| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
Использование: область обработки металлов давлением, получение штамповкой из трубчатых заготовок с нагревом очага деформации полых деталей с внутренним фланцем. Сущность изобретения: матрицу 3 нагревают до температуры деформации наружным индукционным нагревателем 8. Трубчатую заготовку 14 устанавливают в штамп на выталкиватель 7 Затем до установки заготовки в матрицу осуществляют вывод матрицы 3 из полости наружного индукционного нагревателя 8. Одновременно путем опускания выталкивателя 7 вводят заготовку 14 в полость наружного индукционного нагревателя 8. Внутрь заготовки вводят внутренний индукционный нагреватель 10. Осуществляют одновременно прерывание нагрева матрицы 3 и двухсторонний нагрев заготовки 14 индукционным способом нагревателями 8 и 10 до момента выравнивания температуры между заготовкой и матрицей. Вводят матрицу 3 обратно в полость наружного индукционного нагревателя 8, а заготовку 14 - в матрицу 3. Дальнейший нагрев заготовки до температуры деформации осуществляют совместно с нагревом матрицы до этой же температуры. По окончании нагрева заготовки осуществляют ее деформирование путем радиального выдавливания фланца с одновременным подогревом заготовки изнутри индукционным нагревателем 10 1 ил СО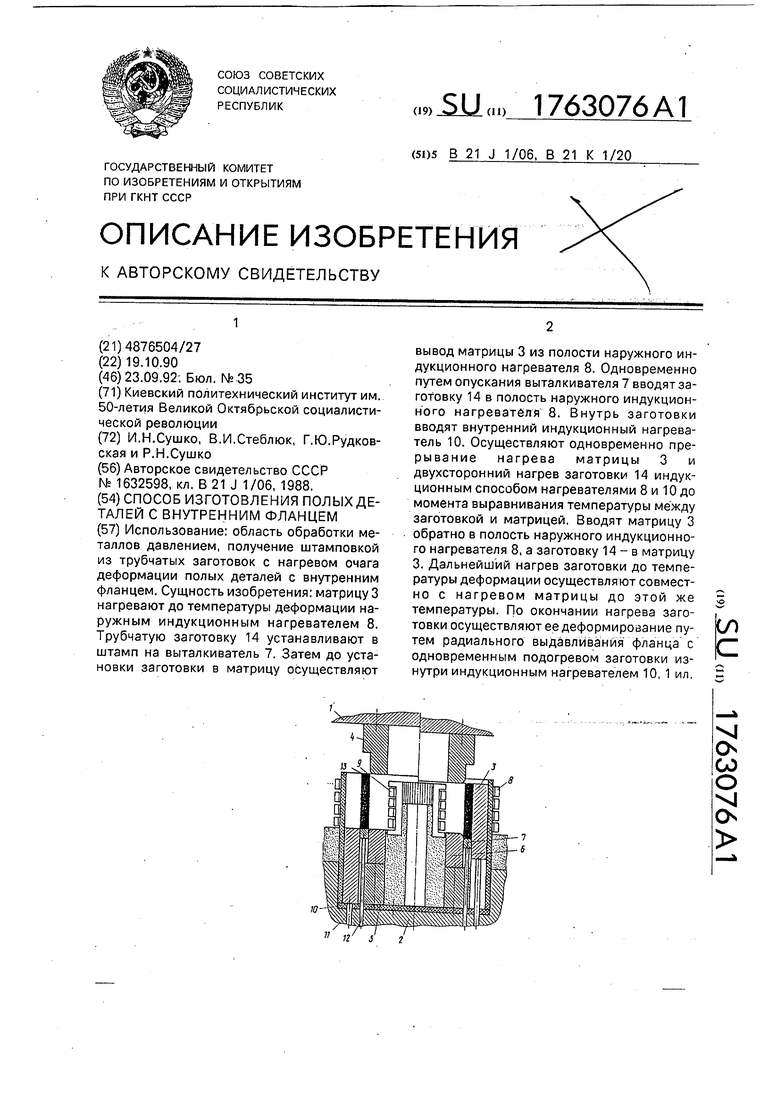
| Способ изготовления полых деталей с внутренним фланцем | 1988 |
|
SU1632598A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
