Изобретение относится к станкостроению, в частности предназначено для поопе- рационной дообработки деталей комплектом инструментов, размещенных по принадлежности на шпиндельных коробках.
Целью изобретения является расширение технологических возможностей комп-. яекса путем расширения номенклатуры обрабатываемых деталей за счет увеличения в накопителях количества сменных шпиндельных коробок.
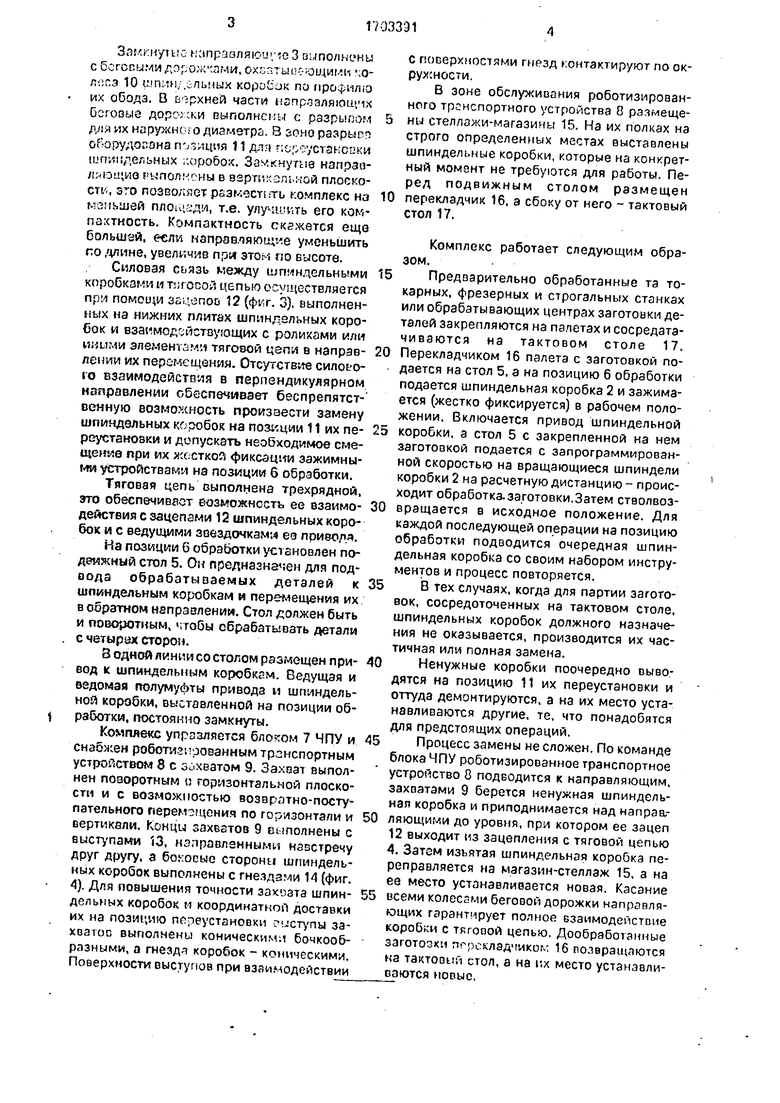
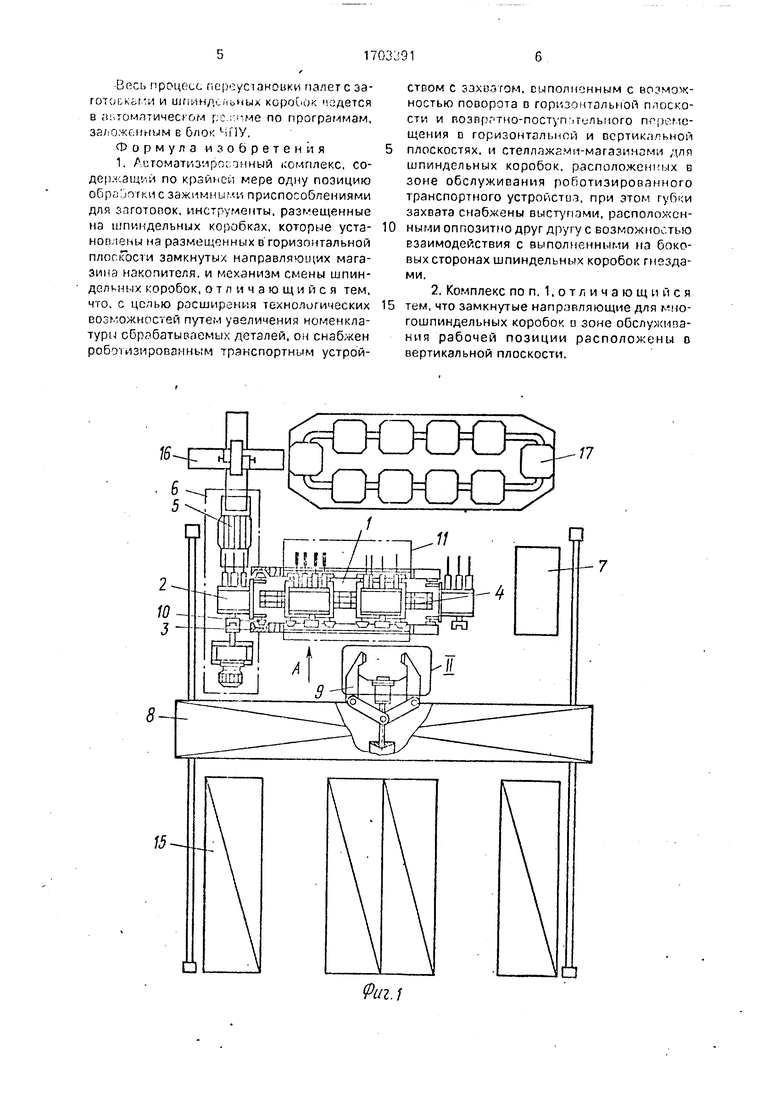
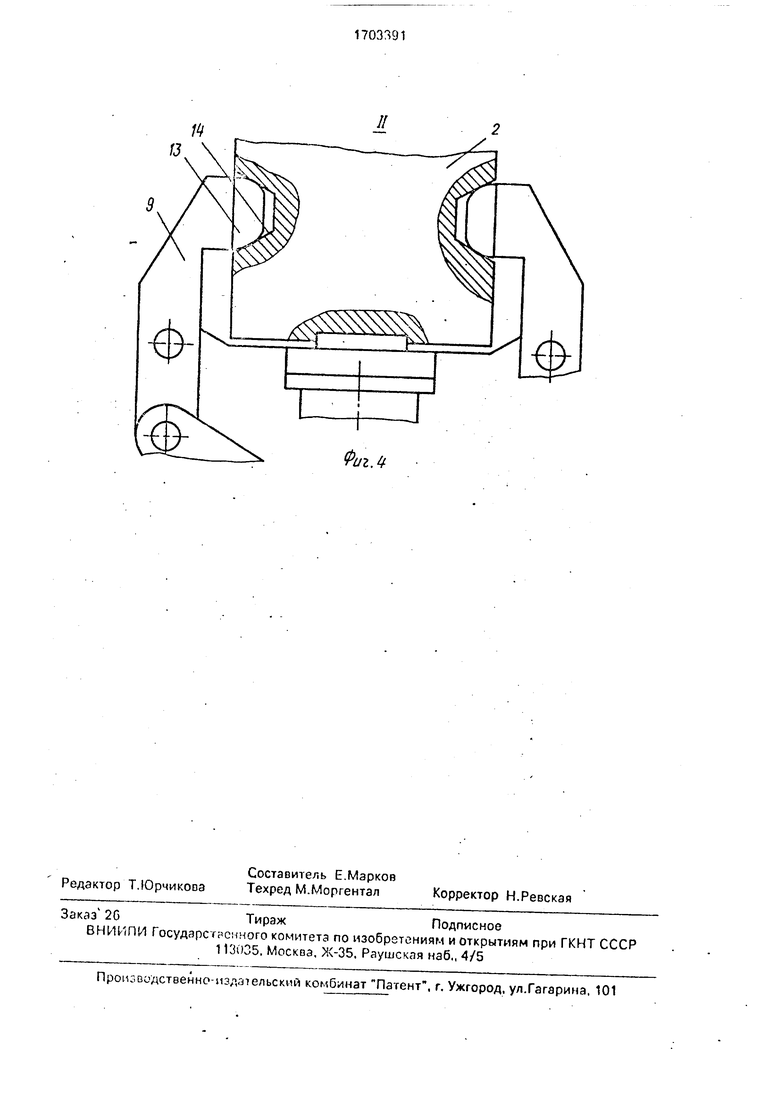
На фиг. 1 показон эотомзтизировэнный комплекс о плане; на фиг. 2 - вид А на фиг. 1: на фиг. 3 - узел I на фиг, 2: н.п ч-иг. А - узел II на фиг. 1.
Автоматизированный комплекс состоит из следующих основных элементов: магазина 1 шпиндельных коробок 2, устанавливаемых на размещенных в горизонтальной плоскости замкнутых направляющих 3 и связанных между собой в единый конвейер через тяговую цепь 4, привода шпиндельных коробок и подвижного стола 5, размещенных на позиции б обработки деталей, блока 7 ЧПУ комплексом и роботизпрооан- ного транспортного устройстал 8 с захватом 9.
Шпиндельные коробки оснащены колесами 10. что позволяет сущестпенно уменьшить усилие на тягооой цепи при их перемещении к позиции обработки и от нее.
X О
СА СО Ю
Замкнутые- направляющее 3 выполнены с беговыми дорожками, ох2зтьш-:-ющими колеса 10 ишми/.ильных короток по профилю их обода. В С эрхней части направляющих бсгозые выполнены с разрывом для их наружного диаметра. 8 зоне разрыт оборудована позиция 11 для псреустэнсоки шпиндельных коробок. Замкнутые направляющие РЫПОЛКСНЫ в вертикальной плоскости, зго позволяет рззмесплгь комплекс на меньшей площади, т.е. улучшить его компактность. Компактность скажется еще большей, если направляющие уменьшить по длине, увеличив при этом по высоте.
Силовая сьязь между шпиндельными коробками и теговой цепью осуществляется при помощи зацепов 12 (фиг. 3), выполненных на нижних плитах шпиндельных коробок и взаимодействующих с роликами или элементами тяговой цепи в направлении их перемещения. Отсутствие силоео- го взаимодействия в перпендикулярном направлении обеспечивает беспрепятст- венную возможность произвести замену шпиндельных коробок «а позиции 11 их переустановки и допускать необходимое смещение при их жесткой фиксации зажимными устройствами на позиции 6 обработки.
Тяговая цепь выполнена трехрядной, это обеспечивает возможность ее взаимодействия с зацепами 12 шпиндельных коробок и с ведущими звездочками еа приводя. На позиции 6 обработки установлен по- демжный стол 5. Он предназначен для под- сода обрабатываемых деталей к шпиндельным коробкам и перемещения их в обратном направлении. Стол должен быть и поворотным, чтобы обрабатывать детали . с четырех сторон.
8 одной линии со столом размещен привод к шпиндельным коробкам. Ведущая и ведомая полумуфты привода и шпиндельной коробки, выставленной на позиции об- работки, постоянно замкнуты.
Комплекс управляется блоком 7 ЧПУ и снабжен роботизированным транспортным устройством 8 с захватом 9. Захват выполнен поворотным и горизонтальной плоскости и с возможностью возвратно-поступательного перемещения по горизонтали и вертикали. Концы захватов 9 выполнены с выступами 13, направленными навстречу друг другу, а боковые стороны шпиндельных коробок выполнены с гнездами 14 (фиг. 4). Для повышения точности захоата шпиндельных коробок и координатной доставки их на позицию переустановки оиступы за- хватоо выполнены коническими бочкообразными, а гнезда коробок - коническими. Поверхности выступов при взаимодействии
С поперхностями гнезд контактируют по окружности,
В зоне обслуживания роботизированного транспортного устройства 8 размещени стеллажи-магазины 15. На их полках на строго определенных местах выставлены шпиндельные коробки, которые на конкретный момент не требуются для работы. Перед подвижным столом размещен
перекладчик 16, а сбоку от него - тактовый стол 17.
Комплекс работает следующим образом.
Предварительно обработанные та токарных, фрезерных и строгальных станках или обрабатывающих центрах заготовки деталей закрепляются на налетах и сосредата- чивзются на тактовом столе 17.
Перекладчиком 16 палета с заготовкой подается на стол 5, а на позицию 6 обработки подается шпиндельная коробка 2 и зажимается (жестко фиксируется) в рабочем положении. Включается привод шпиндельной
коробки, а стол 5 с закрепленной на нем заготовкой подается с запрограммированной скоростью на вращающиеся шпиндели коробки 2 на расчетную дистанцию - происходит обработка, заготовки.Затем стволвозвращается в исходное положение. Для каждой последующей операции на позицию обработки подводится очередная шпиндельная коробка со своим набором инструментов и процесс повторяется.
В тех случаях, когда для партии заготовок, сосредоточенных на тактовом столе, шпиндельных коробок должного назначения не оказывается, производится их частичная или полная замена.
Ненужные коробки поочередно выводятся на позицию 11 их переустановки и оттуда демонтируются, а на их место устанавливаются другие, те, что понадобятся для предстоящих операций.
Процесс замены не сложен. По команде блока ЧПУ роботизированное транспортное устройство 8 подводится к направляющим, захватами 9 берется ненужная шпиндельная коробка и приподнимается над напран,ляющими до уровня, при котором ее зацеп 12 выходит лз зацепления с тяговой цепью 4. Затем изьятая шпиндельная коробка переправляется на магазин-стеллаж 15, а на ее место устанавливается новая. Касание
всеми колесами беговой дорожки направляющих гарантирует полное взаимодействие коробки с тягооой цепью. Дообработанные ззготозки перекладчиком 16 полвращаются на тактовый стол, а на их место устанавливаются новые.
Весь процесс переустановки налет с заготовками и шпиндельных коровок издется в автоматическом ре. no программам, заложенным в блок ЧПУ.
Формула изобретения 1. Автоматизированный комплекс, содержащей по крайней мере одну позицию обработки с зажимными приспособлениями для заготопок, инструменты, размещенные на шпиндельных коробках, которые установлены на размещенных в горизонтальной плоскости замкнутых направляющих магазина накопителя, и механизм смены шпиндельных коробок, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры обрабатываемых деталей, он снабжен роботизированным транспортным устройством с захватом, выполненным с возможностью поворота о горизонтальной плоскости и возврртно-поступ-.тилыюго перемещения с горизонтальной и вертикальной
плоскостях, и стеллажами-магазинами для шпиндельных коробок, расположенных в зоне обслуживания роботизированного транспортного устройства, при этом губки захвата снабжены выступами, рэсположсннымиоппозитно друг другу с возможностью взаимодействия с выполненными на боковых сторонах шпиндельных коробок гнездами.
