Изобретение относится к литейному производству и металлургии, в частности к устройствам для разливки жидкого металла.
Известно устройство для разливки металла, содержащее емкость, канал, гидравлически соединенный с емкостью в ее донной части, индуктор, охватывающий канал, и электромагнит, между полюсами которого размещена нижняя полость канала со сливным металлопроводом.
Недостатком известного устройства являются низкие эффективность и надежность, обусловленные процессами остановки потока, когда происходит расщепление струи на участке создания электромагнитных сил и протекание металла в виде отдельных струй и капель.
Цель изобретения - повышение эффективности и надежности.
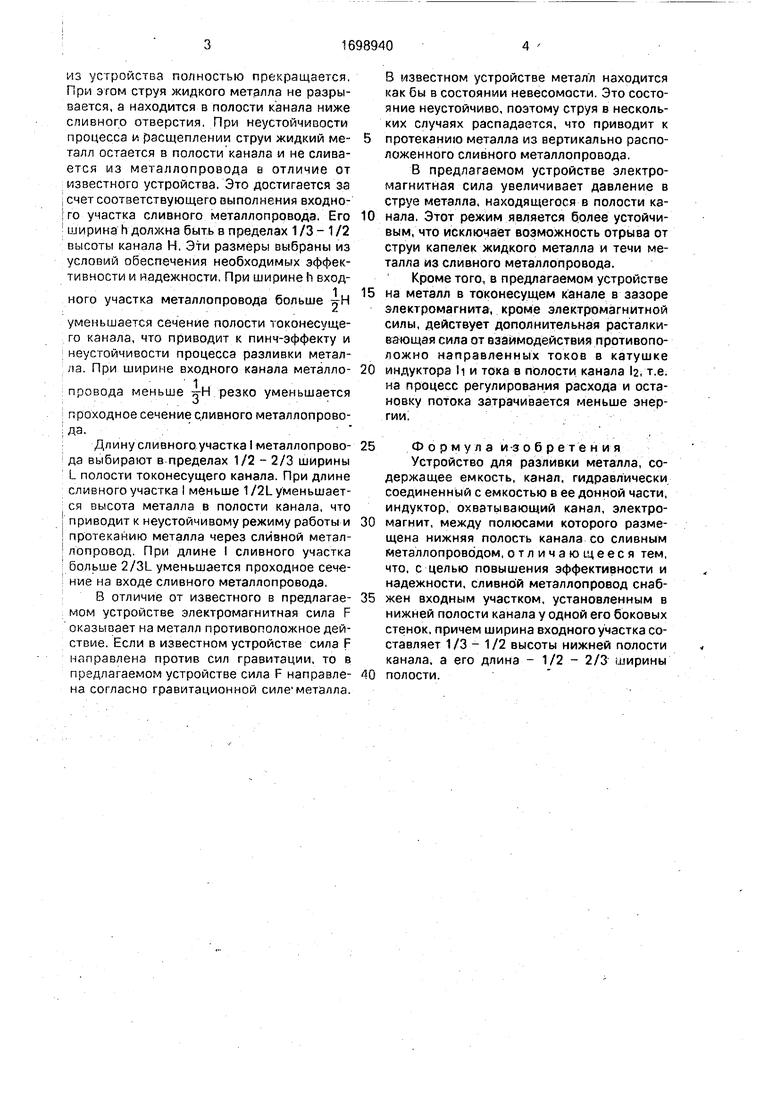
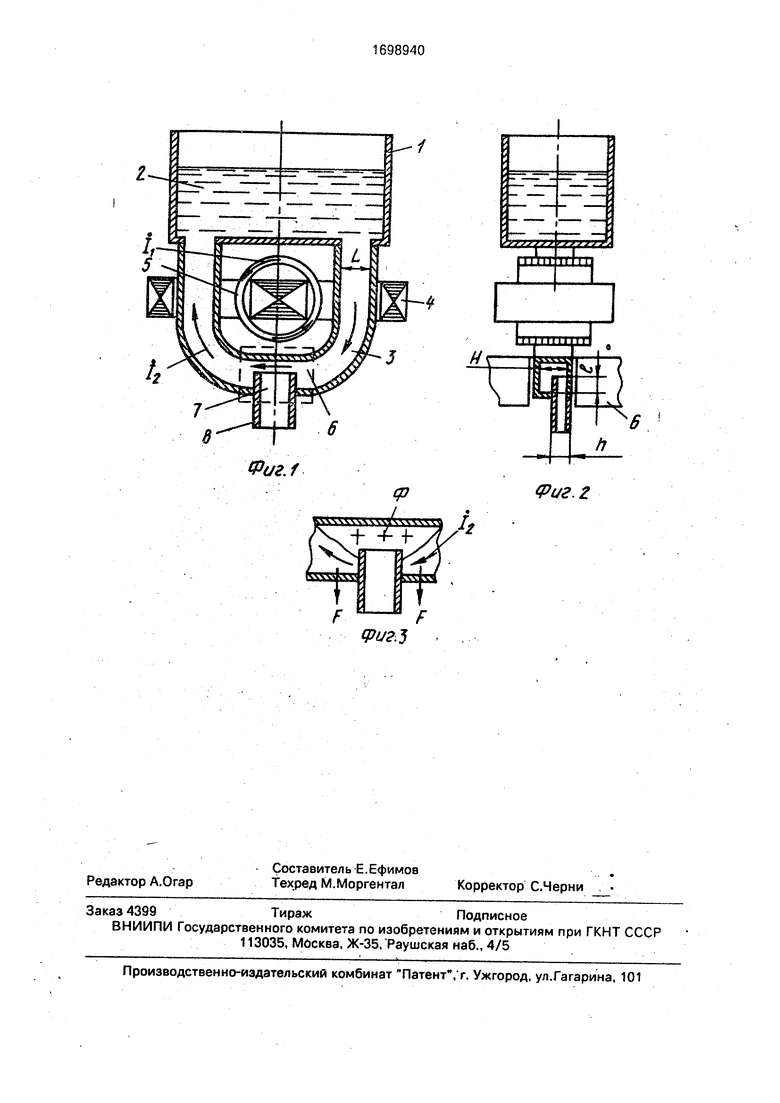
На фиг. 1 приведено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - участок токонесущего канала, где происходит воздействие на жидкий металл электромагнитных сил.
Устройство состоит из емкости 1 с металлом 2. К днищу емкости прикреплена индукционная единица с одновитковым
токонесущим каналом 3, охватываемым индуктором Ас катушкой5 питания В нижней части токонесущий канал проходит в зазоре электромагнита 6. На этом участке в полости токонесущего канала у одной из боковых его стенок выполнен входной участок 7 сливного металломровода 8.
Устройство работает следующим образом.
При наличии в емкости жидкого металла вокруг индуктора образуется короткозамк- нутый виток, в котором создается индуктором электрический ток la. При включении электромагнита в его зазоре создается магнитное поле Ф . В результате взаимодействия электрического тока 2 в полости токонесущего канала с магнитным полем Ф создаются электромагнитные силы F, которые отталкивают жидкий металл от верхней стенки токонесущего канала. При изменении величины тока и магнитного поля изменяется электромагнитная сила и, соответственно, расход металла через сливной металлолровод. При определенной величине тока и магнитного поля уровень металла становится ниже сливного отверстия металлопровода и истечение металла
ON О 00
О
&
из устройства полностью прекращается. При этом струя жидкого металла не разрывается, а находится в полости канала ниже сливного отверстия, При неустойчивости процесса и расщеплении струи жидкий металл остается в полости канала и не сливается из металлопровода в отличие от известного устройства. Это достигается за счет соответствующего выполнения входного участка сливного металлопровода. Его ширина h должна быть в пределах 1/3-1/2 высоты канала Н. Эти размеры выбраны из условий обеспечения необходимых эффективности и надежности. При ширине h вход1ного участка металлопровода больше Н
уменьшается сечение полости токонесущего канала, что приводит к пинч-эффекту и неустойчивости процесса разливки металла. При ширине входного канала металлопровода меньше к-Н резко уменьшается
проходное сечение сливного металлопровода.
Длину сливного участка I металлопровода выбирают в пределах 1/2 - 2/3 ширины L полости токонесущего канала. При длине сливного участка 1 меньше 1 /2L уменьшается высота металла в полости канала, что приводит к неустойчивому режиму работы и протеканию металла через слйаной метал- лопровод При длине сливного участка больше 2/3L уменьшается проходное сечение на входе сливного металлопровода.
В отличие от известного в предлагаемом устройстве электромагнитная сила F оказывает на металл противоположное действие. Если в известном устройстве сила F направлена против сил гравитации, то в предлагаемом устройстве сила F направлена согласно гравитационной силе металла.
В известном устройстве металл находится как бы в состоянии невесомости. Это состояние неустойчиво, поэтому струя в нескольких случаях распадается, что приводит к
протеканию металла из вертикально расположенного сливного металлопровода.
В предлагаемом устройстве электромагнитная сила увеличивает давление в струе металла, находящегося в полости канала. Этот режим является более устойчивым, что исключает возможность отрыва от струи капелек жидкого металла и течи металла из сливного металлопровода.
Кроме того, в предлагаемом устройстве
на металл в токонесущем канале в зазоре электромагнита, кроме электромагнитной силы, действует дополнительная расталкивающая сила от взаимодействия противоположно направленных токов в катушке
индуктора И и тока в полости канала 2, т.е. на процесс регулирования расхода и остановку потока затрачивается меньше энергии.
Формула изобретения
Устройство для разливки металла, содержащее емкость, канал, гидравлически соединенный с емкостью в ее донной части, индуктор, охватывающий канал, электромагнит, между полюсами которого размещена нижняя полость канала со сливным металлопроводом, отличающееся тем, что, с целью повышения эффективности и надежности, сливной металлопровод снабжен входным участком, установленным в нижней полости канала у одной его боковых стенок, причем ширина входного участка составляет 1/3 - 1/2 высоты нижней полости канала, а его длина - 1/2 - 2/3 ширины
полости.
/
8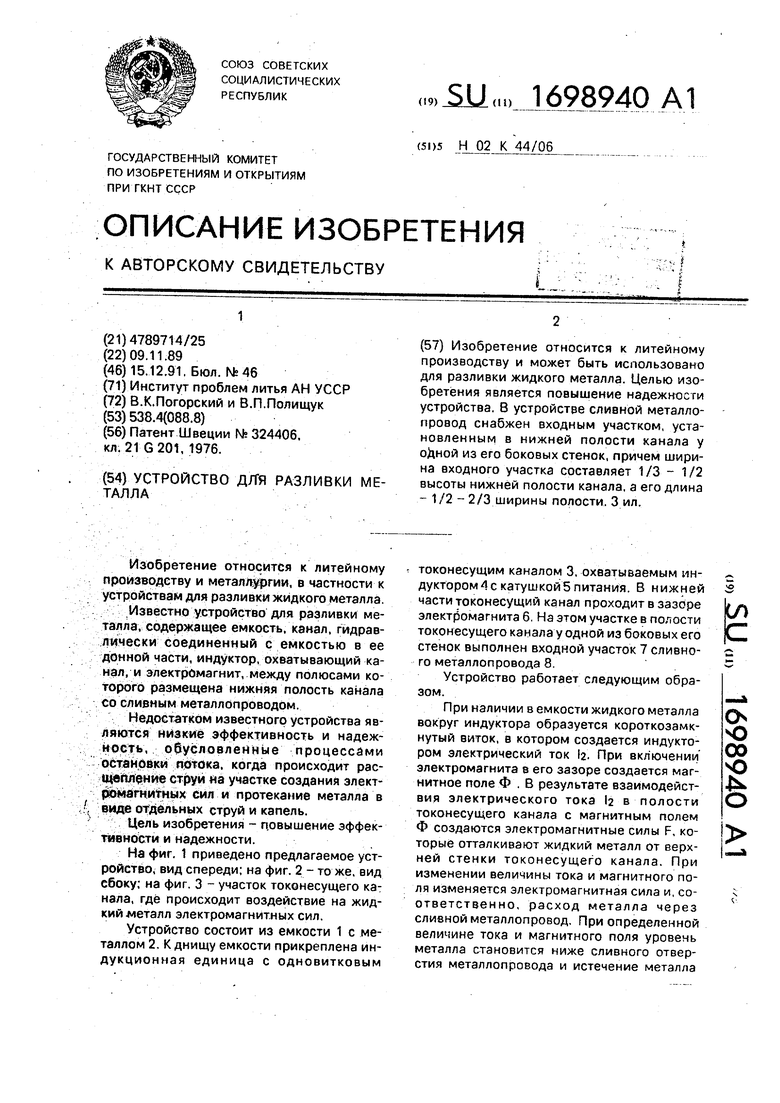
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Устройство для оплавки и разливки металла | 1975 |
|
SU621463A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
Изобретение относится к литейному производству и может быть использовано для разливки жидкого металла. Целью изобретения является повышение надежности устройства. В устройстве сливной металло- провод снабжен входным участком, установленным в нижней полости канала у одной из его боковых стенок, причем ширина входного участка составляет 1/3 - 1/2 высоты нижней полости канала, а его длина - 1/2 -2/3 ширины полости. 3 ил.
Фиг.1
Фиг. г
ФигЗ
| ВОЗДУХООЧИСТИТЕЛЬ | 0 |
|
SU324406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
