Изобретение относится к производству цепей.
Известен способ сборки многорядных пластинчатых цепей, при котором пластины располагают в цепь в определенном порядке и соединяют их валиками.
Известен также выбранный в качестве прототипа и базового объекта способ сборки многорядных пластинчатых цепей, при котором производят набор пластин с относительным смещением соседних рядов на шаг, центрируют их по отверстиям с помощью штырей, затем штыри удаляют и на их место вводят валики.
Этот способ обладает рядом недостатков. Так как пластины центрируют штырями после набора всего пакета по толщине, возможно относительное смещение этих пластин, что снижает надежность сборки. Кроме того, известный способ предъявляет высокие требования к точности изготовления деталей,
Целью изобретения является снижение требований к точности собираемых деталей и повышение надежности сборки.
Эта цель достигается за счет того, что ряды внутренних элементов устанавливают последовательно, центрирующие штыри вводят в элементы каждого ряда по мере установки и тут же, удаляя штыри, на их место устанавливают валики, а после набора на валики всех внутренних элементов на их концы напрессовывают наружные пластины.
Постепенное надевание внутренних элементов (пластин) на валики исключает относительное смещение их отверстий, вызванное в частности, погрешностями положения относительно контура пластин, что повышает надежность сборки и позволяет снизить требования к точности изготовления деталей. Постепенное надевание внутренних элементов на валики дает возможность использовать для центрирования отверстий короткие подпружиненные штыри, длина которых соответствует толщиО
ON О
00
VI
не одного ряда внутренних элементов, что повышает надежность сборки за счет исключения деформации и поломки этих штырей.
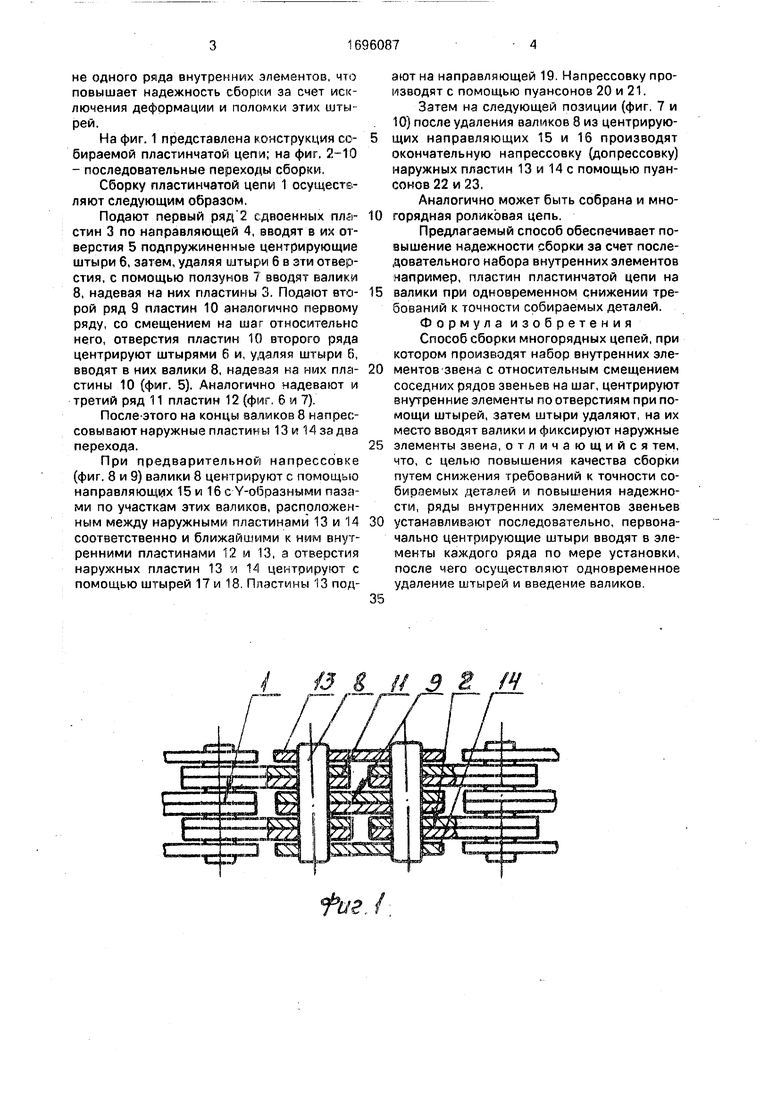
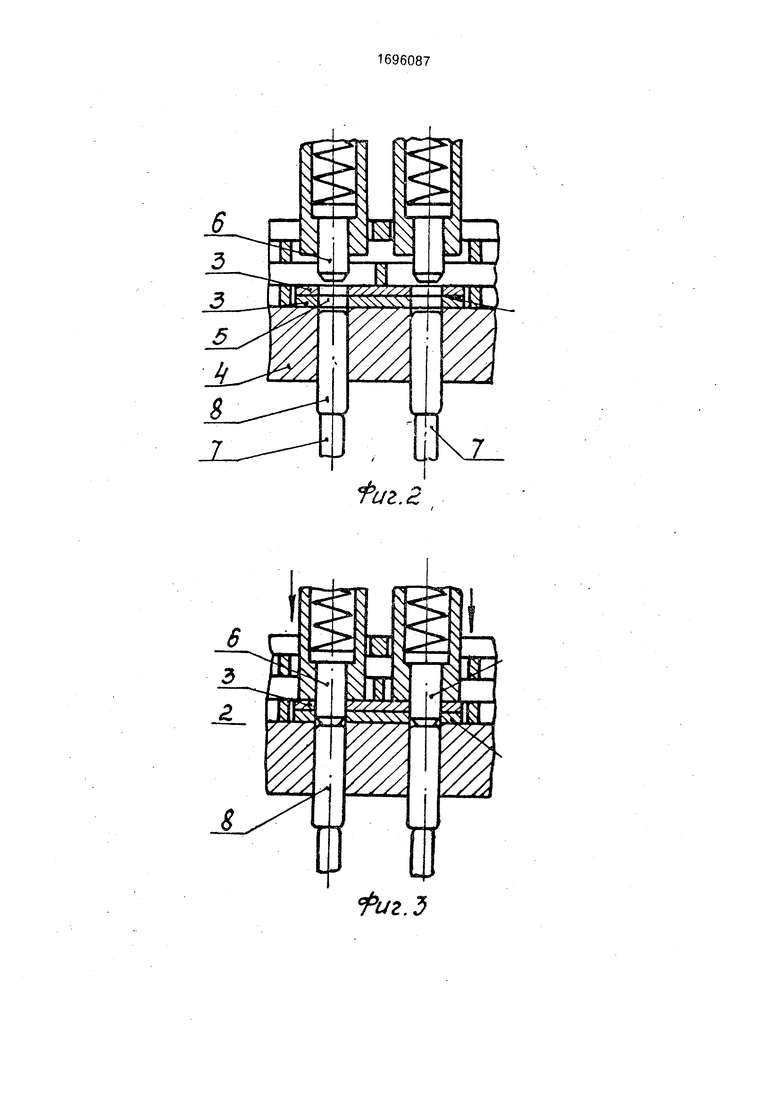
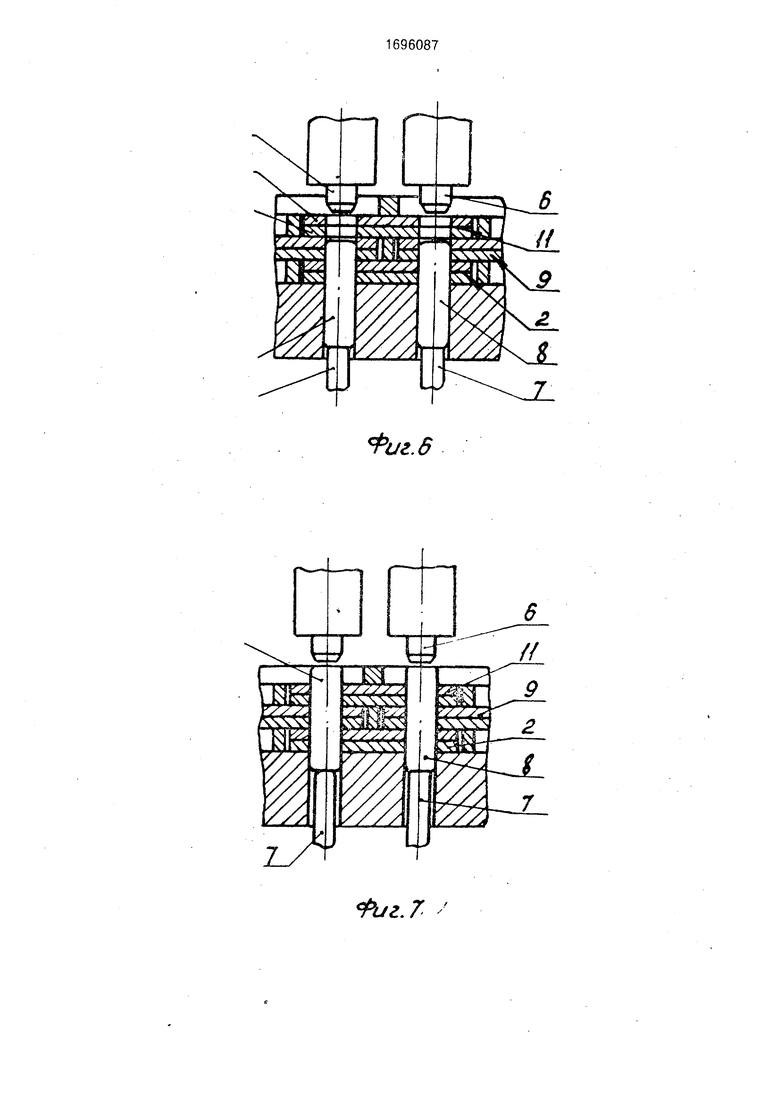
На фиг. 1 представлена конструкция собираемой пластинчатой цепи; на фиг. 2-10 - последовательные переходы сборки.