2. Комплекс по п. 1. о т л и ч а ю щ и и с я
тем, что замкнутые направляющие для многошпиндельных коробок D зоне обслуживания рабочей позиции расположены в вертикальной плоскости.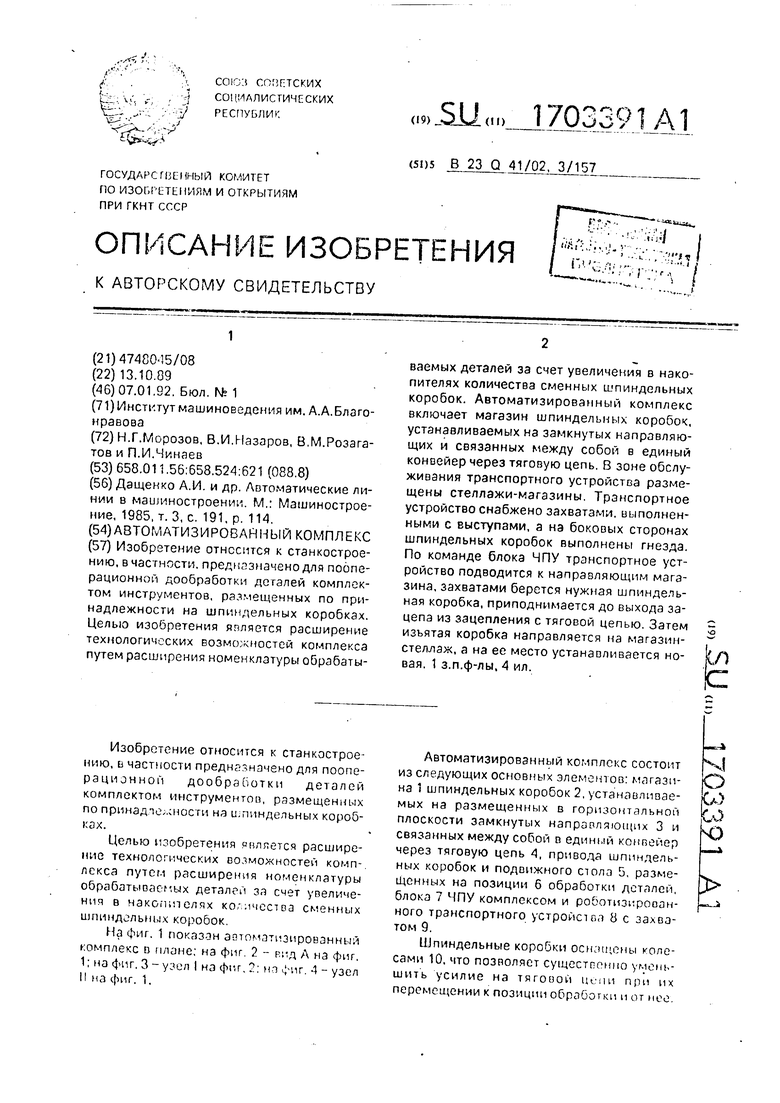
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
Изобретение относится к станкостроению, в частности, предназначено для пооперационной дообрзботки деталей комплектом инструментов, размещенных по принадлежности на шпиндельных коробках. Целью изобретения является расширение технологических возможностей комплекса путем расширения номенклатуры обрабатываемых деталей за счет увеличения в накопителях количества сменных шпиндельных коробок. Автоматизированный комплекс включает магазин шпиндельных коробок, устанавливаемых на замкнутых направляющих и связанных между собой в единый конвейер через тяговую цепь. В зоне обслуживания транспортного устройства размещены стеллажи-магазины. Транспортное устройство снабжено захватами, выполненными с выступами, а на боковых сторонах шпиндельных коробок выполнены гнезда. По команде блока ЧПУ транспортное устройство подводится к направляющим магазина, захватами берется нужная шпиндельная коробка, приподнимается до выхода зацепа из зацепления с тяговой цепью. Затем изъятая коробка направляется на магазин- стеллаж, а на ее место устанавливается новая. 1 з.п.ф-лы, 4 ил. ел с
Ю
О
17
П
Ф
------т
Ч :. -S J
Сf- - - I1- - Я
Л
ш
LJrLJJ
/;
г Щ
-9
LJrLJJ
icecoii
13
ФигЛ
| Дащенко А.И | |||
| и др | |||
| Автоматические линии в машиностроении | |||
| М.: Машиностроение, 1985, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| р | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
