шарнирного многоэвенника, который соединен с приводом, установленным в корпусе 1. Изобретение позволяет повысить качество уплотнения форм. 3 ил.
II
Фиг.2
| Способ изготовления песчаных форм | 1987 |
|
SU1458066A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