Сборку пластинчатой цепи 1 осуществляют следующим образом,
Подают первый ряд 2 сдвоенных пластин 3 по направляющей 4, вводят в их отверстия 5 подпружиненные центрирующие штыри 6, затем, удаляя штыри 6 в эти отверстия, с помощью ползунов 7 вводят валики 8, надевая на них пластины 3. Подают второй ряд 9 пластин 10 аналогично первому ряду, со смещением на шаг относительно него, отверстия пластин 10 второго ряда центрируют штырями 6 и, удаляя штыри 6, вводят в них валики 8, надевая на них пластины 10 (фиг. 5). Аналогично надевают и третий ряд 11 пластин 12 (фиг. 6 и 7).
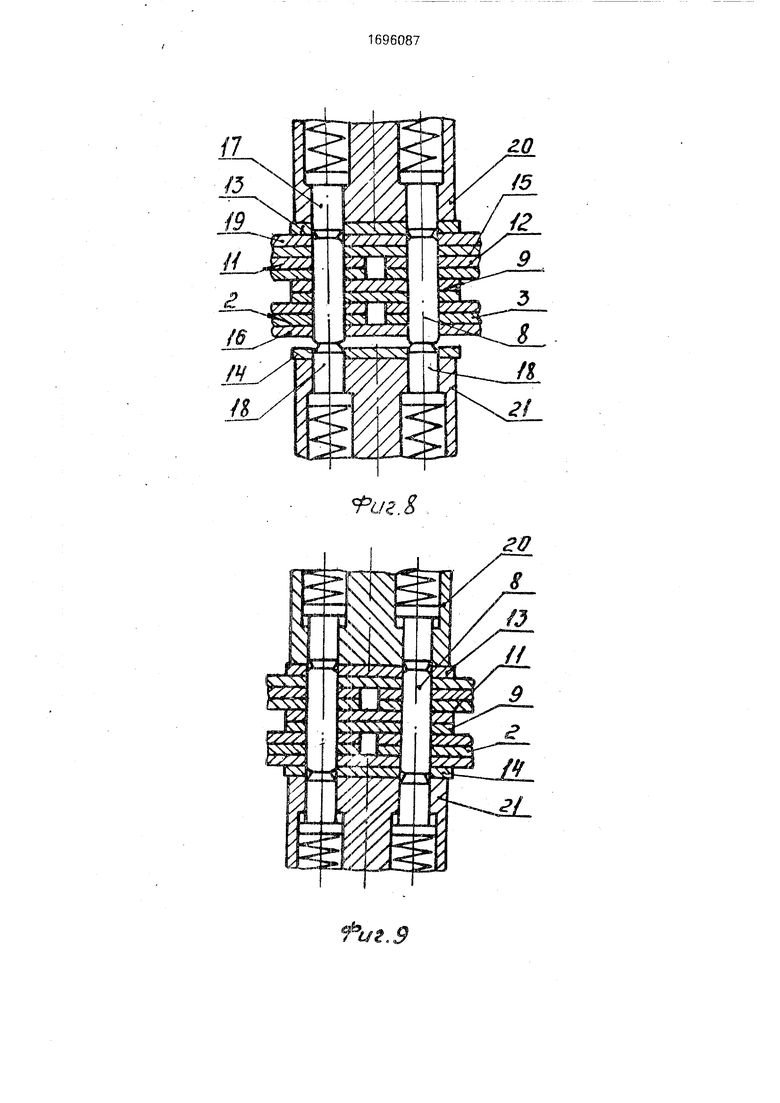
После-этого на концы валиков 8 напрессовывают наружные пластины 13 и 14 за два перехода.
При предварительной напрессовке (фиг. 8 и 9) валики 8 центрируют с помощью направляющих 15 и 16с Y-образными пазами по участкам этих валиков, расположенным между наружными пластинами 13 и 14 соответственно и ближайшими к ним внутренними пластинами 12 и 13, а отверстия наружных пластин 13 и 14 центрируют с помощью штырей 17 и 18. Пластины 13 подают на направляющей 19. Напрессовку производят с помощью пуансонов 20 и 21,
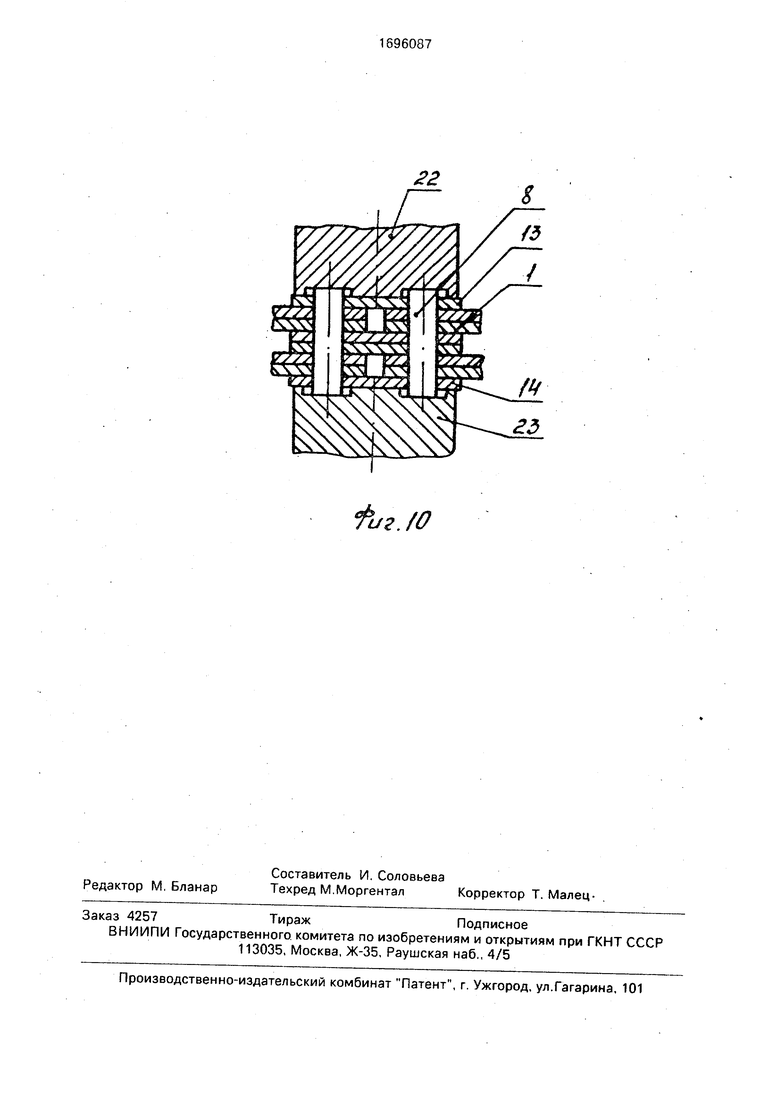
Затем на следующей позиции (фиг. 7 и 10) после удаления валиков 8 из центрирующих направляющих 15 и 16 производят окончательную напрессовку (допрессовку) наружных пластин 13 и 14 с помощью пуансонов 22 и 23.
Аналогично может быть собрана и многорядная роликовая цепь.
