Изобретение относится к литейному производству, в частности к оборудованию для обработки литых деталей.
Целью изобретения является расширение технологических возможностей при одновременном повышении качества обработки. . .
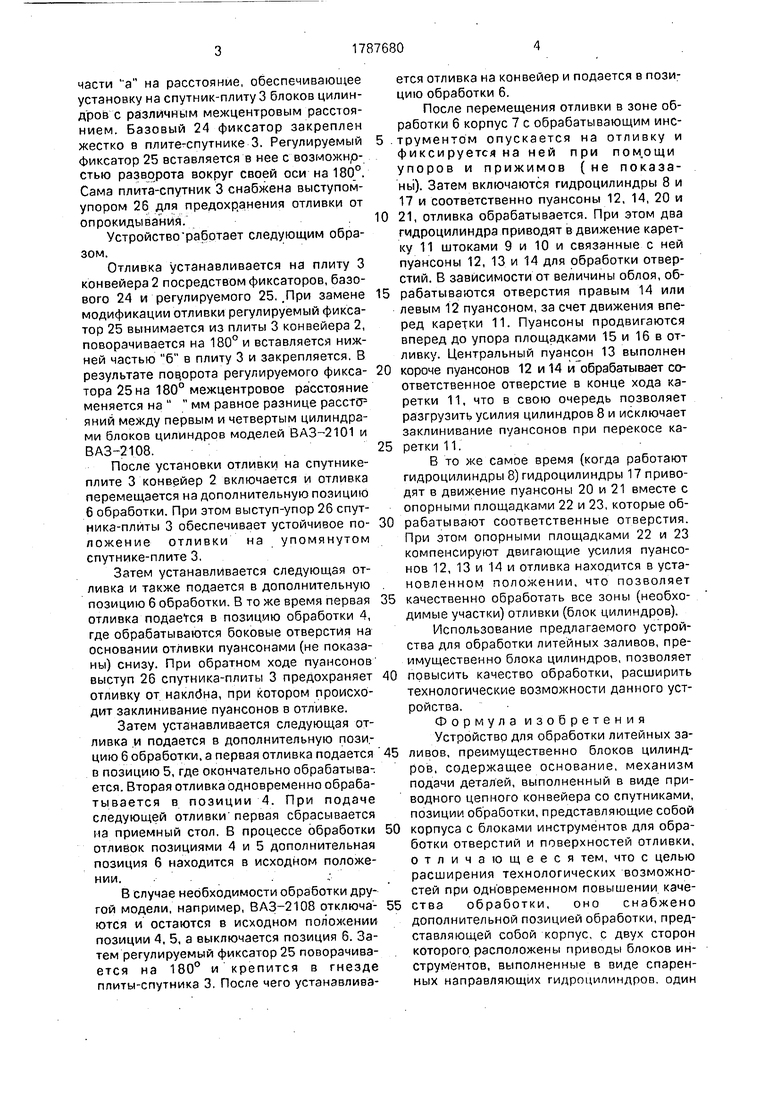
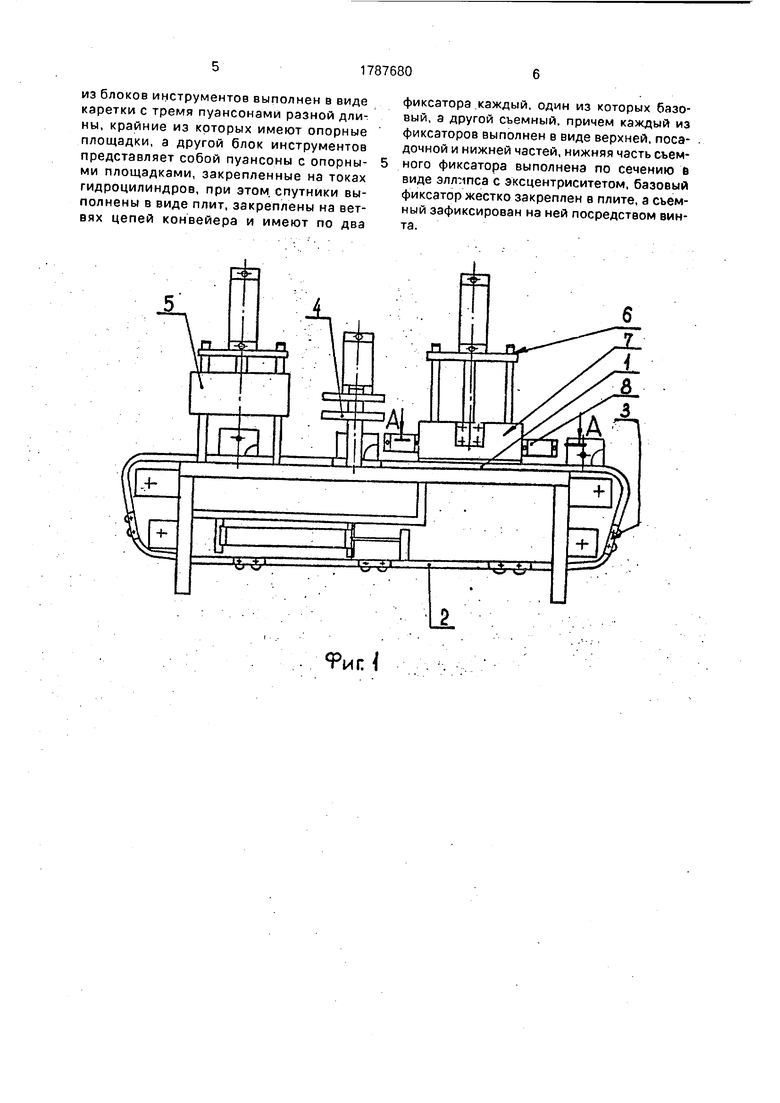
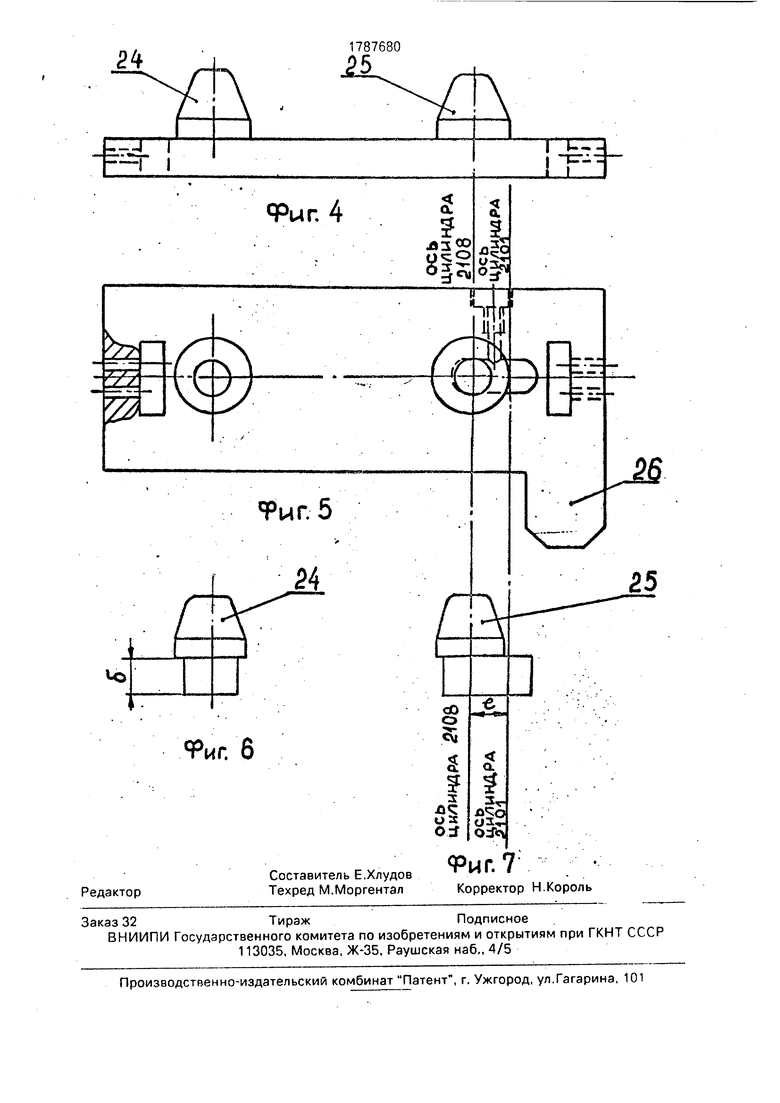
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - дополнительная позиция обработки в виде корпуса с инструментом; на фиг. 3 - пуансоны с кареткой на штоках гидроцилиндров; на фиг; 4 - спутник-плита с фиксаторами; на фиг. 5 - плита с фиксаторами и выступом- упором; на фиг. 6 - базовый фиксатор; на фиг. 7 - регулируемый фиксатор.
Устройство содержит основание 1, механизм подачи деталей, выполненный в виде конвейера 2 со спутниками-плитами 3, обрабатывающими позициями 4, 5, выполненными в виде корпуса с блоками инструментов.
Устройство имеет дополнительную позицию 6 обработки. В корпусе 7 дополнительной позиции 6 с одной стороны расположен привод обрабатывающих инструментов в виде двух гидроцилиндров 8. Штоки 9, 10 гидроцилиндров 8 являются направляющими и соединены посредствомкаретки 11 с тремя пуансонами 12, 13 и 14. Пуансон 13, центральный, короче пуансонов 12 и 14. Кроме того пуансоны 12 и 14 имеютопорные площадки 15 и 16 для додавливэния облоя в обрабатываемых отверстиях при неравномерной нагрузке правого 9 и левого 10 штоков гидроцилиндров 8. С другой стороны корпуса 7 расположены еще два гидроцилиндра 17, Штоки 18 и 19 гидроцилиндров также являются направляющими с размещенными на них пуансонами.20 и 21 с опорными площадками 22 и 23.
Каждая из спутников-плит 3 снабжена парой фиксаторов: базового 24 и регулируемого 25. Регулируемый фиксатор 25 состоит из верхней а посадочной и нижней б частей. Нижняя часть б фиксатора 25 8 сечении представляет собой эллипс, ось которого смещена от оси посадочной верхней
(Л
С
XI
со
X
о
части а на расстояние, обеспечивающее установку на спутник-плиту 3 блоков цилиндров с различным межцентровым расстоянием. Базовый 24 фиксатор закреплен жестко в плите-спутнике 3. Регулируемый фиксатор 25 вставляется в нее с возможнр- стью разворота вокруг своей оси на 180°. Сама плита-спутник 3 снабжена выступом- упором 26 для предохранения отливки от опрокидывания..
Устройство работает следующим образом.
Отливка устанавливается на плиту 3 конвейера 2 посредством фиксаторов, базового 24 и регулируемого 25. .При замене модификации отливки регулируемый фиксатор 25 вынимается из плиты 3 конвейера 2, поворачивается на 180° и вставляется нижней частью б в плиту 3 и закрепляется. В результате поворота регулируемого фикса- тора 25 на 180° межцентровое расстояние меняется на мм равное разнице расстср яний между первым и четвертым цилиндрами блоков цилиндров моделей ВАЗ-2101 и ВАЗ-2108.
После установки отливки на спутнике- плите 3 конвейер 2 включается и отливка перемещается на дополнительную позицию 6 обработки. При этом выступ-упор 26 спутника-плиты 3 обеспечивает устойчивое по- ложение отливки на упомянутом спутнике-плите 3.
Затем устанавливается следующая отливка и также подается в дополнительную позицию 6 обработки. В то же время первая отливка подается в позицию обработки 4, где обрабатываются боковые отверстия на основании отливки пуансонами (не показаны) снизу. При обратном ходе пуансонов выступ 26 спутника-плиты 3 предохраняет отливку от наклбна, при котором происходит заклинивание пуансонов в отливке.
Затем устанавливается следующая отливка и подается в дополнительную позицию 6 обработки, а первая отливка подается в позицию 5, где окончательно обрабатывается. Вторая отливка одновременно обраба- тывается в позиции 4. При подаче следующей отливки первая сбрасывается на приемный стол, В процессе обработки отливок позициями 4 и 5 дополнительная позиция 6 находится в исходйом положении. .
В случае необходимости обработки другой модели, например, ВАЗ-2108 отключа- ются и остаются в исходном положении позиции 4, 5, а выключается позиция 6. Затем регулируемый фиксатор 25 поворачивается на 180° и крепится в гнезде плиты-спутника 3, После чего устанавливается отливка на конвейер и подается в позицию обработки 6.
После перемещения отливки в зоне обработки 6 корпус 7 с обрабатывающим инструментом опускается на отливку и фиксируется на ней при помцощи упоров и прижимов (не показаны). Затем включаются гидроцилиндры 8 и 17 и соответственно пуансоны 12, 14, 20 и 21, отливка обрабатывается. При этом два гидроцилиндра приводят в движение каретку 11 штоками 9 и 10 и связанные с ней пуансоны 12, 13. и 14 для обработки отверстий. В зависимости от величины облоя, обрабатываются отверстия правым 14 или левым 12 пуансоном, за счет движения вперед каретки 11. Пуансоны продвигаются вперед до упора площадками 15 и 16 в отливку. Центральный пуансон 13 выполнен короче пуансонов 12 и 14 и обрабатывает соответственное отверстие в конце хода каретки 11, что в свою очередь позволяет разгрузить усилия цилиндров 8 и исключает заклинивание пуансонов при перекосе каретки 11.
В то же самое время (когда работают гидроцилиндры 8) гидроцилиндры 17 приводят в движение пуансоны 20 и 21 вместе с опорными площадками 22 и 23, которые обрабатывают соответственные отверстия. При этом опорными площадками 22 и 23 компенсируют двигающие усилия пуансонов 12, 13 и 14 и отливка находится в установленном положении, что позволяет качественно обработать все зоны (необходимые участки) отливки (блок цилиндров).
Использование предлагаемого устройства для обработки литейных заливов, преимущественно блока цилиндров, позволяет повысить качество обработки, расширить технологические возможности данного устройства.
Формула изобретения
Устройство для обработки литейных заливов, преимущественно блоков цилиндров, содержащее основание, механизм подачи деталей, выполненный в виде приводного цепного конвейера со спутниками, позиции, обработки, представляющие собой корпуса с блоками инструментов для обработки отверстий и поверхностей отливки, отличающееся тем, что с целью расширения технологических возможностей при одновременном повышении качества обработки, оно снабжено дополнительной позицией обработки, представляющей собой корпус, с двух сторон которого расположены приводы блоков инструментов, выполненные в виде спаренных направляющих гидроцилиндров, один
из блоков инструментов выполнен в виде каретки с тремя пуансонами разной дпи- ны, крайние из которых имеют опорные площадки, а другой блок инструментов представляет собой пуансоны с опорными площадками, закрепленные на токах гидроцилиндров, при этом спутники выполнены в виде плит, закреплены на ветвях цепей конвейера и имеют по два
фиксатора каждый, один из которых базовый, а другой съемный, причем каждый из фиксаторов выполнен в виде верхней, посадочной и нижней частей, нижняя часть съемного фиксатора выполнена по сечению в виде эллипса с эксцентриситетом, базовый фиксатор жестко закреплен в плите, а сьем- ный зафиксирован на ней посредством винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для финишной обработки отливок | 1987 |
|
SU1532198A1 |
| Установка для удаления с отливок литейных заливов и остатков питателей "Лопрез | 1984 |
|
SU1205994A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство для обработки отливок преимущественно блока цилиндров | 1989 |
|
SU1692735A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Устройство для обработки литейных заливов | 1979 |
|
SU869962A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Устройство для снятия литейных заливов и остатков питателей | 1985 |
|
SU1301560A1 |
Сущность изобретения: устройство содержит цепной конвейер со спутниками для подачи отливок, позиции обработки в виде корпусов с блоками инструментов. Устройство также имеет дополнительную позицию обработки, представляющую собой корпус и инструменты, приводы которых выполнены в виде спаренных направляющих гидроцилиндров. Один из блоков инструментов выполнен в виде каретки с пуансонами разной длины, а другой - в виде пуансонов С опорными площадками. 7 ил,
- Рип
РипЗ
Редактор
Составитель Е.Хлудов Техред М.Моргентал
ЯРйГ.7 .
Корректор Н.Король
| Устройство для обработки литейных заливов | 1977 |
|
SU680810A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
