Изобретение относится к термической обработке стали и может быть использовано в машиностроении при изготовлении буровых штанг.
Цель изобретения - улучшение качества штанг и повышение производительности процесса.
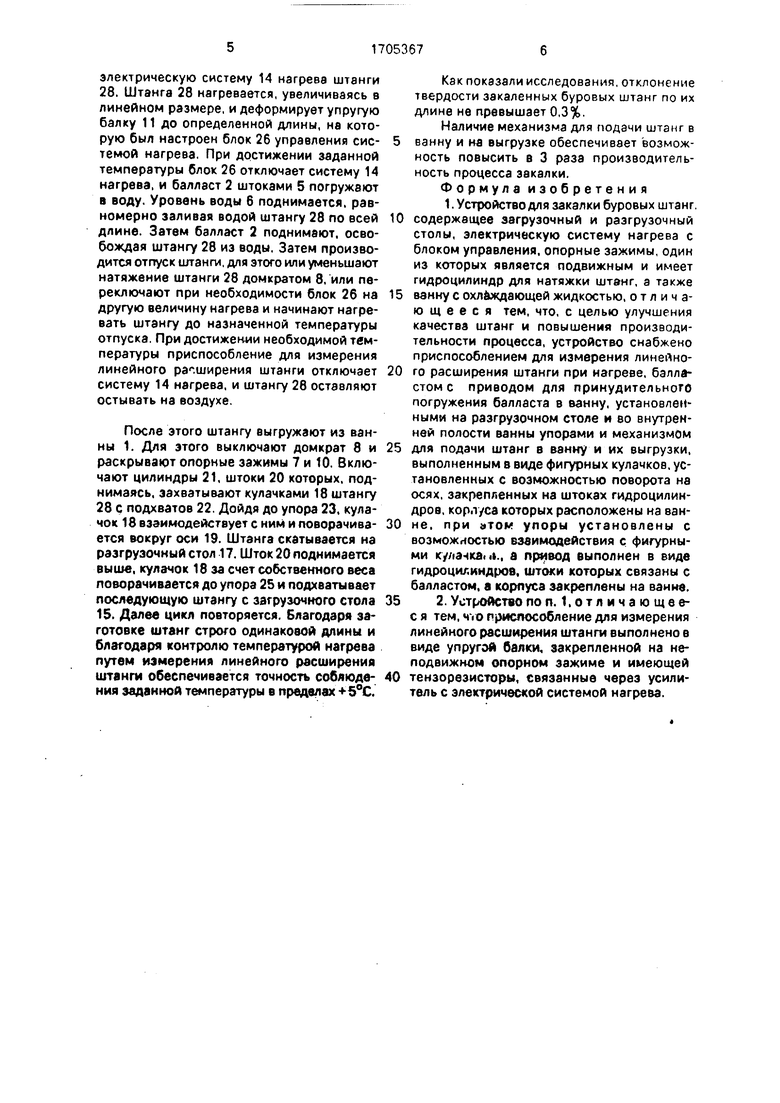
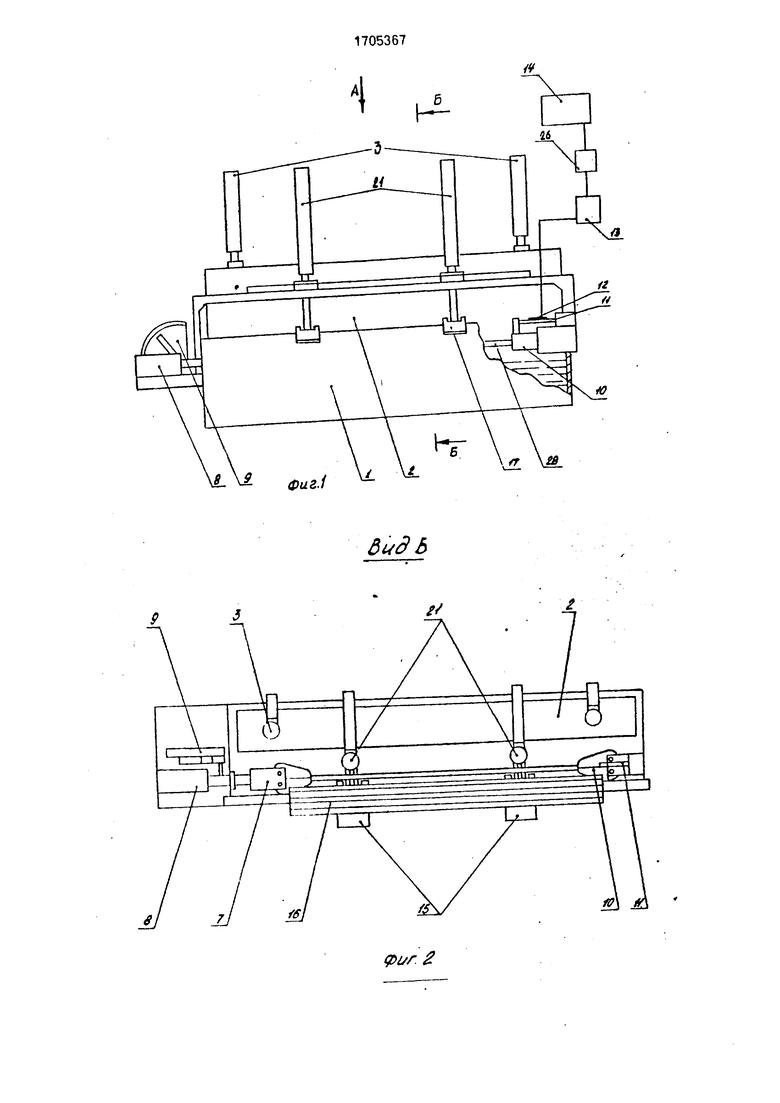
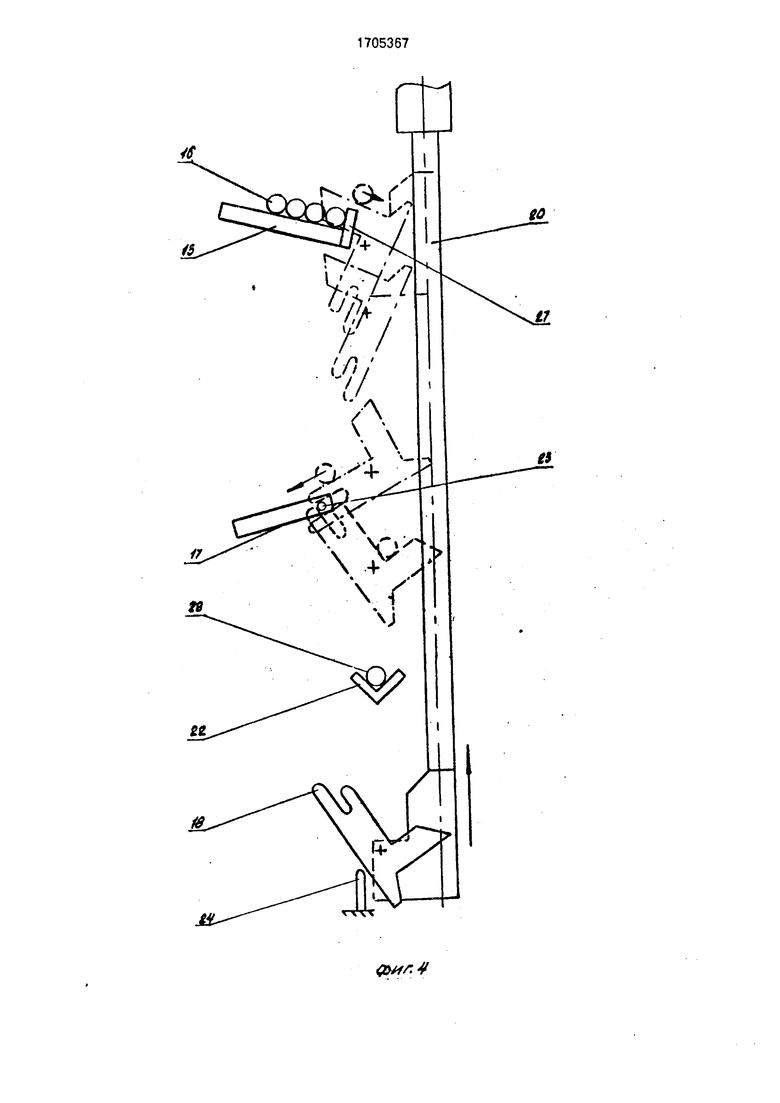
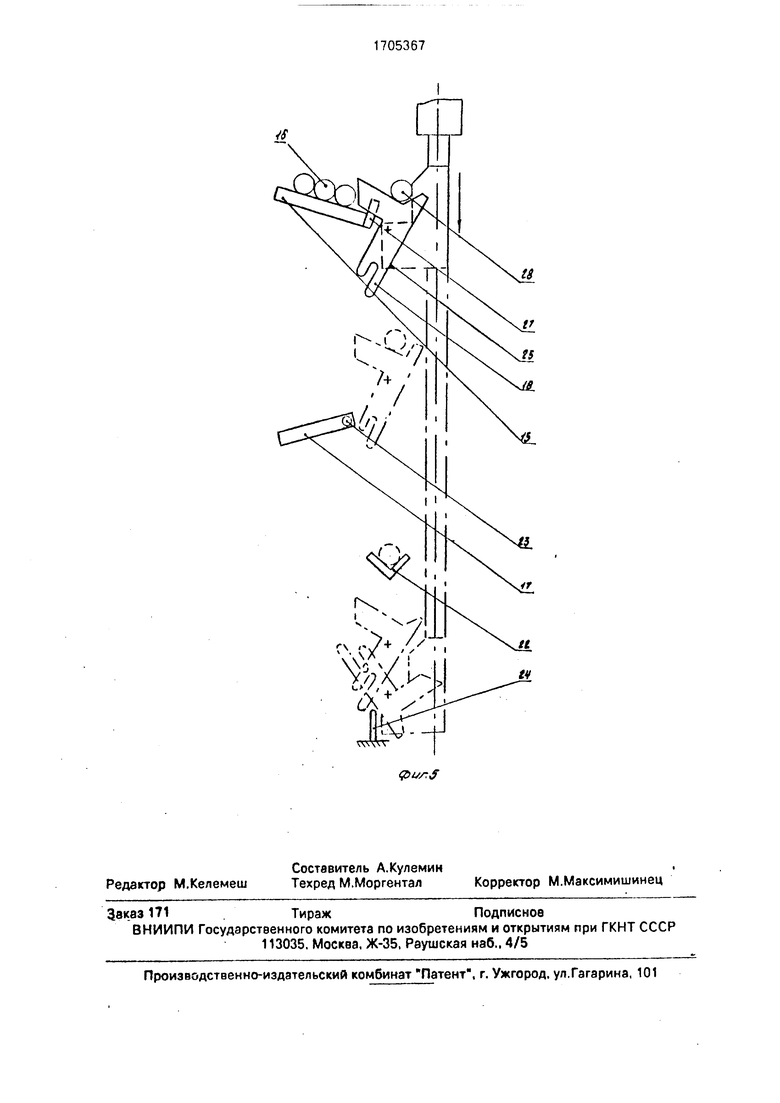
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - кинематическая схема механизма подачи штанг (процесс выгрузки штанг известен); на фиг. 5 - то же, (процесс подачи штанги в ванну).
Установка для закалки буровых штанг включает ванну 1, внутри которой находится балласт 2, имеющий привод для принудительного погружения в ванну.
