Изобретение относится к оборудованию для дуговой сварки плавящимся электродом в защитных газах.
Цель изобретения - повышение качества сварных соединений путем стабилизации потока защитного газа.
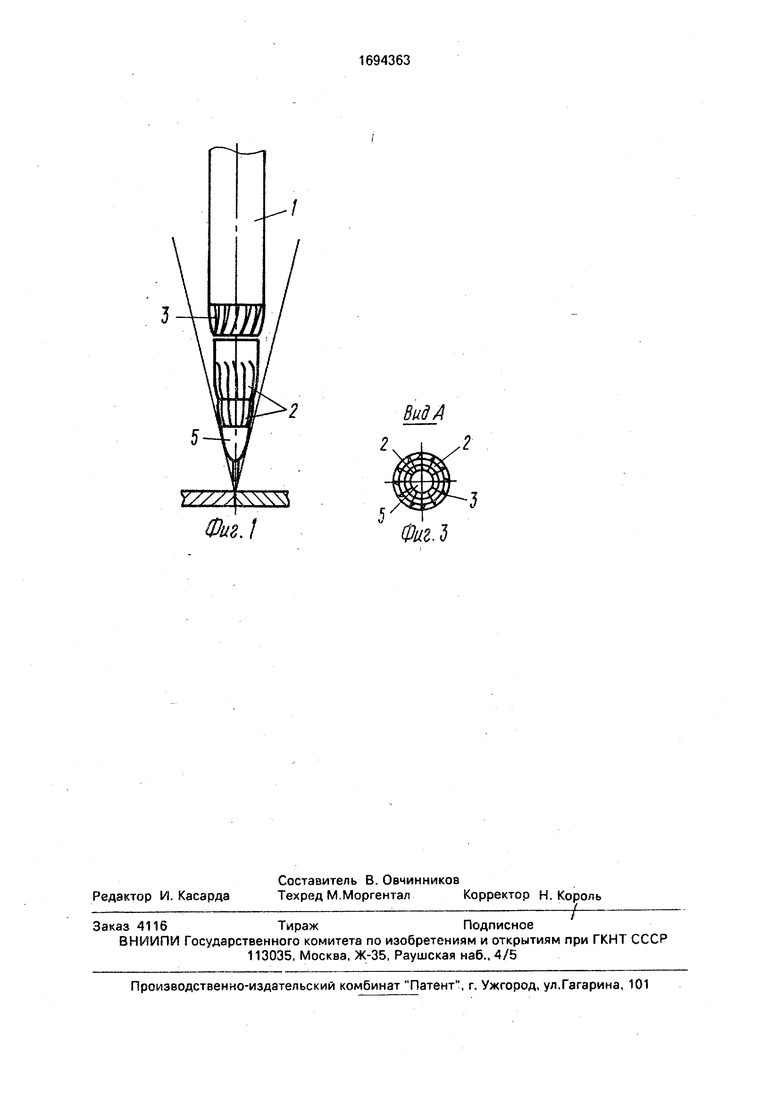
На фиг.1 изображена горелка, общий вид; на фиг.2 - то же, продольный разрез; на фиг.З - вид А на фиг,2.
Горелка содержит корпус 1 с закрепленным на нем двухступенчатым соплом 2 для подачи защитного газа и аспирационным соплом 3, а также обтекатель 4, Двухступенчатое сопло 2 содержит продольные лопатки 5 из упругого материала, например, металла. В обтекателе 4 размещен токопро- водящий элемент 6 В корпусе 1 выполнен канал 7 для подачи электрода 8. Горелка снабжена кольцевым соплом 9 для поддува дополнительного защитного газа.
Лопатки 5 первой ступени сопла 2, ближней к обтекателю 4, выполнены прилегающими к обтекателю 4, а лопатки второй ступени выполнены прилегающими к лопатками первой ступени. При этом лопатки 5 в каждой ступени установлены с перекрыти- ем-и под углом одна к другой.
В корпусе 1 выполнен канал 7 для подачи электрода 8. Горелка снабжена кольцевым соплом 9 для поддува дополнительного газа.
Устройство работает следующим образом.
Горелку для дуговой сварки плавящимся электродом в защитных газах устанавливают над стыком свариваемых деталей. Через токоподводящий элемент 6 подают ток на электрод 8, поступающий по каналу 7. При соприкосновении электрода С со стыком свариваемых изделий зажигается дуга м происходит сварка.
