Изобретение относится к обработке металлов, может быть использовано при нагреве заготовок перед горячей обработкой давлением.
Целью изобретения является повышение производительности за счет обеспечения постоянства объема электропроводного материала в кольцевых желобах токопроводящих емкостей.
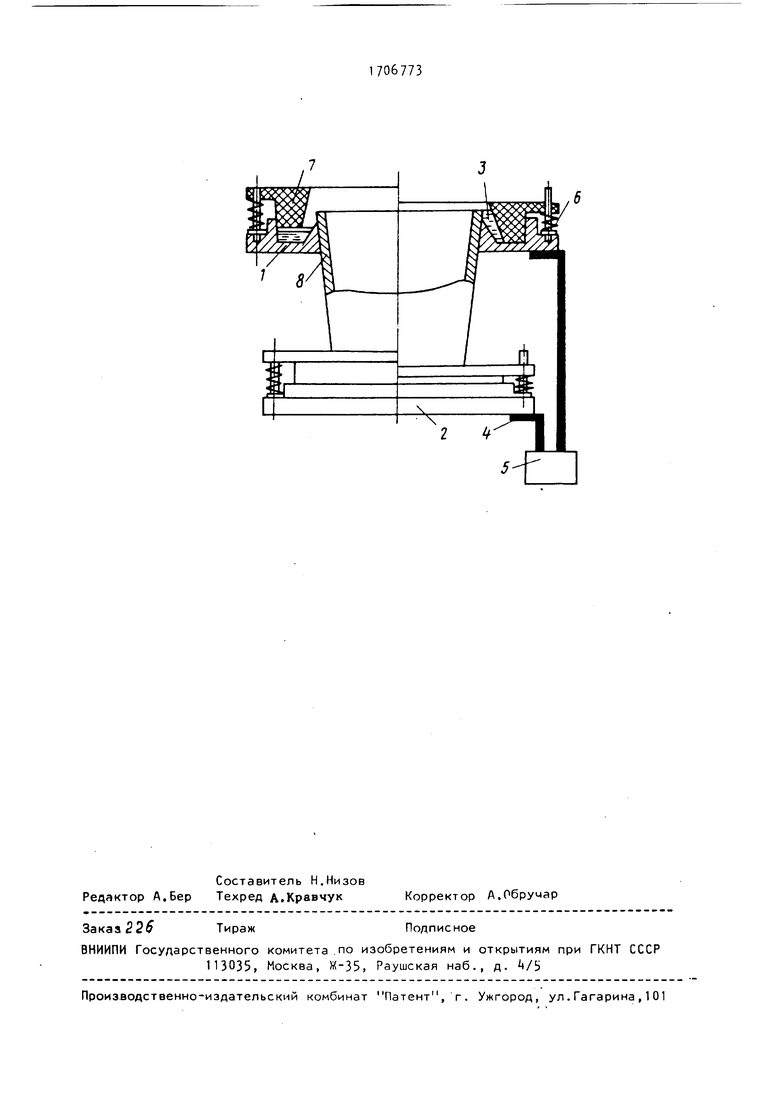
На чертеже изображено предложенное устройство, общий вид.
Оно содержит токопроводящие емкости 1 и 2, выполненные в виде кольцевых желобов, заполненных легкоплавким электропроводным материалом 3. Внутренние стенки желобов выполнены высотой, меньшей высоты наружной стенки. Желоба соосны и параллельны и подключены токопровопами - к источнику питания 5, в качестве которого использован трансформатор. Под желобами соосно и параллельно им на пружинах 6 смонтированы ограниченно подвижные в направлении продольной оси устройства кольцевые вставки 7. Последние своей наружной
о 1
sj
00
к
31
боковой поверхностью взаимодействуют с наружными стенками желобов и могут быть изготовлены из керамики, не смачиваемой электропроводным материалом.
Устройство работает следующим образом.
Заготовку 8, например, в виде конической обечайки устанавливают между емкостями 1 и 2 до плотного с натягом контакта по внутренней стенке. Затем перемещают вниз и фиксируют, например, эксцентриками (на чертеже не показаны) подвижные верхнюю и нижнюю кольцевые вставки 7. При этом торцовая поверхность каждой вставки погружается в расплав электропроводного материала 3 и вытесняет его из полости желобов. Поскольку высота внутренней стенки желобов меньше, чем наружной, расплавленный материал поднимаясь над кромкой внутренней стенки, входит в контакт с поверхностью заготовки и обеспечивает ей плотный электрический контакт между заготовкой и емкостями 1 и 2.
При включении трансформатора происходит нагрев заготовки за счет про пускания по ней электрического тока. После осуществления нагрева трансформатор отключают, вставки 7 освобождают от фиксатора, в результате чего они под действием пружин 6 возвращаются в исходное положение. При этом расплавленный электропроводный материал 3 опускается ниже края внут ренней стенки желоба. После смены заготовки цикл повторяется.
067734
Устройство позволяет повысить производительность за счет сокращения вспомогательного времени, так как исключается необходимость удаления расплавленного электропровопного материала из емкостей после нагрева каждой заготовки и пополнения емкостей расплавом перед началом нового рабо- 10 чего цикла.
Формула изобретения
1. Устройство для электроконтакт- J5 ного нагрева.металлических заготовок по авт. св. № , о т л и чающееся тем, что, с целью повышения производительности за счет обес печения постоянства объема электро- 20 проводного материала в кольцевых желобах токопроводящих емкостей, оно снабжено ограниченно подвижными в направлении продольной оси устройства и подпружиненными относи- 25 тельно соответствующих токопроводящих емкостей кольцевыми вставками, смонтированными в желобах с параллельным расположением донных участков желобов и обращенных к 30 ним торцов вставок и с возможностью взаимодействия наружной боковой поверхности последних с наружными стенками желобов.
2. Устройство по п.1, от ли - ча ющееся тем, что подвижные кольца выполнены из материала, не смачиваемого электропроводным материалом, например керамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроконтактного нагрева металлических заготовок | 1982 |
|
SU1074644A1 |
| