Изобретение относится к листопрокатному производству и может быть использовано при проектировании слитков для прокатки толстых листов и плит.
Известны слитки, содержащие тело, прибыльную и донную части в виде усеченных пирамид. Однако прокатка слитков с такой формой донной части сопровождается значительными потерями металла с донной о&резью, которая формируется как из самой донной части слитка, так и из наплывов металла на торцах раската вследствие нерэвномер -ости распределения деформации по толщине раската.
Известен слиток, содержащий тело, прибыльную часть и донную часть, выполненную в ви.;о дпух выступотл. Данная конструкция листового слитка позволяет достичь снич.енин потерь металла с донной сбрезью непосредственно за счет уменьшения массы донной части слитка, однако обладает следующими недостатками. Ухудшается качество тела слитка вблизи доеной части, что о дальнейшем на этгпе прожитки приводит к нарушениям сплошности рнут- реннсй структуры толстолистогюто проката в виде расслоя и. как следствие, увеличению торцовой обрези. Увеличиваются потери металла в виде наплывоо из тела слигка в зону донной обрези.
Целью изобретения является повышение качества слитка за счет уменьшения опасности образование микротрощгм а месте перехода тела слтка в донную чясть.
В настоящее время знямителгняя ч.чсть листовых слиткон отливается сверху. В процессе рззлиьки метллл-э п изложницу происходит интенсивное размывание млт( поддона, вследствие чето нихл:яя часть слиткл загрязнена неметаллическими вклю«.r-.J
X.
О
Ј.
iЈv
IvQ JO JO
|-л
чемипр и. Пр1; , и :опллл к .з- влечении слигк.-. ел ид/н.}.мчцм я месте со- членений кю; -попя /; тепа глиткз образуются
кикротрещими, О- с.тетрил центрального
уЧгЗСТКа П КСМСГр /. :Ц:ТЯ С nyf. q ВЫСТуПЗ.М
приводит к тому, 41 о при прокатке дефект м распространяются г, rvi/i.vV O рзсготз. Кроме того, по i.e:. py ел1.1- -,. уг.олнчиоаются наплыоы мегйл/is из го/-- Ой ч.чстм и зону донной обпрэи.
Перемычка между рчс упами донной части позаслнет /юкал зспять дефекты
структуры мстал/ьз в зоне кшгопеля, предог- срзтить их распространенно г, годную часть раската и сдерм ьзе. нзплыяы металла из тела слитка.
Ширина г ерь-нччки и кюмпольных выступов в месте соприкосновения равны. При большей и.ч;рмче пере---..ы :ки неоправданно увеличиваете масс- кюмпеля, а следовательно и дс;лл потерь металла при прскагке, перемычка меньшей ширины не позволяет предотвратить распространение дефектов и годную часть.
При высоте перемычки менее 0,2 высоты выступа дефекты структуры при прокатке распространяются годную часть раската. При высоте более 0 5 вь-ссты ныступа увеличивается масса донной оорези.
При сужении в поперечном сечении к горизонта длгсй ген слитка дополнительно снижается масса кюмпеля, тем самым снижая долю ленной .
На фиг. 1 изображен слиток, чид со сто- ро;ii широкой гранм: нл ф:т. 2 - разрез А-А на фиг. I; на фиг, 3 - то же. с сужением перемччки; на фмг. 4 - дефёхтограммэ листа, прокатанного и; сл;;т:;: с пирамидальной донной частью; но фиг. 5 - то же, для слитка с кюмпел а еиде двух выступов; на фиг. 6 - зависимость величины донной б- рози от формы кюмпепя (параметров перемычки) по данным лабораторного эксперимента.
Листовой сл лток содержит тело 1, прибыльную часть 2 и доннуо часть, выполненную в виде двух выступов 3. соединенных перомычкой 4. uj;-:p - H3 которой рапна ширине выступа Вс, а высота Т разнд 0.2-0.8 высоты выступа К. Стрелгзми указано исправление сьоуч хидкого 1- еталлэ при рззяивке (Фиг. 1, /.},
В поперечном се -гм и п-зоемычкп 4 су- к rnp jptiirj:;:,:- -i о. и г-чицл по ширины Вс (фиг. 3).
