Изобретение относится к производству алюминия, в частности к вспомогательному оборудованию для выполнения монтажно- сварочных работ при сборке новых и ремонте старых катодных кожухов.
Цель изобретения - расширение технологических возможностей установки за счет обеспечения обработки катодных кожухов различных размеров.
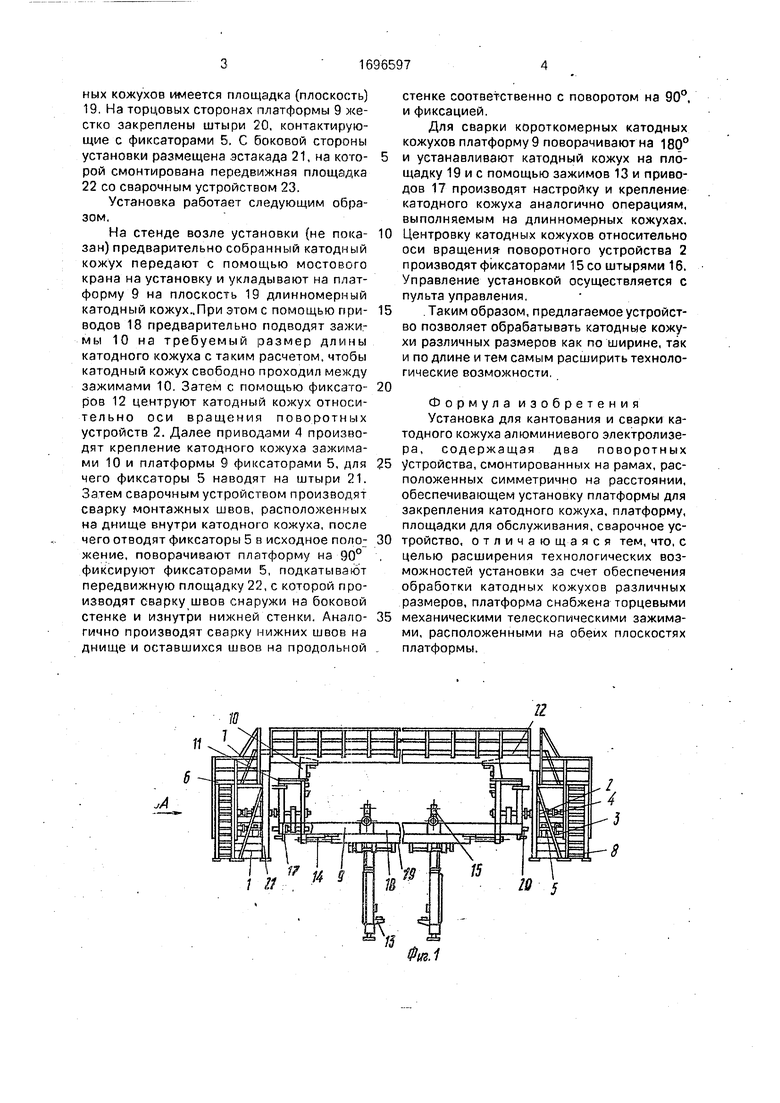
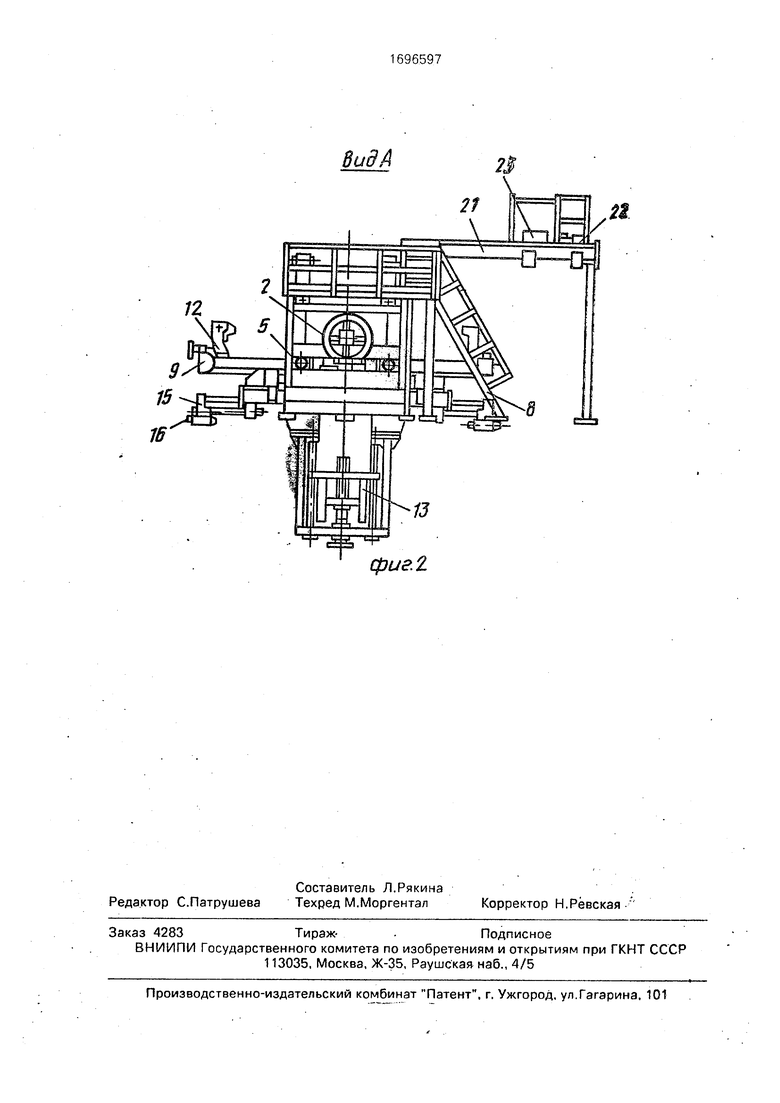
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - вид А на фиг. 1.