Предлагаемый способ обеспечивает повышение надежности сборки за счет последовательного набора внутренних элементов например, пластин пластинчатой цепи на
валики при одновременном снижении требований к точности собираемых деталей. Формула изобретения Способ сборки многорядных цепей, при котором производят набор внутренних элементов Звена с относительным смещением соседних рядов звеньев на шаг, центрируют внутренние элементы по отверстиям при помощи штырей, затем штыри удаляют, на их место вводят валики и фиксируют наружные
элементы звена, отличающийся тем, что, с целью повышения качества сборки путем снижения требований к точности собираемых деталей и повышения надежности, ряды внутренних элементов звеньев
устанавливают последовательно, первоначально центрирующие штыри вводят в элементы каждого ряда по мере установки, после чего осуществляют одновременное удаление штырей и введение валиков.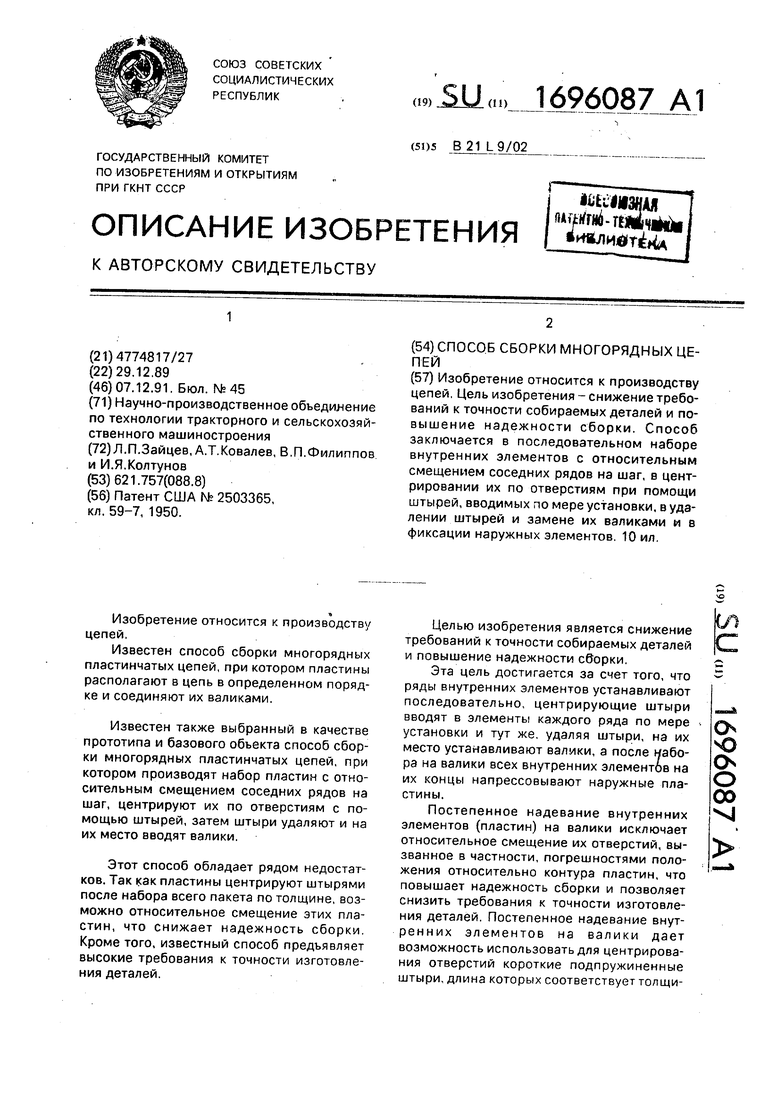
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая роторно-конвейерная линия для сборки цепей | 1989 |
|
SU1708484A1 |
| Способ автоматической сборки изделий | 1989 |
|
SU1696086A1 |
| Способ сборки многорядных цепей | 1989 |
|
SU1696088A1 |
| Способ сборки однорядных роликовых цепей и роторная машина для его осуществления | 1990 |
|
SU1784405A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
Изобретение относится к производству цепей. Цель изобретения - снижение требований к точности собираемых деталей и повышение надежности сборки. Способ заключается в последовательном наборе внутренних элементов с относительным смещением соседних рядов на шаг, в центрировании их по отверстиям при помощи штырей, вводимых по мере установки, в удалении штырей и замене их валиками и в фиксации наружных элементов. 10 ил.
. Л
809691
rco о ю
O5
to
В к
Nb
Ni
Ј
I
hoo О
ID O) O
Ч
vi
Ј
к,
u
2 гп
/.809691
fui.fO
| СПОСОБ ПОЛУЧЕНИЯ ТОМАТНОГО СОУСА | 2012 |
|
RU2503365C1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