Балласт представляет собой массивное тело произвольной формы, а привод выполнен в виде двух пневмо- или гидроцилиндров, корпуса 3 которых закреплены на жестком поясе 4. охватывающем ванну, а
штоки 5 шарнирно связаны с балластом. В ванне размещается охлаждающая жидкость, например вода, уровень которой 6 ниже балласта, находящегося в верхнем положении, а при погружении балласта в эту жидкость уровень воды поднимается выше охлаждаемой штанги. В ванне имеются опорные зажимы для закрепления штанги, один из которых подвижный зажим 7 жестко связан с гидроцилиндром 8 для натяжения штанги до заданной нагрузки, величина которой измеряется динамометром 9. Другой зажим 10 неподвижный, и на нем установлено приспособление для измерения линейного расширения штанги, выполненное в виде упругой балки 11, закрепленной между корпусом зажима, охватывающего штангу, и изолированной от него теплозащитными прокладками (не показаны) и между жестким поясом 4. На упругой балке наклеены тензорезисторы 12, связанные с усилителем 13 для усиления сигнала от тензорезисторсв и с блоком управления электрической систеVI
О СП W
о VJ
мы 14 установки для нагрева штанг. Установка имеет загрузочный стол 15, выполненный из 2-х частей, на котором размещаются заготовленные штанги 16, подлежащие закалке, а также разгрузочный стол 17, на который выгружаются штанги, прошедшие закалку. Для разгрузки штанг в ванну и их выгрузки после закалки установка имеет механизм, который выполнен из профильных кулачков 18, которые с возмож- ностью поворота установлены на осях 19, закрепленных штоках20 гидро- или пневмо- цилиндров, корпуса 21, которые установлены на ванне.