При гмолизй лол -ченинх из устанопке ультразвуксвого контроля октог-рамм
ТОЛСГЬ Х ЛИСТОВ, flp. J ,ri3MMNX г-1 1 СГЛНС 5000
из л .:стосых сг.:п.оо r.-ioo i itv и 20.8 i с
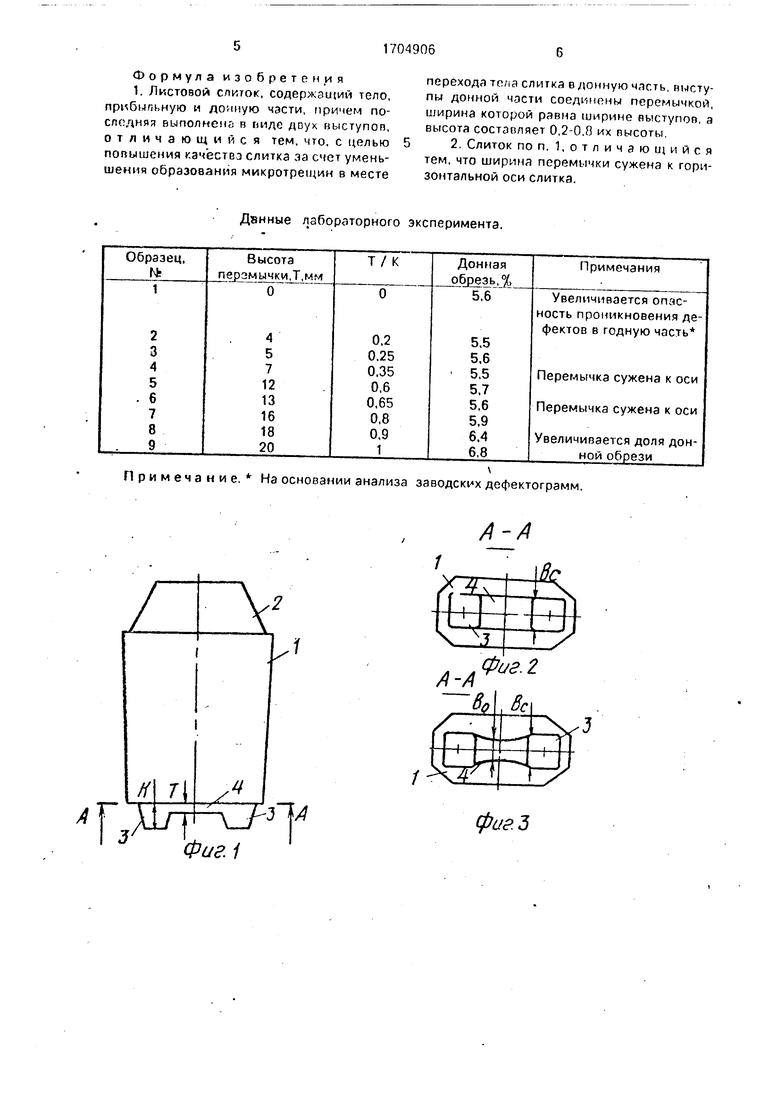
Kio; .полом п виде усеченной пирамиды, выявлено неравномерное распределение дефектов внутреннем структуры и зоне донной обрези .-). В основном дефекты располагэются в местах падения струи жидкого металла. На центральном участке дефектная зона имеет меш-шую протяженность и сосредоточена о нижней части кюмпеля (фиг. 4).
При отсутствии центрального участка в
кюмпсле дефектная зона перемещается в годную часть раската. При прокатке развиваются трещины в местах перехода от тела слитка к донной части (фиг. 5).
В результате анализа дефектограмм определбно высота перемычки, обеспечивающая локализацию дефектов структуры в зоне донной части; не менее 0.2 пысоты выступа.
Предлагаемый слиток опробован в лаборзтррных условиях.
Изготавливались модели слитков с высотой кюмпельных выступов мм (масштаб моделирования 1:20). Высота перемычки варьировалась в пределах от О
до 20 мм. После прокатки листы раскраивались, определялась доля потерь.металла с донной обрезью.
Данные эксперимента представлены в таблице и на графике (фиг. б), где линия
описывает зависимость величины донной обрези от высоты перемычки постоянной ширины, крестиками отмечены данные для слитков с зауженной перемычкой (Вс 30 мм, В0 25 мм). При проникновении внутренних дефектов в годную часть соответственно на 0,1 и 0,15 длины раскатанного кюмпеля донная обрезь значительно возрастает (отмечено кружками), что наблюдается при высоте перемычки менее 0,2 высоты
выступа.
Как видно из промышленных данных и результатов лабораторного эксперимента, оптимальной является конструкция слитка с донной частью, выполненной в виде двух
выступов с перемычкой между ними, где ширина перемычки равна ширине выступа, а ее высота составляет 0,2-0.8 высоты высту- «ri (-г- -энты 2-7). Сужением перемычки к горизонтальной оси слитка в поперечном
сучении достигается дополнительное снижение потерь металла с донной обрезью (парианты 4.6).
Использование слитка предла-гдрмой конструкции позволяет снизить потери металла при прокатке в среднем на 0.3-0.7 % за счет улучшения качества слитка и уменьшения опасности распространения деФек- тоз внутренней структуры из зоны донной обрези п годную часть проката
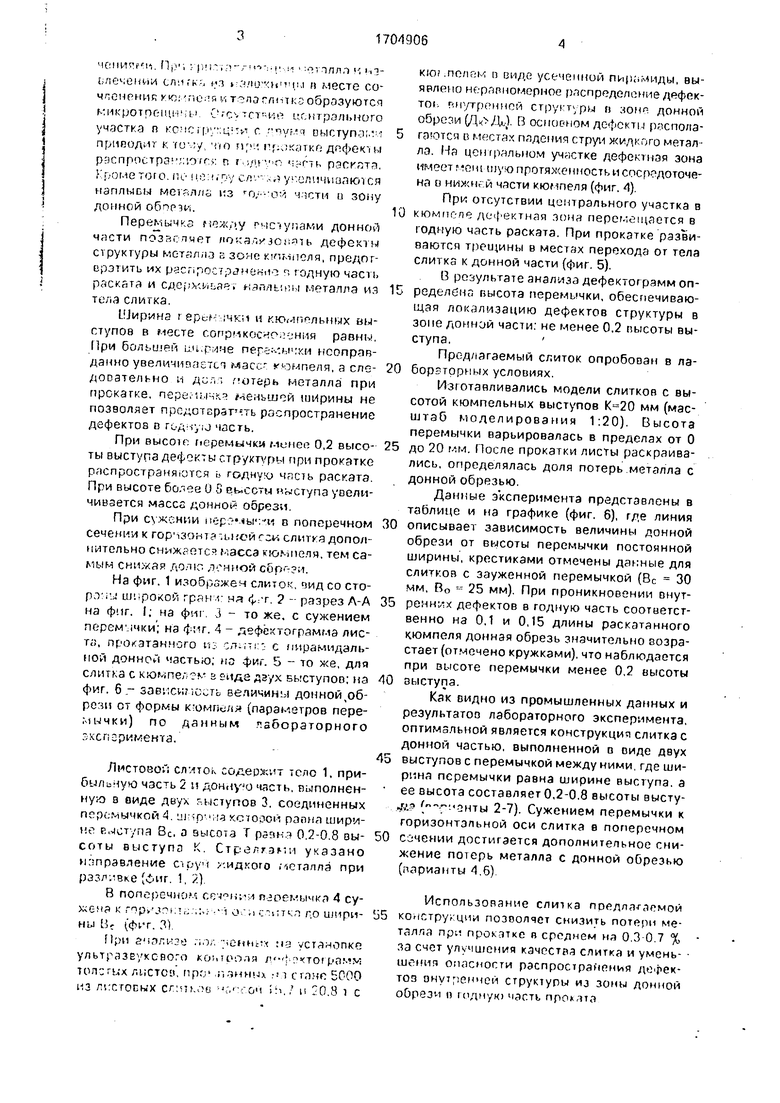
Формула изобретения 1. Листовой слиток, содержащий тело, прибыльную и доимую части, причем последняя выполнена в ьиде двух выступов, отличающийся тем, что, с целью повышения качества слитка за счет уменьшения образования микротрещин в месте
перехода тола слитка в донную часть, выступы донной части соединены перемычкой, ширина которой равна ширине выступов, а высота составляет 0,2-0.8 их высоты.
2. Слиток по п. 1,отличающийся тем, что ширина перемычки сужена к горизонтальной оси слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовой слиток | 1990 |
|
SU1720785A1 |
| Листовой слиток | 1989 |
|
SU1678467A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ производства толстых листов | 1990 |
|
SU1825320A3 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| Стальной слиток спокойной стали | 1983 |
|
SU1194567A1 |
| Слиток | 1979 |
|
SU863150A1 |
| Поддон для сквозных изложниц | 1981 |
|
SU1006047A1 |
Изобретение относится к листопрокатному производству и может быть использовано при изготовлении слитков для прокатки толстых листов и плит. Цель изобретения - повышение качества слитка и уменьшение опасности образования трещин в месте перехода тела слитка в донную часть. Последняя выполнена в виде двух выступов, соединенных перемычкой. ик;рика которой равна ширине выступа, а высота Т равна 0,2-0,8 его высоты. Кроме того, в поперечном сечении перемычка сужена к горизонтальной оси слитка. 1 з.п. ф-лы, 6 ил., 1 табл.
Данные лабораторного эксперимента.
Примечание. На основании анализа заводских дефектограмм.
/
н
II
7Щ
лГтЦ
Фаг. 1
А-А
А-А
Фи г. 2
/гчЖ
фигЗ
I t
1 I
фигА
фие.5
r
0 0,2 DM 0,6 0,8 1 H
Фиг. 6
| Бюллетень научно-технологической информации Черная металлургия | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