Для защиты зоны дуги от окислений через сопло 2 подают защитные газы, омывающие обтекатель 4 и электрод 8. Под
действием газа гибкие упругие лопатки 5 раздвигаются, образуя щелевидные каналы для прохода защитного газа, При этом положение упругих лопаток 5 и проходное
сечение щелевидных каналов определяется, с одной стороны, упругостью самих лопаток 5, а с другой - давлением защитного газа. Расположение лопаток с взаимным перекрытием обеспечивает послойный выход газа в тангенциальном и осевом направлениях, тем самым стабилизируя поток защитного газа.
При периодическом изменении давления защитного газа за счет взаимного перемещения гибких упругих лопаток и эффекта встряхивания при подаче импульса давления происходит самоочистка сопловой решетки.
Использование горелки позволяет повысить качество сварных соединений путем стабилизации скорости истечения защитных газов. Кроме того, горелка применима для сварки малогабаритных, сложно- профильных изделий в труднодоступных
местах.
Формула изобретения Горелка для дуговой сварки плавящимся электродом, содержащая корпус с каналом для подачи электрода, обтекатель, двухступенчатое сопло для подачи защитного газа с расположенными внутри него лопатками и аспирационное сопло, отличающаяся тем, что, с целью повышения
качества сварных соединений путем стабилизации потока защитного газа, лопатки выполнены из упругого материала, лопатки первой ступени, ближней к обтекателю, выполнены прилегающими к обтекателю, а лопатки второй ступени выполнены прилегающими к лопаткам первой ступени, при этом лопатки в каждой ступени установлены с перекрытием и под углом одна к другой.