Внутри ванны на высоте, соответствую- щей уровню опорных зажимов, закреплены подхваты 22, на которые опускается штанга до ее закрепления в зажимах, а на разгрузочном столе и на бортах ванны закреплены на различном расстоянии друг от друга упо- ры, с которыми взаимодействуют фигурные кулачки. Упоры могут иметь различную форму, например, на разгрузочном столе он выполнен в виде штифта 23, а на борту ванны упор имеет вид уголка 24. На подвижном штоке 20 упор имеет вид пластины-ограничителя 25, ограничивающей поворот фигурных кулачков.
Приспособление для измерения линейного расширения штанги, привод для потру- жения балласта и механизм для подачи штанг в ванну могут иметь различные конструктивные исполнения. Например, приспособление для измерения линейного расширения штанги может быть выполнен в виде подвижного штока гидроцилиндра, который, перемещаясь при удлинении штанги, повышает давление в гидросистеме. В такую гидросистему может быть встроен манометр с регулируемым клапаном, настро- енным на определенную величину, п-ри превышении которой может поступать электрический сигнал, отключающий систему нагрева штанги. Конструктивно такое приспособление может быть обьединено с подвижным опорным зажимом 7, перемещаемым от нагрева штанги и повышающим давление в гидросистеме 8, а динамометр 9 может быть встроен в регулятор, управляющий отключением электрической системы нагрева штанги. Или оно может быть выполнено из набора термопар, контактирующих с нагреваемой штангой. Привод для погружения балласта может быть выполнен из электродвигателя и поворотного вала, на котором посредством тросов закреплен балласт. Или он может быть выполнен в виде цепи Галля, несущей на себе балласт.
Механизм для подачи штанг может быть выполнен в виде захватов-крючьев, на которых может размещаться штанга при опускании ее в ванну и выгрузке из ванны. Крючья-захваты закрепляются на тросах, закрепляемых на поворотном барабане. Либо этот механизм может быть выполнен в виде круглой кассеты, в которой помещается набор штанг. При повороте кассеты штанга, выпадая из гнезда, захватывается специальными ловителями, которые, опускаясь вниз, в ванну, перемещают штангу к опорным зажимам. Разгрузка штанг из ванны в этом случае происходит при работе такого механизма в обратной последовательности.
Работа установки для закалки происходит следующим образом.
Заготавливают штанги, нарезая из прокатной стали отрезки строго одинаковой длины, например 4 м. Осуществляют тарировку и отладку приспособления для измерения линейного расширения штанги. Для этого закрепляют одну штангу в опорных зажимах 7 и 10. По всей длине штанги закрепляют набор термопар и включают электрическую систему 14 для нагрева штанги. Штангу натягивают гидроцилиндром 8 и нагревают до заданной температуры, например до 800°С, контролируя температуру термопарами и сравнивая это значение с показаниями от тензорезисторов 12, которые фиксируют деформацию упругой балки 11, из( ибэемой из-за удлинения штанги при нагреве. Сигнал от тензорезисторов 12 усиливают на усилителе 13 и регулируют блок 26 управления электрической системой нагрева, который отключает нагрев при достижении заданных параметров. Затем штанги 16. имеющие строго одинаковую длину, укладывают на загрузочный стол 15, бортик 27 которого удерживает их. Перемещают штоки 20 вверх, фигурные кулачки 18 которых, пройдя систему упоров 23 и 25. приподнимают штангу 28 над загрузочным столом 15. Штанга 28 благодаря фигурной форме кулачков 18 перекатывается на кулачки 18 и удерживается ими. После этого штоки 20 со штангой 28 опускаются. Штанга 28, дойдя до подхватов 22, зависает на них. Опорные зажимы 7 и 10 находятся в этот момент раскрытыми, и штанга 28. зависнув на подхватах 22, размещается своими концами в зажимах 7 и 10. Штоки 5 цилиндров 3 в этот момент подняты вверх, балласт 2 также находится вверху и уровень воды 6 - ниже штанги 28. Затем с помощью специальных домкратов (не показаны) или болтовых хомутов закрепляют концы штанги 28 в опорных зажимах 7 и 10 и натягивают штангу гидродомкратом 8, контролируя величину натяжения динамометром 9. Включают
электрическую систему 14 нагрева штанги 28. Штанга 28 нагревается, увеличиваясь в линейном размере, и деформирует упругую балку 11 до определенной длины, на которую был настроен блок 26 управления системой нагрева. При достижении заданной температуры блок 26 отключает систему 14 нагрева, и балласт 2 штоками 5 погружают в воду. Уровень воды б поднимается, равномерно заливая водой штангу 28 по всей длине. Затем балласт 2 поднимают, освобождая штангу 28 из воды. Затем производится отпуск штанги, для этого или уменьшают натяжение штанги 28 домкратом 8, или переключают при необходимости блок 26 на другую величину нагрева и начинают нагревать штангу до назначенной температуры отпуска. При достижении необходимой температуры приспособление для измерения линейного расширения штанги отключает систему 14 нагрева, и штангу 28 оставляют остывать на воздухе.
После этого штангу выгружают из ванны 1. Для этого выключают домкрат 8 и раскрывают опорные зажимы 7 и 10. Включают цилиндры 21, штоки 20 которых, поднимаясь, захватывают кулачками 18 штангу 28 с подхватов 22. Дойдя до упора 23, кулачок 18 взаимодействует с ним и поворачивается вокруг оси 19. Штанга скатывается на разгрузочный стол 17. Шток 20 поднимается выше, кулачок 18 за счет собственного веса поворачивается до упора 25 и подхватывает последующую штангу с загрузочного стола 15. Далее цикл повторяется. Благодаря заготовке штанг строго одинаковой длины и благодаря контролю температурой нагрева путем измерения линейного расширения штанги обеспечивается точность соблюдения заданной температуры в пределах +5°С.
Как показали исследования, отклонение твердости закаленных буровых штанг по их длине не превышает 0,3%.
Наличие механизма для подачи штанг в
ванну и на выгрузке обеспечивает возможность повысить в 3 раза производительность процесса закалки.
Формула изобретения 1. Устройство для закалки буровых штанг,
содержащее загрузочный и разгрузочный столы, электрическую систему нагрева с блоком управления, опорные зажимы, один из которых является подвижным и имеет гидроцилиндр для натяжки штанг, а также
ванну с охлаждающей жидкостью, отличающееся тем, что, с целью улучшения качества штанг и повышения производительности процесса, устройство снабжено приспособлением для измерения линеиного расширения штанги при нагреве, балластом с приводом для принудительного погружения балласта в ванну, установленными на разгрузочном столе и во внутренней полости ванны упорами и механизмом
для подачи штанг в ванну и их выгрузки, выполненным в виде фигурных кулачков, установленных с возможностью поворота на осях, закрепленных на штоках гидроцилиндров, корпуса которых расположены на ванне, при атом упоры установлены с возможностью взаимодействия с фигурными кулачка it., а привод выполнен в виде гидроцилиндров, штоки которых связаны с балластом, а корпуса закреплены на ванне.
2. Устройство по п. 1.отл ичаю щее- с я тем, ч.о приспособление для измерения линейного расширения штанги выполнено в виде упругой балки, закрепленной на неподвижном опорном зажиме и имеющей
тензореэисторы, связанные через усилитель с электрической системой нагрева.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения и выгрузки мусора | 1981 |
|
SU973438A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Устройство для закалки изделий | 1981 |
|
SU1014940A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
Изобретение относится к термической обработке стали и может быть использовано в машиностроении при изготовлении буровых штанг. Цель изобретения - улучшение качества штанг и повышение производительности процесса. Установка для закалки буровых штанг снабжена приспособлением для измерения линейного расширения, а также балластом для принудительного погружения в ванну и механизмом для разгрузки и выгрузки штанг. 1 з.п. ф-лы, 5 ил.
дидЬ
Фиг. 2
А-А
фиг. 5
Я
tf
ex J+ /A
/
V/;X i
l- /; ,
IX
| 1970 |
|
SU412260A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для поверхностной закалки цилиндрических штанг | 1958 |
|
SU116153A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
