Изобретение относится к устройствам для электрошлаковой и электродуговой сварки плавящимся электродом с подачей порошкообразного присадочного материала.
Целью изобретения является повышение качества сварного шва за счет повышения равномерности подачи порошкового присадочного материала в зону сварки.
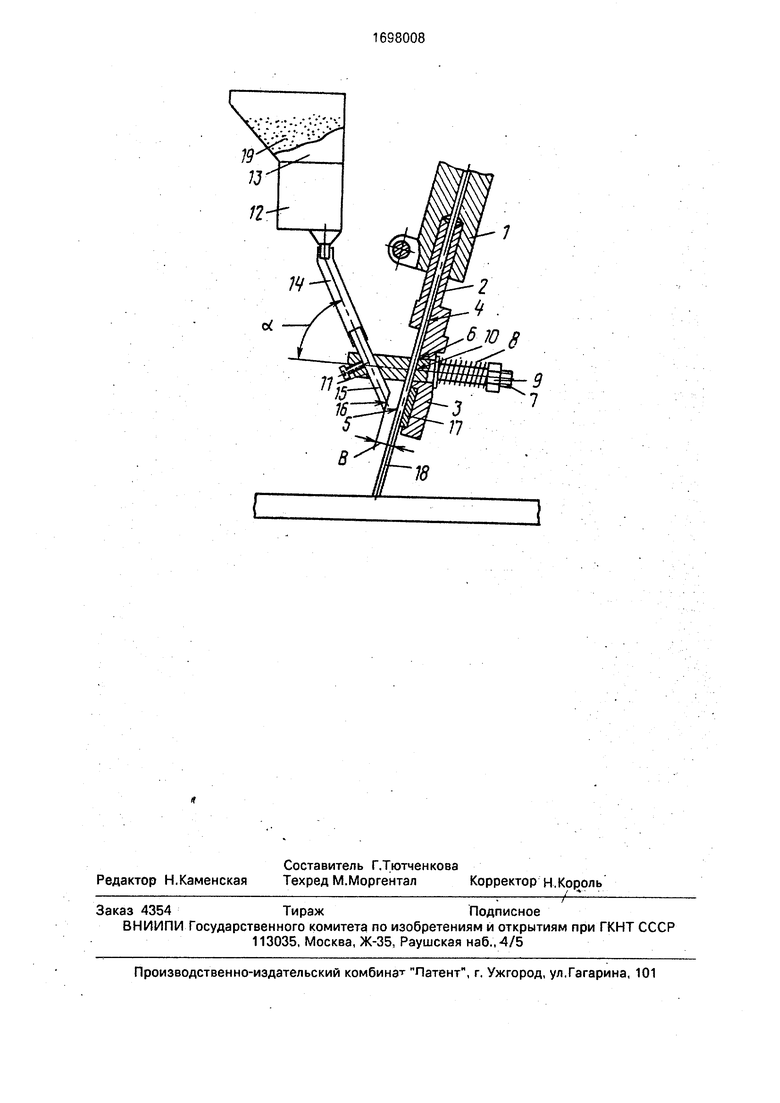
На чертеже изображено устройство для сварки, разрез.
Устройство для сварки содержит автоматическую сварочную головку 1 с закрепленным на ней мундштуком 2, состоящим из корпуса 3, выполненного в виде срезанного цилиндра с осевым отверстием 4, ось которого расположена в плоскости 5 среза цилиндра и имеет поперечное отверстие 6, в котором установлен зажимной элемент 7 с пружиной 8 и гайкой 9, Зажимной элемент 7 выполнен с отверстием 10, ось которого расположена в плоскости 5. и дополнительным отверстием 11, ось которого расположена под углом а, равным 50-7Сг, к оси зажимного элемента 7. Устройство снабжено также дозатором 12 с бункером 13 и трубопроводом 14, соединенным с патрубком 15 из немагнитного материала, который установлен в отверстии 11. Конец патрубка 15 выполнен со скосом 16, причем плоскость скоса 16 патрубка 15 параллельна плоскости 5 среза корпуса 3 и расположена от него на расстоянии В. равном 5-10 мм. Корпус 3 снабжен вкладышем 17, закрепленным в плоскости 5
ON Ю 00 О О 00
корпуса 3. Сварочная проволока 18 предварительно устанавливается таким образом, что она проходит через сварочную головку 1, отверстие 4 мундштука 2, отверстие 10 зажимного элемента 7 и плоскость 5. Дозатор 12 и бункер 13 предварительно заполняются порошковым материалом 19.
Устройство работает следующим обра зом.
Автоматическая сварочная головка 1 подает сварочную проволоку 18 через отверстие 4 мундштука 2, отверстие 10 зажимного элемента 7, плоскость 5, в зону сварки. При этом сварочный ток от автоматической сварочной головки 1 подается через корпус 3 мундштука 2, вкладыш 17, к сварочной проволоке 18идалеекзонесвар- ки. Прижим сварочной проволоки 18 к вкладышу 17 обеспечивается зажимным элементом 7. Регулировка прижима обеспечивается пружиной 8 и гайкой 9. Порошковый присадочный материал 19 из бункера 13 через дозатор 12, трубопровод 14, патрубок
15подается на плоскость 5 вкладыша 17, установленного йа корпусе 3. При этом скос
16патрубка 15 расположен на расстоянии 5-10 мм, что обеспечивает свободный проход порошкового материала 19 в зону сварки и исключает произвольное просыпание его. Прилипание порошкового присадочного материала 1 к поверхности корпуса 3 и сварочной проволоке обеспечивается за )
счет электромагнитных сил сварочного тока. Угол а., равный 50-70°, т.е. угол наклона оси патрубка 15 по отношению к оси зажимного элемента 7, выбран экспериментально
и обеспечивает равномерную подачу порошкового присадочного материала на плоскость 5 корпуса 3 мундштука 2 без зависания и без чрезмерного ускорения за счет сил притяжения.
Устройство для сварки плавлением позволяет повысить точность дозирования порошкового материала.
Формула изобретения
Устройство для сварки плавлением, содержащее патрубок для подачи порошкового присадочного материала, расположенный под углом к оси мундштука для подачи присадочной проволоки, отличающееся
тем, что, с целью повышения равномерности подачи порошкового присадочного материала путем уменьшения его гцзосыпания вне зоны сварки, мундштук выполнен с полуцилиндрическим срезом на рабочей части
для проволоки, торец патрубка установлен параллельно плоскости срезы мундштука, при этом мундштук оснащен зажимным элементом для фиксации патрубка на расстоянии от 5 до 10 мм от плоскости среза мундштука
и под углом от 50 до 70° к оси зажимного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Сварочное устройство | 1990 |
|
SU1738535A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ В ЗОНУ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2202452C1 |
| Конструкция стыка для сварки с остающейся накладкой | 1981 |
|
SU977127A2 |
Изобретение относится к устройствам для электрошлаковой и электродуговой сварки плавящимся электродом с подачей порошкообразного присадочного материала и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества сварного шва за счет повышения равномерности подачи порошкового присадочного материала в зону сварки. Устройство содержит сварочную головку 1 с закрепленным на ней мундштуком 2, состоящим из корпуса 3, выполненного в виде срезанного цилиндра с осевым отверстием 4, ось которого расположена в плоскости 5 среза цилиндра и имеет поперечное отверстие 6, в котором установлен зажимной элемент 7 с пружиной 8 и гайкой 9. Зажимной элемент 7 имеет отверстие 10, ось которого расположена под углом, выбираемым в пределах от 50 до 70° к оси зажимного элемента 7. Устройство снабжено также дозатором 12 с бункером 13 и трубопроводом 14, соединенным с патрубком 15. Конец патрубка 15 имеет скос 16, причем плоскость скоса параллельна плоскости 5 среза конуса 3 и расположена от него на расстоянии, выбираемом в пределах от 5 до 10 мм. Изобретение позволяет исключить просыпание порошкового присадочного материала вне зоны сварки и улучшить формирование шва. 1 ил. Ё
| Способ электродуговой сварки | 1971 |
|
SU443550A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат для сварки плавлением | 1974 |
|
SU437343A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
