Изобретение относится к оборудованию для многослойного нанесения покрытий на листовой материал и может быть использовано в машиностроении и других отраслях промышленное™.
Цель изобретения - повышение производительности путем обеспечения непрерывного цикла работы загрузочного и разгрузочного устройств и одновременно уменьшение занимаемых производственных площадей.
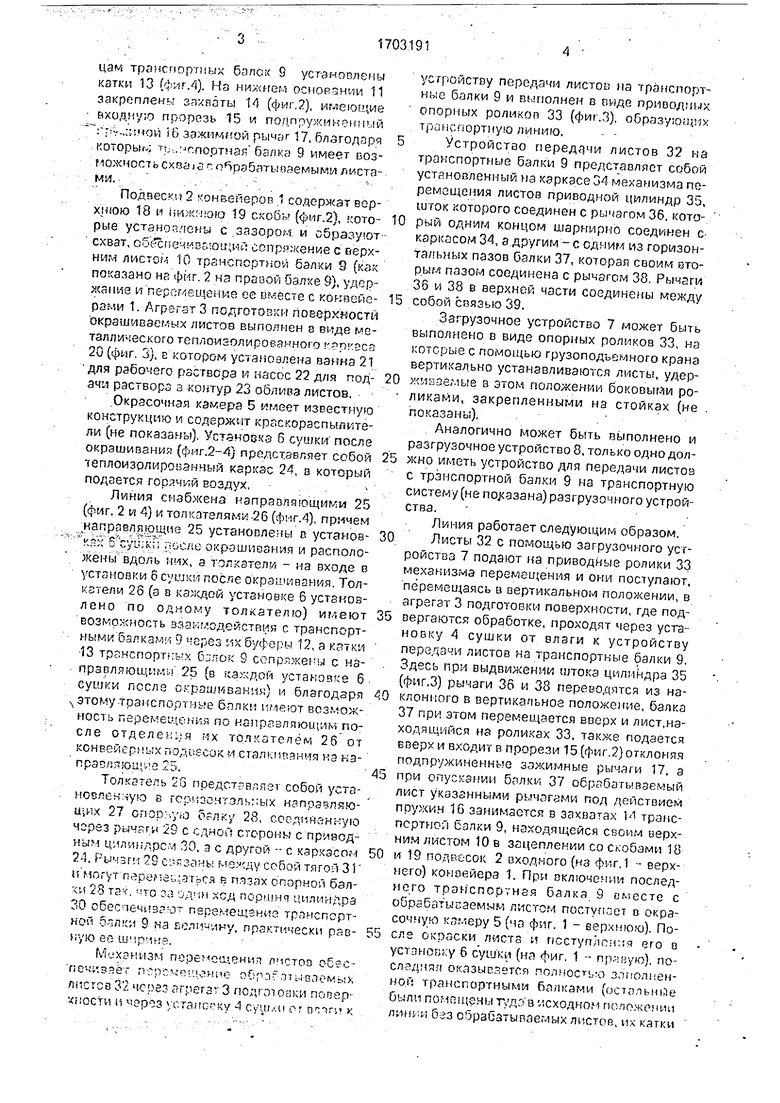
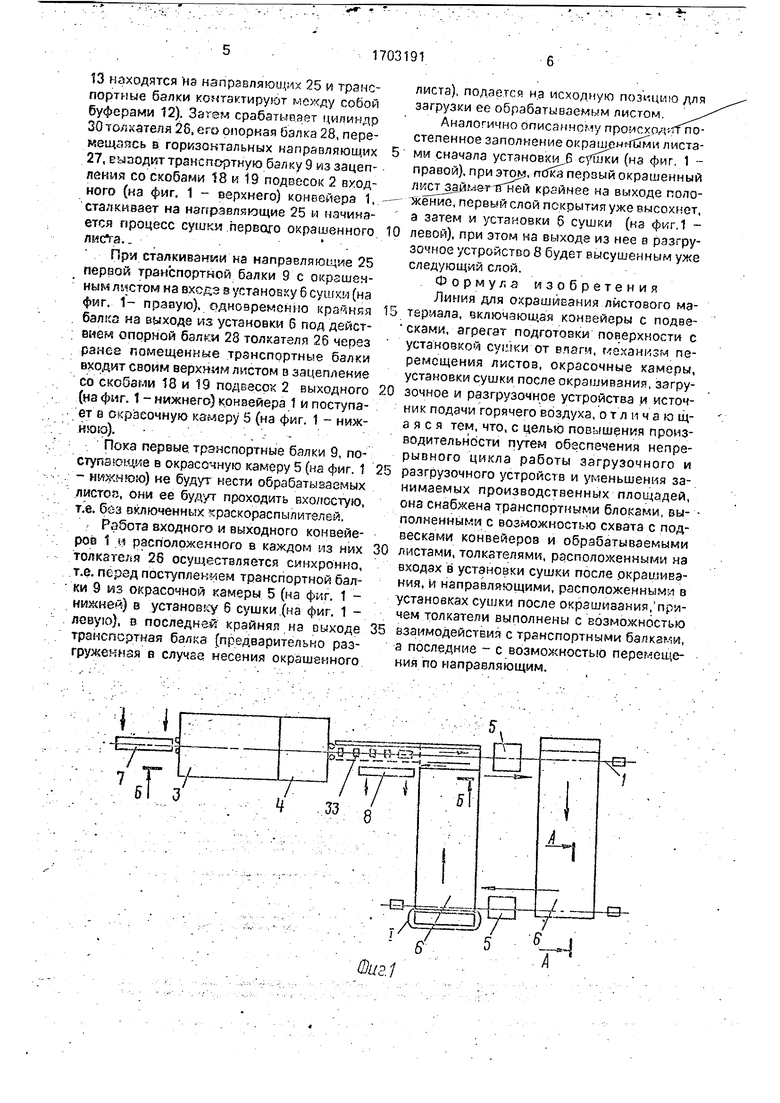
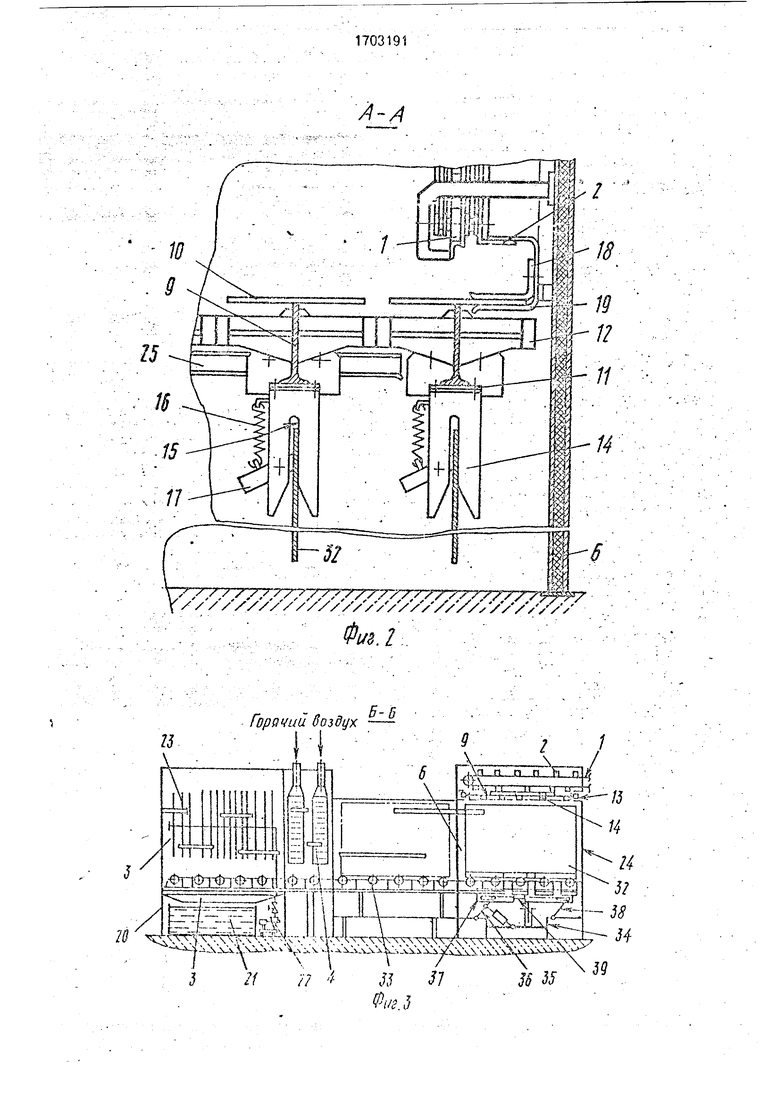
На фиг. 1 схематично изображена линия для окрашивания листового материала; на фиг. 2 - разрез А-А нз фиг. 1, т.е. связь транспортной балки с конвейером и обрабатываемым листом; на фиг. 3 - разрез G-Б на фиг. 1; на фиг. 4 -узел { нз фиг. 1.
Линия для окрашиоаиия листового материала содержит два конвейера 1, один из которых входной (нз фиг. ) -. верхний).. другой - выходной (на фиг. 1 - нижний), имеющие