VVVVVfvVOO
Фиг,I
Вид А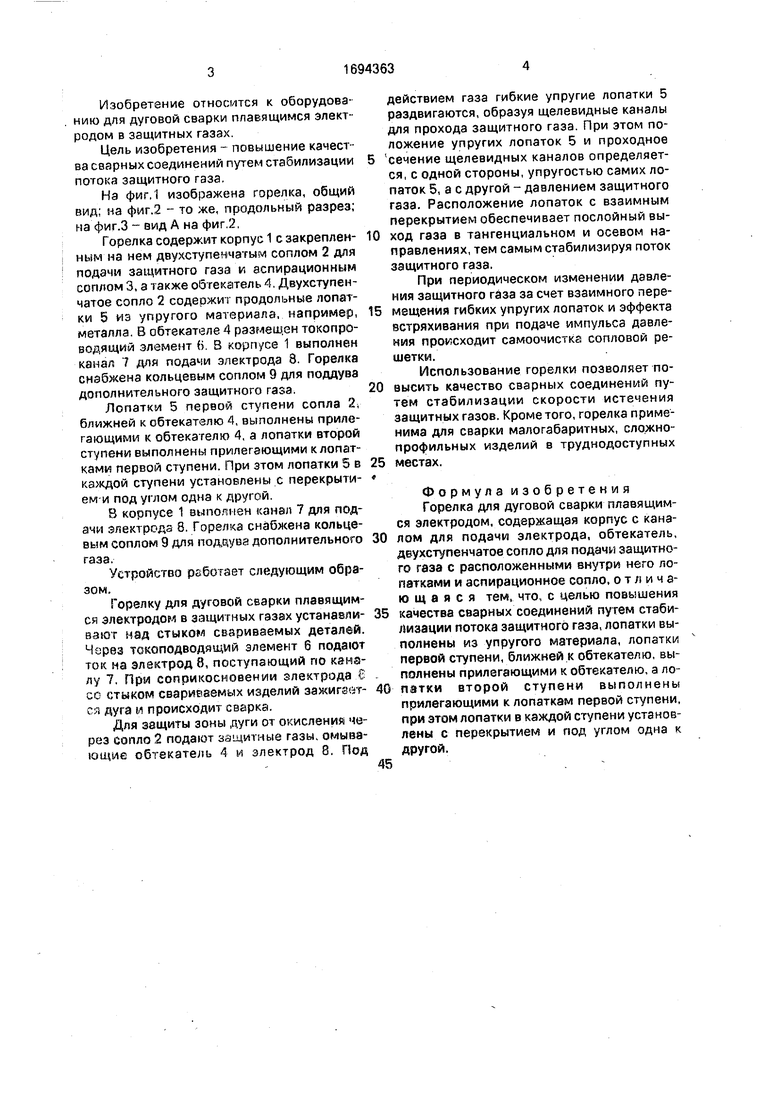
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах плавящимся электродом | 1987 |
|
SU1496949A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1662785A1 |
| СПОСОБ РЕМОНТА КОНТАКТНОЙ ПОВЕРХНОСТИ БАНДАЖНОЙ ПОЛКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ | 2001 |
|
RU2179915C1 |
| Устройство для дуговой сварки в среде защитных газов | 1989 |
|
SU1691000A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177863C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
Изобретение относится к оборудованию для дуговой сварки плавящимся электродом в защитных газах. Цель изобретения - повышение качества сварных соединений путем стабилизации потока защитного газа. Горелка содержит корпус,, двухступенчатое сопло для подачи защитного газа с продольными лопатками 5, аспирационное сопло и обтекатель 4. Лопатка 5 выполнены из упругого материала. В корпусе выполнен канал 7 для подачи электрода 8. Лопатки 5 первой ступени сопла, ближней к обтекателю 4, выполнены прилегающими к нему, а лопатки второй ступени выполнены прилеоющими к лопаткам первой ступени. При этом лопатки 5 в каждой ступени установлены с перекрытием и под углом одна к другой. Горелка может быть использована для сварки малогабаритных, сложнопрофильных изделий в труднодоступных местах. 3 ил. Ьз с о о ь со о W 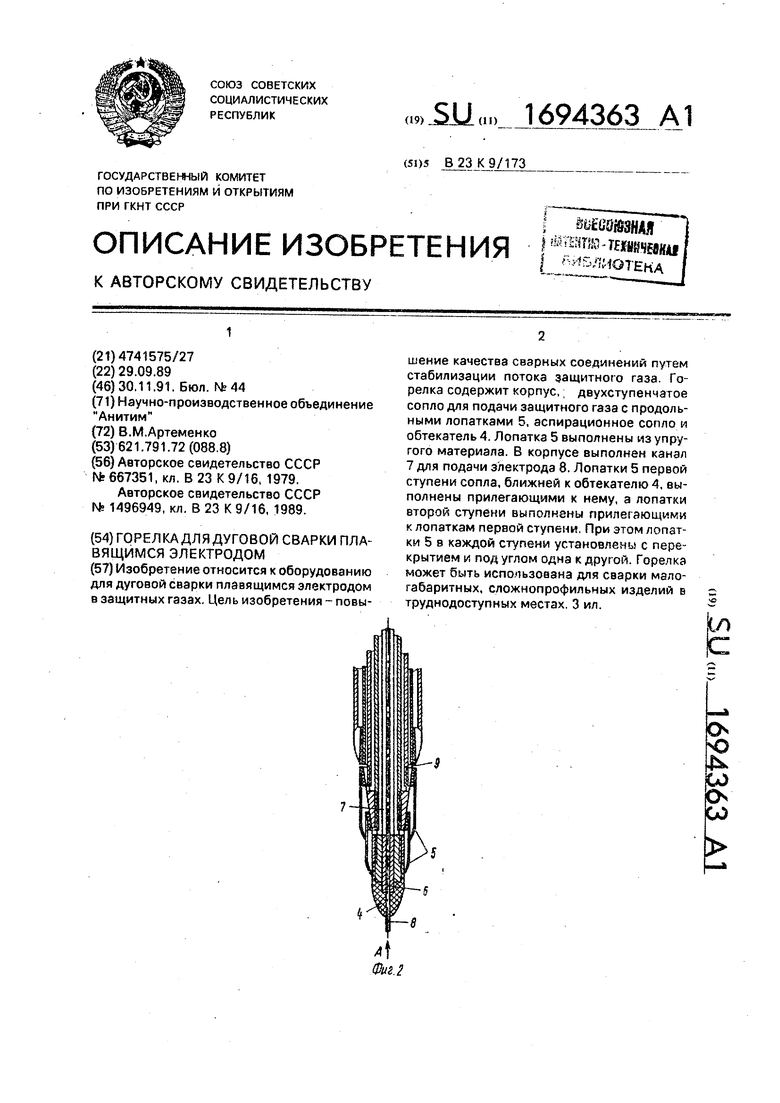
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в защитных газах плавящимся электродом | 1987 |
|
SU1496949A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
