Изобретение относится к производству стальных спирально-шовных труб малых диаметров методом электродуговой сварки при формовке с нижней подачей полосы.
Цель изобретения - повышение качества изготовления труб и ремонтоспособно- сти подкладки.
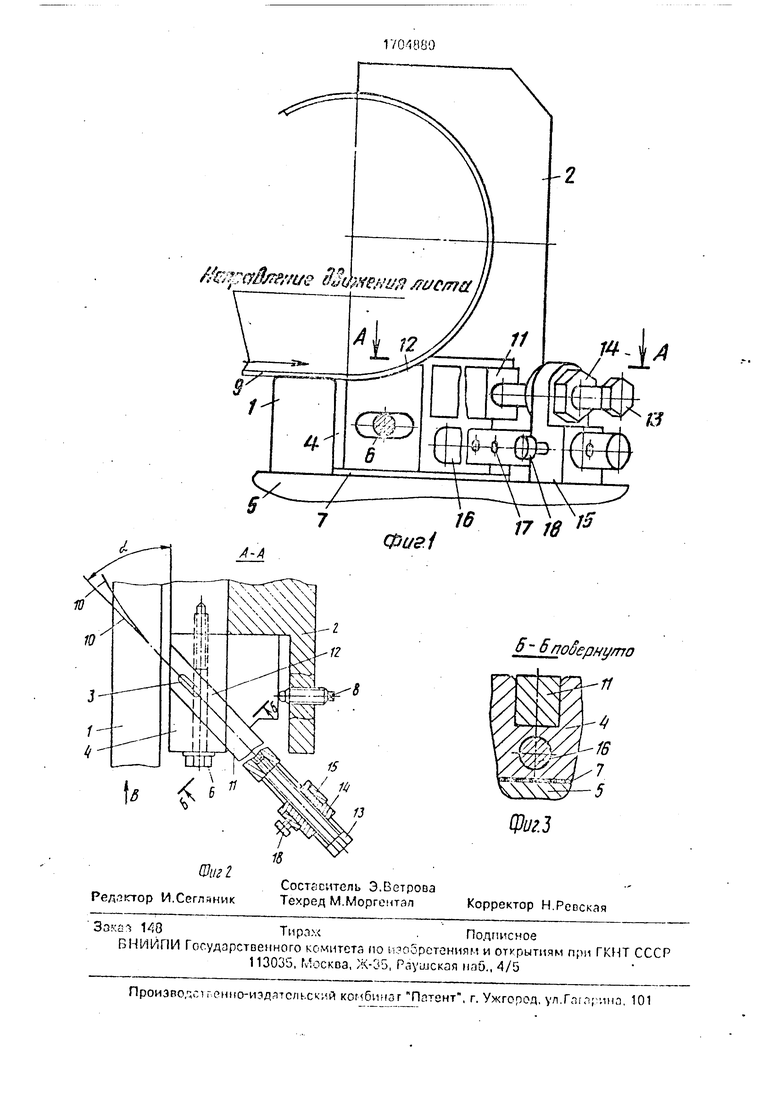
На фиг.1 изображен общий вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Устройство состоит из порога 1, матрицы 2 с износостойкой рабочей поверхностью. Матрица 2 в зоне 3 охлаждения свариваемых кромок имеет выемку под вкладыш 4 который, также как и порог 1 и матрица 2 установлен нэ формовочном столе 5 и прикрепляется к матрице с помощью болта 6. Для регулировки положения вкладыша по гысоте служит прокладка 7, а по горизонтали перпендикулярно к оси трубы - винт 8.
Во вкладыше 4 под углом а захода полосы 9 в матрицу 2 на участке схождпния
свариваемых кромок 10 выполнен горизонтальный проходной U-образный паз, в котором расположена сварочная подкладка 11. Контактирующий с трубной заготовкой конец 12 сварочной подкладки для обеспечения прилегания расточен под диаметр трубы, а свободный конец снабжен резьбе- вым отверстием под приводной винт 13, предназначенный для подачи-и снятия сварочной подкладки. Приводной оинт 13 взаимодействует с гайкой 14, установленной в ползуне с возможностью поворота. Ползу.11 15, в свею очередь, установлен на направляющей 16 и зафиксирован в одном из отверстий 17 с помощью винта 18.
Рабочая поверхность вкладыша 4. расположенная непосредственно по обе стороны U-образного лаза, выполнена износостойкой и соответствует диаметру изготавливаемой тру&ы. Такое исполнение вкладыша создает благоприятные условия длк устойчивой формовки, позполяет подХ|
О
FV i1-ш
03
держим; ь пис оянсгеэ гсс-.-.отрии труииой заготовки, избежать превышение кромок.
А сячрсчнзл подкл ди;; 11, расположенная непосредственно о зсн-з сварки, но испытывает ис-кпйстеия усилий фо.ог-тог:-:и и служит только по своему гргмсму назначз- нию - прэдоi с эщаст наг.л ыг.ы, способствует формированию внутреннего сварного шва.
В процессе работы, особенно в началь- ной стадии приработки, свьрочная подкладка периодически подается к трубной заготовке путем поворота гайки 14. Этот процесс компенсации износа осуществляется при действующем стане и дообразоза- кия износа р Сочей поверхности сварочной подкладки , 8 работе станз наступает такой момент, что дальнейшая подзча становится невозможной. Процессу подачи сзарочной подкладки препятствует тот участок рабо- чей поверхности сварочной подкладки, где имеет место наименьший износ. А в зоне интенсивного износа под действием высоких температур происходит унос металла и зазор между трубной заготовкой и свароч- ной подкладкой увеличивается.
При устойчивой формовке сварочная подкладка дольше. Замена сварочной подкладки производится приостановке трубосоароч :ого стана, но не требует много времени. Для этого необходимо вращением гайки 14 подать винт 13 со сварочной подкладкой 11 назад, Освободить винт 18 снять с направляющей 16 ползун 15 в сборе с остальными деталями, и другой, приготов- ленный заранее, комплект ползуна с новой сварочной подкладкой и приводом установить в обратном порядке.
Благодаря описанному конструктивному решению формы и привода сварочной подкладки, последняя легко может быть восстановлена путем расточки рабочей поверхности до снятая износа и отрезки конца, еОрЕзоьэ ччегс.ся и результате повтор- кол рг-сточкк. Кратность восстановления таким способом от первоначальной длины сварочной подкладки и возможности привода,
Затрлты,связанные с восстановлением соарочной подкладки, сравнительно малы.
Форновочко-еозрочное устройство обеспечивает устойчивую формовку, что положительно отражается на качестве трубы. Большой срок службы вкладыша обуславливает снижение простое трубосварочного стана.
Расположенная в U-образном пазу сварочной подкладки п сочетании с ее приводом обеспечивают оперативную замену сварочной подкладки и снижают затраты на ее изготовление за счет повышения ее работоспособности.
Формула изобретения
Формовочно-сварочное устройство для изготовления методом электродуговой сварки стальных спирально-шовных труб малого диаметра с нижней подачей полосы, содержащее матрицу со сварочным узлом, порог и закрепленный в матрице в зоне сварочного узла вкладыш со сварочной подкладкой, установленный с возможностью регулирования в двух взаимно перпендикулярных направлениях, отличающееся тем, что, с целью повышения качества изготовления труб и ремонтоспособности подкладки, подкладка выполнена в вида стержня, а вкладыш - с проходным пазсм по форме, стержня подкладки, ось паза созпз- дгет с траекторией перемещения привариваемой кромки, подкладка установлена в пэзу вкладыша с возможностью фиксации и продольного перемощения, а рабочая поверхность вкладыша, примыкающая к пазу, выполнена износостойкой.
//Щ(У$Я&/1/& 8S(j Vfttfl/Я / ЈSC/rt&
A-A
Фиг
Состаситель Э.Ветрова Редягтор И.СегляникТехред М.Моргснтэл Корректор Н.Реоская
Фиг1
чв. )7Ґv
6- бло еонито
flteJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки спирально-шовных двухслойных труб | 1976 |
|
SU715632A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308339C1 |
| Устройство для формовки спирально-шовных труб | 1986 |
|
SU1344446A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Способ производства сварных труб | 1989 |
|
SU1611487A1 |
| Способ изготовления сменных вкладышей к формовочному устройству стана спиральношовных труб | 1983 |
|
SU1135776A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2006 |
|
RU2334576C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2320438C2 |
| Способ изготовления спирально-шовных труб | 1988 |
|
SU1590149A1 |
Изобретение относится к производству стальных спирально-шовных труб малых диаметров методом электродуговой сварки при формовке с нижней подачей полосы. Цель изобретения - повышение качества изготовления труб и ремонтоспособкости подкладки. Устройство имеет сварочную подкладку 11, установленную в пазу вкладыша 4 с возможностью продольного переме-. щения и фиксации. Рабочая поверхность вкладыша выполнена износостойкой. Повышается устойчивость формовки и срок службы подкладки. Обеспечивается возможность неоднократного восстановления рабочего конца подкладки за счет ее длины. Зил.
| УСТРОЙСТВО для ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ШВА | 0 |
|
SU318452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Инструмент формовочный | |||
| Высевающий аппарат дискового типа для посева кукурузы | 1960 |
|
SU134506A1 |
| . | |||
