Изобретение относится к обработке металлов давлением и может быть использовано для резки полосового материала и листовой штамповки.
Цель изобретения - повышение надежности и долговечности работы штампа.
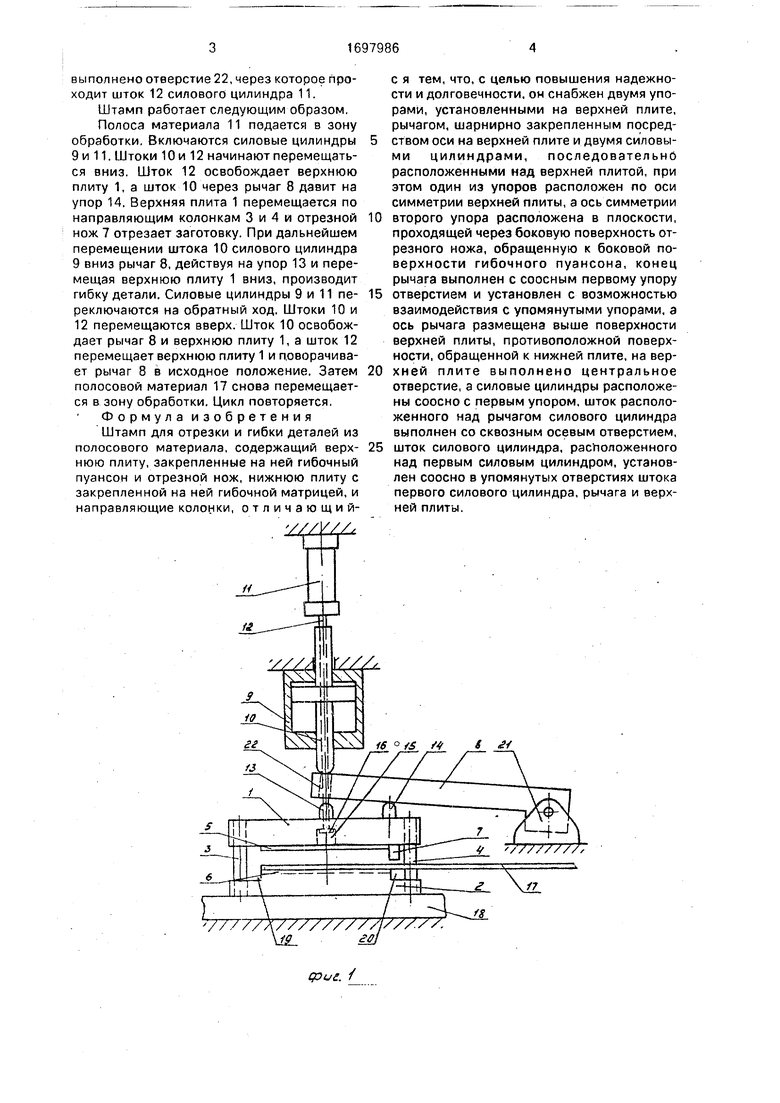
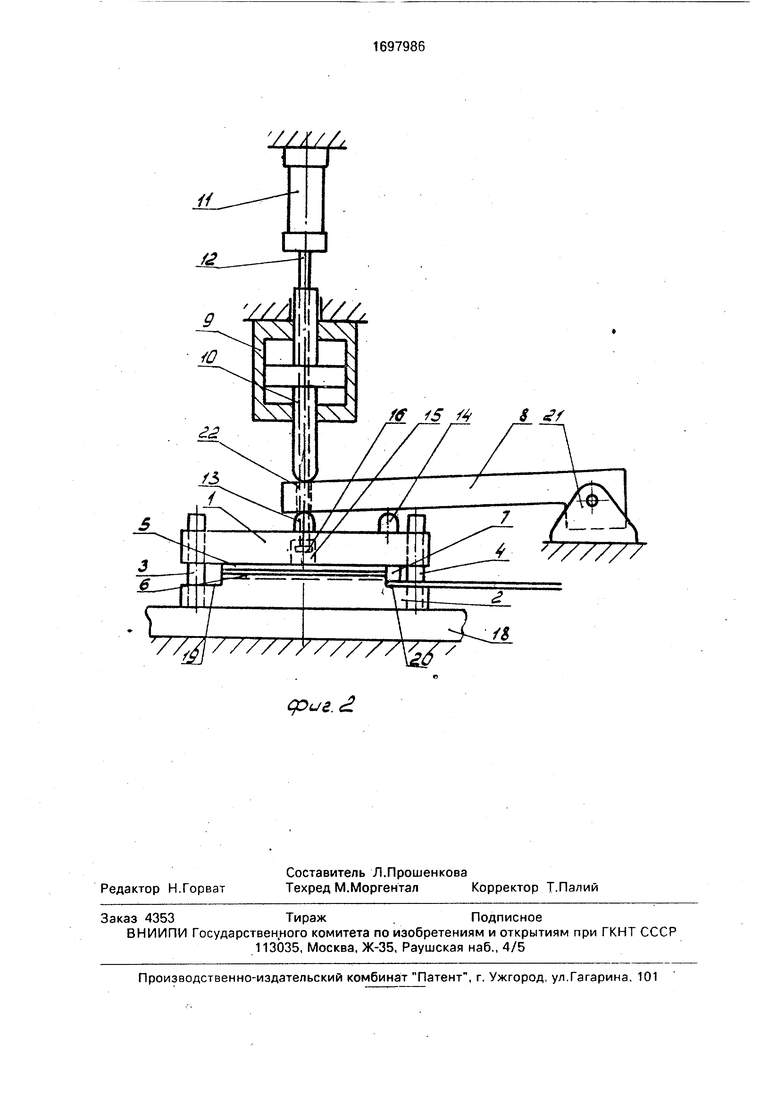
На фиг. 1 изображен штамп для отрезки и гибки деталей из полосового материала, продольный разрез одного из силовых цилиндров; на фиг. 2 - то же, в рабочем положении.
Штамп содержит верхнюю плиту 1, нижнюю плиту 2, направляющие колонки 3 и 4, гибочный пуансон 5, гибочную матрицу 6, нож 7, рычаг 8, силовой цилиндр 9 со штоком 10 и силовой цилиндр 11 со штоком 12. Сверху на верхней плите 1 установлены упоры 13 и 14, с которыми нижней плоскостью взаимодействует рычаг 8. Соосно в верхней плите 1 выполнены отверстия 15, предназначенное для прохода штока 12 силового
цилиндра 11 и для помещения и перемещения кольцевого бурта 16 штока 12. Снизу на верхней плите 1 установлен пуансон 5, предназначенный для гибки, и отрезной нож 7 для отрезки заготовки от полосы 17 материала. По концам в верхней плите 1 выполнены отверстия, которыми она надета на направляющие колонки 3 и 4. Нижняя плита 2 установлена на подштамповой плите 18. В ней закреплены направляющие колонки 3 и 4, предназначенные для направления перемещения верхней плиты 1. Сверху на нижней плите 2 установлена гибочная матрица 6. По концам на нижней плите 2 выполнены прямоугольные пазы 19 и 20. Часть нижней плиты 2, примыкающая к пазу 20, выполнена с режущей кромкой и является нижним ножом.
Рычаг 8 одним концом шарнирно установлен в проушине 21, а на другом его конце
О
ч
ч,
ч о о
выполнено отверстие 22, через которое проходит шток 12 силового цилиндра 11.
Штамп работает следующим образом.
Полоса материала 11 подается в зону обработки. Включаются силовые цилиндры 9 и 11. Штоки 10 и 12 начинают перемещаться вниз. Шток 12 освобождает верхнюю плиту 1, а шток 10 через рычаг 8 давит на упор 14. Верхняя плита 1 перемещается по направляющим колонкам 3 и 4 и отрезной нож 7 отрезает заготовку. При дальнейшем перемещении штока 10 силового цилиндра 9 вниз рычаг 8, действуя на упор 13 и перемещая верхнюю плиту 1 вниз, производит гибку детали. Силовые цилиндры 9 и 11 пе- реключаются на обратный ход. Штоки 10 и 12 перемещаются вверх. Шток 10 освобождает рычаг 8 и верхнюю плиту 1, а шток 12 перемещает верхнюю плиту 1 и поворачивает рычаг 8 в исходное положение. Затем полосовой материал 17 снова перемещается в зону обработки. Цикл повторяется,
Ф о р м у л а и з о б р е т е н и я
Штамп для отрезки и гибки деталей из полосового материала, содержащий верх- нюю плиту, закрепленные на ней гибочный пуансон и отрезной нож, нижнюю плиту с закрепленной на ней гибочной матрицей, и направляющие колонки, отличающий ///V//,
с я тем, что, с целью повышения надежности и долговечности, он снабжен двумя упорами, установленными на верхней плите, рычагом, шарнирно закрепленным посредством оси на верхней плите и двумя силовыми цилиндрами, последовательно расположенными над верхней плитой, при этом один из упоров расположен по оси симметрии верхней плиты, а ось симметрии второго упора расположена в плоскости, проходящей через боковую поверхность отрезного ножа, обращенную к боковой поверхности гибочного пуансона, конец рычага выполнен с соосным первому упору отверстием и установлен с возможностью взаимодействия с упомянутыми упорами, а ось рычага размещена выше поверхности верхней плиты, противоположной поверхности, обращенной к нижней плите, на верхней плите выполнено центральное отверстие, а силовые цилиндры расположены соосно с первым упором, шток расположенного над рычагом силового цилиндра выполнен со сквозным осевым отверстием, шток силового цилиндра, расположенного над первым силовым цилиндром, установлен соосно в упомянутых отверстиях штока первого силового цилиндра, рычага и верхней плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательно совмещенного действия | 1991 |
|
SU1794550A1 |
| Устройство для изготовления изделий из проволоки | 1986 |
|
SU1560352A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ ТИПА ШПЛИНТОВ | 2005 |
|
RU2300438C2 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1985 |
|
SU1307617A1 |
| Штамп для гибки проволоки | 1977 |
|
SU735363A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Штамп для обработки полосового и ленточного материала | 1987 |
|
SU1500414A1 |
зобретение относится к обработке металлов давлением и может быть использовано для резки полосового материала и листовой. Цель изобретения - повышение надежности и долговечности. Полоса подается в зону обработки. Включаются два силовых цилиндра, их штоки начинают перемещаться вниз. Шток второго цилиндра освобождает верхнюю плиту, а шток первого цилиндра через рычаг давит на упор, отрезной нож определяет заготовку. При дальнейшем перемещении штока первого цилиндра вниз рычаг, действуя на упор и перемещая верхнюю плиту вниз, производит гибку детали. 2 ил.
ери г. f
Г/Л
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М.: Машиностроение, 1972, с | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
