фи S3
Изобретение к. саотся проогки изделий круглого сечения, преимущественно труб.
Целью изобретения является сокращение длительности прокатки и увел имение степени деформации.
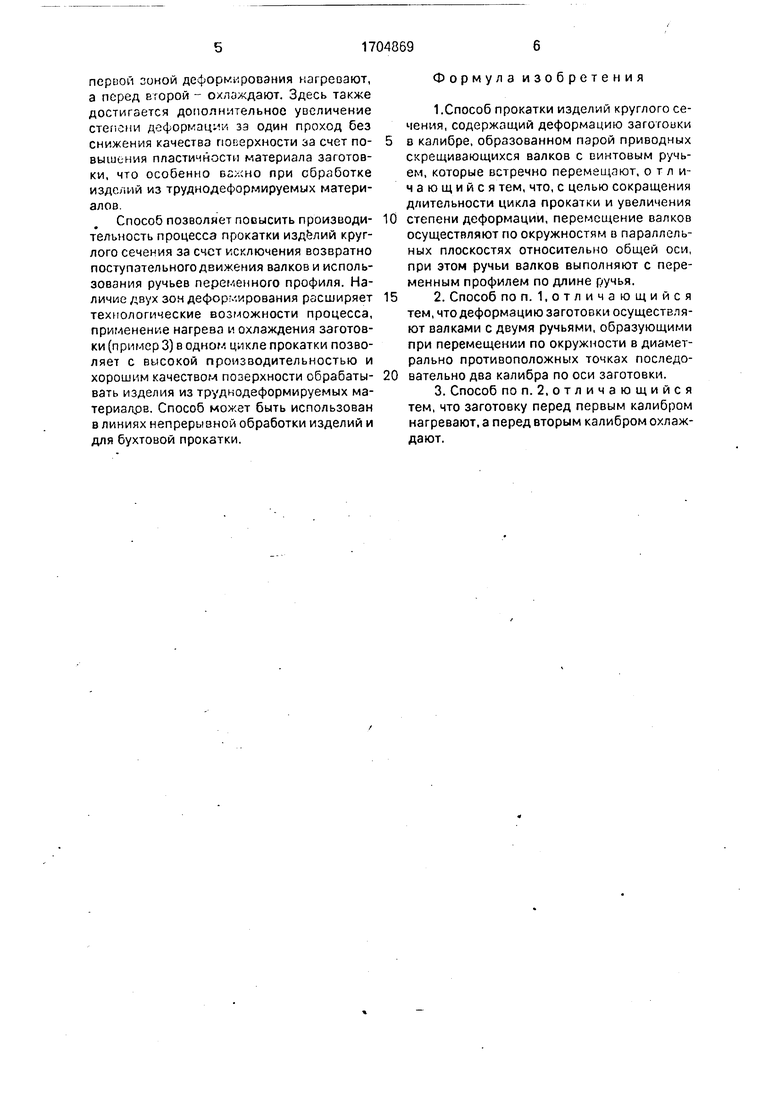
Ис фиг. 1 изображены проекции валков нз вертикальную плоскость; на фиг. 2 - то же, на горизонтальную плоскость; на фиг. 3 - вид сверху, поясняющий проведение цикла прокатки.
Примеры осуществления предлагаемого способа.
Пример. Заготовку 1 круглого сечения (сплошную или полую, на справке или без нее) непрерывно подают а направлении стрелки вдоль оси 2 прокатки (фиг. 2). Валки 3 и 4, имеющие на цилиндрической поверхности винтовые ручьи 5 переменного профиля (фиг. 1), вращают вокруг своих осей,расположенных на хордах 6 и 7 (фиг. 2), в направлении обкатки изделия (на фиг. 1 показано стрелками) и синхронно перемещают их по окружностям в параллельных плоскостях относительно общей оси (на фиг. 2 О - ось окружностей) в противоположных направлениях (на фиг. 2 показано стрелками). Расстояния ОА и ОА1 от оси орбит 0 до хорд 6 и 7 одинаковы.
Цикл прокатки происходит следующим образом.
В начальном положении оси валков 3 и 4 (фиг. 3) параллельны оси прокатки. Двигаясь по направлениям стрелок и вращаясь вокруг своих осей, валки 3 и 4 встречаются, образуя калибр, на оси 2 прокатки в начале зоны 8 деформирования, где происходит заход заготовки в ручьи, и далее осуществляется ее деформация на всем участке пересечения валков (в зоне 8 деформирования). После выхода изделия из ручьев валки продолжают движение и повторно встречаются при пересечении оси прокатки в зоне 9, внооь происходит заход теперь уже изделия в ручьи, но при прохождении валками оси прокатки деформации не происходит (изделие свободно проходит отверстие, образуемое ручьями). При достижении валками начального положения цикл прокатки заканчивается. Валки совершают за цикл прокатки четное количество оборотов вокруг своих осей, а поворот заготовки происходит во время деформации вследствие расположения проекций осей валков на горизонтальную плоскость под углом один относительно другого.
При расположении валкоч 3 и 4 как по- кззгшо на фиг. 2 и дрижении их о направлении стрелок деформация заготовки 1 происходит в прямом напр. 1ленг.м (очаг деформации перемещается от заготовки к готовому изделию). Если валки 3 и 4 расположить симметрично относительно перпендикуляров ОА и ОА1 (на фиг. 2
изображены пунктиром), то деформация в таких валках будет происходить в обратном направлении (очаг деформации будет перемещаться от готового изделия к заготовке). Если же на каждой хорде G и 7 симметрично
0 расположить по паре валков, то они будут осуществляв деформацию заготовки последовательно в прямом и обратном направлениях. Кроме того, на орбитах можно расположить несколько пзр валков.
5П р и м е р 2, Процесс прокатки осуществляют аналогично описанному в примере 1. Отличительным является то, что заготовку деформируют в зоне 9 (фиг. 3) вторичного пересечения валков 3 и 4 с осью 2 прокатки.
0 При этом валки за цикл прокатки совершают нечетное количество оборотов вокруг своих осей, а на их цилиндрических поверхностях выполнены по два ручья переменного профиля. Поворот заготовки 1 во время дефор5 мации в зонах 8 и 9 происходит в противоположных направлениях.
П р и м е р 3. Процесс прокатки проводят также, как описано в примере 2, но заготовку 1 (фиг. 3) перед деформированием в зоне
0 8 нагревают (участок 10), а перед деформированием в зоне 9 охлаждают (участок 11). Дополнительное увеличение степени деформации за один проход достигается здесь за счет повышения пластичности материала
5 заготовки.
Сокращение длительности цикла прокатки достигается за счет перемещения валков по окружностям в параллельных плоскостях относительно общей оси, а увеличе0 ние степени деформации за один проход выполнением ручьев переменного профиля,
т.е. применением периодический прокатки.
По изобретению, за один цикл прокатки
деформацию заготовки можно осуществ5 лять в дзух калибрах, образуемых валками при их перемещении по окружности в диаметрально противоположных точках, для чего на их цилиндрической поверхности выполняют двухзаходные ручьи. При этом
0 дополнительное увеличение степени деформации за один проход достигается за счет увеличения общей протяженности зоны деформирования.
Наличие двух зон- деформирования
5 расширяет технологические возможности периодической прокатки изделий круглого сечения, становится возможным совмещение в одном цикле прокатки процессов горячей (или тепловой ) и холодной деформации. Для этого злготопку перед
первой зоной деформирования нагревают, а перед второй - охлаждают. Здесь также достигается дополнительное увеличение степени деформации зэ один проход без снижения качества поверхности за счет повышения пластичности материала заготовки, что особенно при обработке изделий из труднодеформируемых материалов.
Способ позволяет повысить производительность процесса прокатки изделий круглого сечения за счет исключения возвратно поступательного движения валков и использования ручьев переменного профиля. Наличие двух зон деформирования расширяет технологические возможности процесса, применение нагрева и охлаждения заготовки (пример 3) в одном цикле прокатки позволяет с высокой производительностью и хорошим качеством позерхности обрабатывать изделия из труднодеформируемых ма- теризлрв. Способ может быть использован в линиях непрерывной обработки изделий и для бухтовой прокатки.
Формула изобретения
1.Способ прокатки изделий круглого сечения, содержащий деформацию заготовки
в калибре, образованном парой приводных скрещивающихся валков с винтовым ручьем, которые встречно перемещают, отличающийся тем, что, с целью сокращения длительности цикла прокатки и увеличения
степени деформации, перемещение валков осуществляют по окружностям в параллельных плоскостях относительно общей оси, при этом ручьи валков выполняют с переменным профилем по длине ручья.
2. Способ по п. 1,отличающийся тем, что деформацию заготовки осуществляют валками с деумя ручьями, образующими при перемещении по окружности в диаметрально противоположных точках последовательно два калибра по оси заготовки.
3. Способ по п. 2, отличающийся тем, что заготовку перед первым калибром нагревают, а перед вторым калибром охлаждают.
7
фиг. 2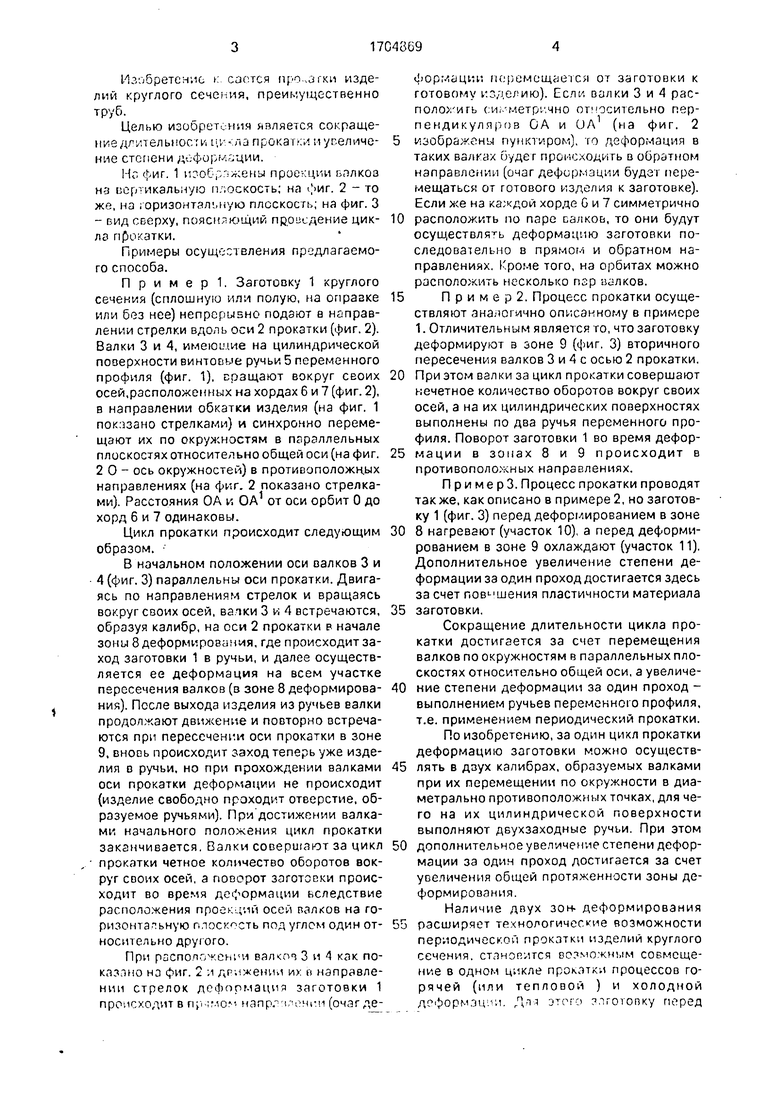
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 2011 |
|
RU2490081C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
| Способ прокатки круглых профилей | 1987 |
|
SU1488036A1 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
Изобретение касается прокатки изделий круглого сечения, преимущественно труб. Цель изобретения - сокращение длительности цикла прокатки и повышение степени деформации, Способ включает деформацию заготовки 1 валками 3 и 4 при перемещении их по окружности в параллельных плоскостях относительно общей оси, при этом на валках выполнены винтовые ручьи, которые образуют калибры при скрещивании валков. Деформирование возможно осуществлять в двух диаметрально противоположных зонах 8 и 9, для этого на валках выполняют деухзаходные ручки, при этом обе зоны деформирования находятся на одной оси 2 прокатки. В способе возможно перед-первой зоной деформирования заготовку нагревать (участок 10), а перед второй охлаждать (участок 11). 2 з.п. ф-лы, 3 ил.
| РАБОЧАЯ КЛЕТБ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU349427A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ продольно-винтовой прокатки" | 1978 |
|
SU706144A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