противоположное направление движения (на фиг. 1 показано стрелками) с подзесками 2 (фиг.2), агрегат 3 подготовки поверхности (фиг. 1 и 3), установку 4 сушки от влаги после подготовки поверхности (фиг.З), окрасочные камеры 5 (на фиг. 1 показаны две окрасочные камеры, одна из которых верхняя, а другая - нижняя), установки 6 сушки после окрашивания (фкг.З и 1), загрузочное 7 и разгрузочное 8 устройства и источник подачи горячего воздуха (не показан), используемого для сушки. Линия снабжена транспортными бал- кзми 9 (фиг.2), каждая из которых пред- стазляет србой металлоконструкцию, включающую верхний лист 10, нижнее основание 11 и буферы 12, которыми они взаимодействуют между собой в процессы работы и гасят возникающие удары. По конш д
nse&
цам транспортных балок 9 установлены катки 13 (фиг.4). На нижнем основании 11 закреплены захваты 14 (фиг,2). имеющие
входную прорезь 15 и подпружиненный rpv-синай 16 зажимной рычаг 17, благодаря .которые; н.-,.:- спортнэя балка 9 имеет возможность схвгча с оврзбгтгиоаемыми листаМИ,- .. . - . . .
Подвески 2 конвейеров .1 содержат верхнюю 18 и нижнюю 19 скобы (фиг.2), которые установлены с .зазором, и образуют- схват, с5 спечм8оюц;мй сопряжение с верх- ним листог 10 транспортной балки 9 (как показано не фиг. 2 на правой балке 9), удержание и перемещение ее вместе с конвейерами 1. Агрегат 3 подготовки поверхности окрашиваемых листов выполнен s виде металлического теплоизолироеанного каркаса 20 (фиг. 3), в котором установлена ванна 21
для рабочего раствора и насос 22 для подачи раствора з контур 23 обливз листов.
Окрасочная камера 5 имеет известную конструкцию и содержит краскораспылители (не показаны). Установка 6 сушки после окрашивания (фиг.2-4} представляет собой теплоизрлировзнный каркас 24, в который подается горячки воздух, . .
Линия снабжена направляющими 25 (фиг. 2 и 4) и толкателями-26 (фиг.4), причем направляющие 25 установлены с устаиов- кис 6r cyd;k;V после окрашивания и расположены вдоль них, а толкатели - на входе в установки 6 сушки после окрашивания. Толкатели 26 (э в каждой установке 6 установлено по одному толкателю) имеют возможность ззакглодействмя с транспортными бзлкзмм 9 через их буферы 12, а катки 13 транспортных балок 9 сопряжены с нзправляющмми 25 {в каждой установ ;е 6 сушки после окрашивании) и благодаря
этому-транспортные бллкм имеют возможность перемещения по направляющим после отделения мх толкателем 26 от конвейерных подоесок и сталкивания на нэ- прайляющ е 25.
Толкатель 25 поедстзвляэт собой установленную в горизонтальных направляющих 27 спор:-,ую лк/ 28, соединенную через рычяг.и 29 с сдноП стороны с привод- ным цилиндром 30. э с другой - с каркасом 24. Рычзп-г 29 связаны между собой тягой 3 Г н могут перемещаться в пазах опорной бзл- 28 та. ;то эа один ход поршнч цилиндра 30 обеспечивают перемещение транспортной балки 9 на Ееличину, практически равную ее ширине.
Механизм перемещении лчстоз обес- печизяёт .r. обрз зтыоземых лпсгое 32 через агрегат 3 подготовки пооер- хности п чероз усгапсску 4 суш/.и or nmn к
устройству передачи листов на транспортные балки 9 и выполнен в виде приводных опорных роликов 33 (фиг.З), образующих транспортную линию.- - .
Устройство передачи листов 32 на транспортные балки 9 представляет собой установленный на каркасе 34 механизма перемещения листов приводной цилиндр 35, шток которого соединен с рычагом 36. кото-..
0 рый одним концом шарнирно соединен с- каркасом 34, а.другим -с одним из горизонтальных пазов балки 37, которая своим вторым пазом соединена с рычагом 38. Рычаги
36 и 38 в верхней части соединены между 5 собой связью 39.
Загрузочное устройство 7 может быть
выполнено в виде опорных роликов 33, на
которые с помощью грузоподъемного крана
вертикально устанавливаются листы, удер0 жиеземые з этом положении боковыми ро- ликами, закрепленными на стойках (не
показаны),.
Аналогично может быть выполнено и разгрузочное устройство 8, только одно дол- 5 жно иметь устройство для передачи листов с транспортной балки 9 на транспортную систему (не показана) разгрузочного устройства.
Линия работает следующим образом, 0 Листы 32 с помощью загрузочного устройства 7 подают на приводные ролики 33 механизма перемещения и они поступают, перемещаясь в вертикальном положении, в агрегат 3 подготовки поверхности, где под- 5 вергаются обработке, проходят через установку А сушки от влаги к устройству передачи листов на транспортные балки 9, . Здесь при выдвижении штока цилиндра 35 (фиг.З) рычаги 36 и 38 переводятся из нз- 0 клож-юго в вертикальное положение, балка
37 при этом перемещается вверх и лист,находящийся на роликах 33, также подается вверх и входит в прорези 15 (фиг.2} отклоняя подпружиненные зажимные рычаги 17, з
5 при опускании балки 37 обрабатываемый лист указанными рычагами под действием пружин 16 занимается в захгзатах М транспортной балки 9, находящейся своим верхним листом 10 в зацеплении со скобами 18
0 и 19 подвесок 2 входного (из фиг. 1 - верхнего) конвейера 1. При включении последнего транспортная балка 9 смеете с обрабатываемым листом поступает в окрасочную камеру 5 (на фиг. 1 - верхнюю). По5 еле окраски листа и поступления его о установку 6 сушки (на фиг. 1 -- правую), последняя оказывается полностью заполненной транспортными балками (остальные были помещены туда в исходном положении линяи бзз обрабатываемых листов, их катки
13 находятся на направляющих 25 и транспортные балки контактируют между собой буферами 12). Затем срабатывает цилиндр 30 толкателя 26. его опорная балка 28, перемещаясь в горизонтальных направляющих 27, ЕЫЗОДИТтранспортную балку 9 из зацепления со скобами 18 и 19 подвесок 2 входного (на фиг. 1 - верхнего) конвейера 1, сталкивает на направляющие 25 м начинается процесс сушки первого окрашенного лисЛга. „ .
При сталкивании на направляющие 25 первой транспортной балки 9с окрашенным листом на входз в установку б сушки (на фиг. 1- правую), одновременно крайняя балкз на выходе из установки 6 под действием опорной балки 28 толкателя 26 через ранее помещенные транспортные балки входит своим верхним листом в зацепление со скобами 18 и 19 подвесок 2 выходного (на фиг. 1 - нижнего) конвейера 1 и поступает в окрасочную камеру 5 (на фиг. 1 - нижнюю).
Пока первые, транспортные балки 9, поступающие в окрасочную камеру 5 (на фиг. 1 - нижнюю) не будут нести обрабатываемых листе а, они ее будут проходить вхолостую, т.е. без включенных краскораспылителей.
Работа входного и выходного конвейеров 1 fi расположенного в каждом из них толкателя 26 осуществляется синхронно, т.е. перед поступлением транспортной балки 9 из окрасочной камеры 5 (на фиг. 1 - нижней) в установку 6 сушки (на фиг. 1 - левую), в последней крайняя на выходе транспортная балка (предварительно разгруженная в случае несения окрашенного
правой), при этом, пота первый окрашенный лкст займегтГней крайнее на выходе пололиста), подается на исходную позицию для загрузки ее обрабатываемым листом.
Аналогично описанному про и с ход yifпостепенное заполнение окрашенной листами сначала установки сушки (на фиг. 1 1ЭТОМ
tTHet;
жение, первый слой покрытия уже высохнет, а затем и установки 6 сушки (кз фиг, 1 левой), при этом на выходе из нее в разгрузочное устройство 8 будет высушенным уже следующий слой.
Формула изобретения Линия для окрашивания листового материала, включающая конвейеры с подве- сками, агрегат подготовки поверхности с установкой сушки от влаги, механизм перемещения листов, окрасочные камеры, установки сушки после окрашивания, загрузочное и разгрузочное устройства и источник подачи горячего воздуха, о т л и ч а ю щ- а я с я тем, что, с целью повышения производительности путем обеспечения непрерывного цикла работы загрузочного и
разгрузочного устройств и уменьшения занимаемых производственных площадей, она снабжена транспортными блоками, выполненными с возможностью схвата с подвесками конвейеров и обрабатываемыми
листами, толкателями, расположенными на входах в установки сушки после окрашивания, и направляющими, расположенными в установках сушки после окрашивания, причем толкатели выполнены с возможностью
взаимодействия с транспортными балками, а последние - с возможностью перемещения по направляющим.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| Установка для сушки изделий | 1975 |
|
SU663993A1 |
| СПОСОБ ЗАЩИТНОГО ОКРАШИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2178732C1 |
| ЛИНИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2017545C1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Установка для сушки кож | 1987 |
|
SU1437651A1 |
| Транспортная система автоматической линии | 1980 |
|
SU897475A1 |
| Линия окрашивания изделий | 1988 |
|
SU1577867A1 |

Изобретение относится к оборудованию для многослойного нанесения покрытий на листовой материал и может быть использовано в машиностроении и других отраслях промышленности. Цель изобретения - повышение производительности и уменьшение занимаемых производственных площадей. Для этого линия снабжена транспортными балками, толкателями и направляющими. Транспортные бзлхи выполнены с возможностью схвата с подвесками конвейеров и обрабатываемыми листами. Тол-- катели расположены на входах в установки сушки после окрашивания. Направляющие расположены в установках сушки после окрашивания, причем толкатели выполнены с возможностью взаимодействия с транспор- . тнымн балками, а последние - с возможностью перемещения по направляющим. 4 ил.
Горячий воздух --
я.|s
1
s
Ni
4v
1 §
58
| Поточная линия для нанесения многослойных покрытий | 1975 |
|
SU564010A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
