Изобретение относится к обработке металлов давлением и может быть использова- но в машиностроении для резки длинномерных изделий типа рельсовых.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что в линии резки остряковых изделий, содержащей режущее устройство, подающий и приемный рольганги с подъемно-опускающимися упорами и поддерживающими роликами с вертикальными осями,накопители загрузки и выгрузки с направляющими, установленными перпендикулярно подающим и приемным рольгангам с одной их стороны, каретки с захватами, установленные на указанных направляющих с возможностью перемещения по ним, согласно изобретению, направляющие накопителя
загрузки установлены .выше уровня подающего рольганга, их торцы со стороны рольганга выполнены под углом к вертикали, поддерживающие ролики с вертикальными осями установлены по обе стороны режущего устройства попарно-параллельно относи- тельно продольной оси линии, а на подающем и приемном рольгангах только со стороны, противоположной направляющим, а упомянутые ролики, расположенные у режущего устройства со стороны, противоположной направляющим, установлены с возможностью перемещения в направлении, перпендикулярном продольной оси линии.
Кроме того, подъемно-опускающиеся упоры, установленные на приемном и подающем рольгангах, расположены на одинаковом расстоянии от плоскости резания режущего устройства.
a
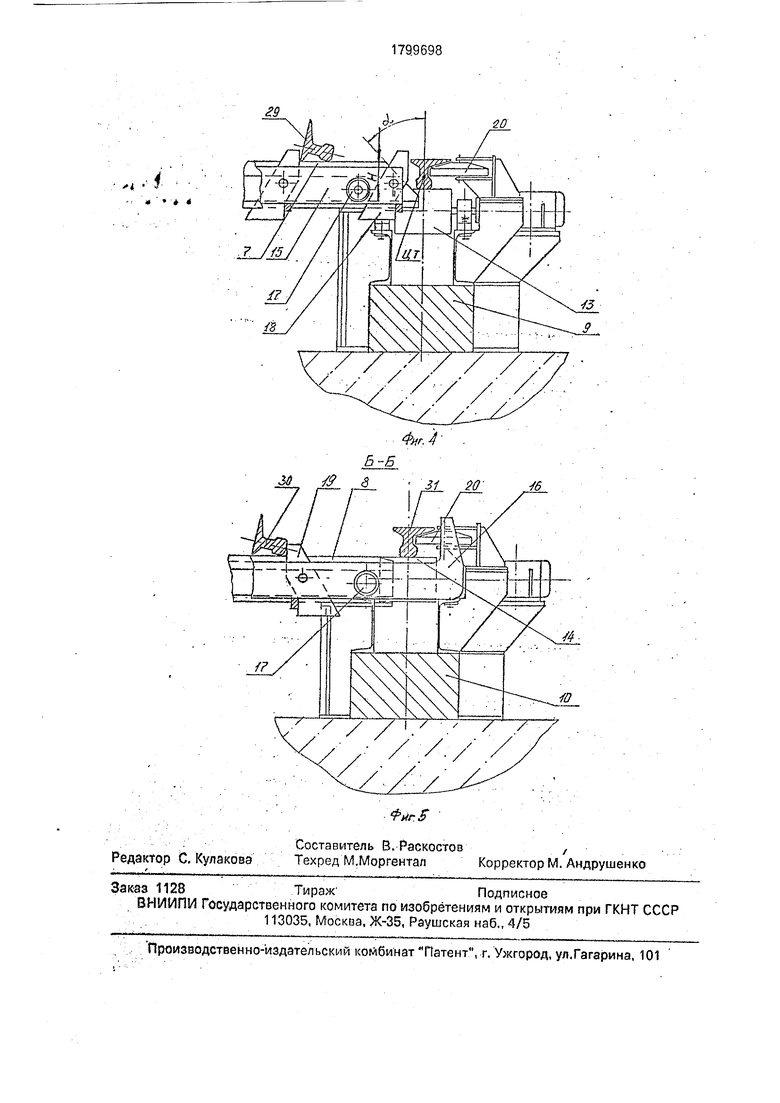
На фиг. 1 изображена линия резки ост- ряковых изделий, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - вид острякового изделия и схема его разрезки; на фиг. 4 - разрез А-А на фиг, 1; на фиг, 5- разрез Б-Б на фиг. 1.
Линия резки остряковых изделий содержит накопитель 1 загрузки, подающий рольганг 2, режущее устройство в виде рель- сорезно-сверлильного станка 3 с пилой 4, приемный рольганг 5, накопитель 6 выгрузки. Накопители 1 и 6 загрузки и выгрузки содержат направляющие 7 и 8, опирающиеся одним концом на рамы 9 и 10 рольгангов 2 и 5, другим - на стойки 11 и 12 соответственно/причем направляющие 7 накопителя 1 загрузки установлены над уровнем приводных горизонтальных роликов 13 подающего рольганга 2 и их концы выполнены со скошенными под углом к вертикали торцами, а направляющие 8 накопителя 6 выгрузки установлены на одном уровне с приводными горизонтальными роликами 14 приемного рольганга 5, передвижные шаговые каретки 15 и 16, установленные в направляющих 7 и 8 на катках 17, с пневмоприводом и шарнирными утопающи- . ми захватами 18 и 19 для перемещения остряковых изделий. Рольганги 2 и 5 содержат рамы 9 и 10, приводные горизонтальные .ролики 13 и 14, холостые одиночные поддерживающие ролики 20 с вертикальными осями, стационарные упоры 21 и 22, подъемно-опускающиеся упоры 23, 24 и 25, 26, подвижные ролики 27 и 28 с вертикальными осями, сдвоенные с роликами 20.
Линия работает следующим образом.
Электромостовым краном остряковые изделия 29 укладываются на направляющие 7 накопителя з.агрузки 1 между захватами 18 шаговых кареток 15 в положение на боку, головкой к подающему рольгангу 2. При ходе шаговых кареток 15 вперед (к рольгангу 2) остряковые изделия 29 захватами 18 перемещаются по направляющим 7 на один шаг, а ближняя к рольгангу заготовка скаты- вается на ролики 13 подающего рольганга 2 по наклонному торцу направляющих 7, установленных выше уровня подающего рольганга 2, и при этом самопроизвольно поворачивается из положения на боку в положение на головке и удерживается в этом,положении с одной стороны одиночными роликами 20, а.с другой - захватами 18 шаговых кареток 15. Приводными роликами 13 подающего рольганга 2 остряковое изделие 29 подается на рельсорезно -сверлиль- ный .станок 3, выставляется на размер Г (фиг. 3) по отношению к пиле 4 и подвижным роликом 27 прижимается к ролику 20. После
зажима изделия на станке 3 и отрезки переднего конца (фиг. 3) выпрессованной части на размер Г остряковое изделие раскрепляется на станке 3, подвижный ролик 27 отходит от изделия и оно роликами 13 и 14 рольгангов 2 и 5, удерживаясь в положении на головке роликами 20, 27 и 28, перемещается торцем Ж до соответствующего подъемно-опускающегося упора 25 или 26
для отрезки острякового изделия 30 на размер Е (фиг. 3). После отрезки остряковые изделия 30 и 31 освобождаются от крепления и приводными роликами 14 приемного рольганга 5 остряковое изделие 30 подается
5 к накопителю выгрузки 6, удерживаясь в положении на головке роликами 28 и 20. После остановки роликов 14 каретки 16 делают шаговый ход вперед (от рольганга) и . перемещают остряковое изделие 30 на на0 правляющие 8 накопителя выгрузки 6, при этом изделие из положения на головке самопроизвольно поворачивается в положение на боку головкой к рольгангу 5. При обратном ходе кареток 16 (к рольгангу) за5 хваты 19 проходят, утопая под остряковым изделием 30 и устанавливаются для дальнейшего перемещения его по направляющим 8 накопителя выгрузки 6 при следующем шаге вперед кареток 16. Остав0 шаяся на станке 3 задняя часть 31 острякового изделия 29 роликами 13 рольганга 2 перемещается в сторону накопителя выгрузки 6, удерживаясь в положении на головке сначала роликами 27 и 20, а затем
5 роликами 28 и 20, и выставляется на станке 3 относительно пилы 4 на размер В (фиг. 3) и прижимается роликом 28 к одиночному ролику 20. После зажима изделия 31 на станке 3 и отрезки заднего конца (фиг. 3) выпрес0 сованной части на размер В, изделие 31 раскрепляется на станке 3, подвижный ролик 28 отходит от изделия 31 и оно роликами 14 и 13 рольгангов 5 и 2, удерживаясь в положении на головке роликами сначала
5 28 и 20, а затем 27 и 20, перемещается торцем И до соответствующего подъемно- опускающегося упора 23 или 24 для отрезки острякового изделия 31 на размер Д (фиг. 3) после чего оно освобождается от крепления
0 и приводными роликами 13 и 14 рольгангов 2 и 5 через станок 3 передается к накопителю выгрузки б, удерживаясь в положении на головке роликами сначала 27 и 20, а затем роликами 28 и 20. После остановки
5 роликов 14 изделие 31 передается на направляющие 8 накопителя выгрузки 6 шаговым ходом вперед кареток 16, аналогично передаче изделия 30, описанной выше. По мере накопления изделий 30 и 31 на направляющих 8 накопителя выгрузки 6 последние
убираются грузоподъемным краном для дальнейшей технологической обработки. Формула изо бретения 1. Линия резки остряковых изделий, содержащая режущее устройство, подающий и приемный рольганги с подъемно-опускающимися упорами, поддерживающие ролики с вертикальными осями, установленные на подающем рольганге со стороны режущего устройства, накопители загрузки и выгрузки с направляющими, установленными перпендикулярно подающим и приемным рольгангам с одной их стороны, и каретки с захватами, установленные на указанных направляющих с возможностью перемещения по ним, отличающаяся тем. что, с целью повышения производительности, приемный рольганг снабжен поддерживающими роликами с вертикальными осями, выполненными аналогично поддерживающим роликам подающего рольганга и установ0
5
0
ленными со стороны режущего устройства, подающий и приемный рольганги снабжены упорными роликами, установленными на них со стороны, противоположной направляющим, с возможностью перемещения в направлении, перпендикулярном продольной оси линии, при этом направляющие накопителя загрузки установлены выше уровня подающего рольганга, их торцы со стороны рольганга выполнены под углом к вертикали, поддерживающие ролики подающего и приемного рольгангов установлены попарно параллельно относительно плоскости резания режущего устройства.
2. Линия по п. 1,отличающаяся тем, что подъемно-опускающиеся упоры, установленные на приемном и подающем рольгангах, расположены на одинаковом расстоянии от плоскости резания режущего устройства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Устройство для выдачи штучных изделий из штабеля | 1974 |
|
SU512145A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
Использование: обработка металлов давлением, а именно к линиям для резки остряковых заготовок. Сущность изобретения: линия содержит накопитель загрузки и накопитель выгрузки, транспортные рольганги, рельсорезно-сверлильный станок, устройство для кантовки остряковых заготовок, упоры и поддерживающие вертикальные ролики. Подъемно-опускающие упоры, обеспечивающие отрезку остряков определенной длины, установлены симметрично по отношению к режущему инструменту перед и за рельсорезно-сверлильным станком. Кантовка заготовки остряка из положения на боку в положение на головку производится в процессе передачи ее с накопителя загрузки на транспортный рольганг. 1 з.п.ф-лы, 5 ил.
КОРЕНЬ гыовы efar.3 6сД№&
Ж
| Линия отрезки остряковых заготовок: Паспорт | |||
| - ЦПКТБтрансчермет, 1982 |