Установка состоит из двух рам 1, на которых смонтированы поворотные устройства 2, кинематически связанные с приводами 3. Здесь же установлены приводы 4 и фиксаторы 5. Сверху на рамах 1 уложены площадки 6 и лестницы 7. Для доступа на
площадки 6установлены лестницы 8. Между рамами 1 закреплена платформа 9 и снабжена торцовыми Г-образными зажимами 10, кинематически связанными с приводами 4 и площадками 11. На боковых сторонах подвижно установлены Г-образные фиксаторы 12. На противоположной плоскости платформы 9 установлены Г-образные зажимы 13, соединенные колонками 14 у основания зажимов 10, с боковых сторон смонтированы винтовые фиксаторы 15, снабженные штырями 16. Для регулирования расстояния зажимами 10 и 13 в основании зажимов 10 установлены винтовые приводы 17. Для установки длинномерных кожухов платформа 9 имеет площадку (плоскость) 18. Для установки короткомерО
о
О
сл ю ч
ных кожухов имеется площадка (плоскость) 19. На торцовых сторонах платформы 9 жестко закреплены штыри 20, контактирующие с фиксаторами 5. С боковой стороны установки размещена эстакада 21, на кото- рой смонтирована передвижная площадка 22 со сварочным устройством 23.
Установка работает следующим образом.
На стенде возле установки (не пока- зан) предварительно собранный катодный кожух передают с помощью мостового крана на установку и укладывают на платформу 9 на плоскость 19 длинномерный катодный кожух.ьПри этом с помощью при- водов 18 предварительно подводят зажимы 10 на требуемый размер длины катодного кожуха с таким расчетом, чтобы катодный кожух свободно проходил между зажимами 10. Затем с помощью фиксато- ров 12 центруют катодный кожух относительно оси вращения поворотных устройств 2. Далее приводами 4 производят крепление катодного кожуха зажимами 10 и платформы 9 фиксаторами 5, для чего фиксаторы 5 наводят на штыри 21. Затем сварочным устройством производят сварку монтажных швов, расположенных на днище внутри катодного кожуха, после чего отводят фиксаторы 5 в исходное поло- жение, поворачивают платформу на 90° фиксируют фиксаторами 5, подкатывают передвижную площадку 22, с которой производят сварку швов снаружи на боковой стенке и изнутри нижней стенки. Анало- гично производят сварку нижних швов на днище и оставшихся швов на продольной
стенке соответственно с поворотом на 90°, и фиксацией.
Для сварки короткомерных катодных кожухов платформу 9 поворачивают на 180° и устанавливают катодный кожух на площадку 19 и с помощью зажимов 13 и приводов 17 производят настройку и крепление катодного кожуха аналогично операциям, выполняемым на длинномерных кожухах. Центровку катодных кожухов относительно оси вращения- поворотного устройства 2 производят фиксаторами 15 со штырями 16. Управление установкой осуществляется с пульта управления,
Таким образом, предлагаемое устройство позволяет обрабатывать катодные кожухи различных размеров как по ширине, так и по длине и тем самым расширить технологические возможности.
Формула изобретения Установка для кантования и сварки катодного кожуха алюминиевого электролизера, содержащая два поворотных устройства, смонтированных на рамах, расположенных симметрично на расстоянии, обеспечивающем установку платформы для закрепления катодного кожуха, платформу, площадки для обслуживания, сварочное устройство, отличающаяся тем, что, с целью расширения технологических возможностей установки за счет обеспечения обработки катодных кожухов различных размеров, платформа снабжена торцевыми механическими телескопическими зажимами, расположенными на обеих плоскостях платформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь катодного кожуха алюминиевых электролизеров | 1978 |
|
SU730880A1 |
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Установка для сборки катодного кожуха алюминиевого электролизера | 1986 |
|
SU1373738A1 |
| ПОДЪЕМНАЯ СИСТЕМА ДЛЯ ОБСЛУЖИВАНИЯ ВЫСОТНЫХ СООРУЖЕНИЙ | 2005 |
|
RU2376234C2 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Установка для изготовления крупногабаритных цилиндрических и конических сварных изделий | 1975 |
|
SU749604A1 |
| Подъемно-транспортирующее устройство для монтажных работ | 1980 |
|
SU962182A2 |
| Установка для сборки под сварку полусфер из лепестков | 1979 |
|
SU893487A1 |
Изобретение относится к производству алюминия, в частности к вспомогательному оборудованию для выполнения монтажно- сварочных работ при сборке новых и ремонте старых катодных кожухов. Целью изобретения является расширение технологических возможностей установки за счет обеспечения обработки катодных кожухов различных размеров. Установка состоит из поворотных устройств, между которыми расположена платформа для крепления катодных кожухов. Платформа снабжена торцовыми телескопическими механическими зажимами, расположенными на ее обеих плоскостях, что позволяет производить работы с кожухами различных типоразмеров. Для повышения безопасности труда предусмотрена возможность фиксации платформы во избежание ее опрокидывания. 2 ил.
1 11
8
Вид А
12
фиг. г
| КАНТОВАТЕЛЬ КАТОДНОГО КОЖУХА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 0 |
|
SU266217A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Кантователь катодного кожуха алюминиевых электролизеров | 1978 |
|
SU730880A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
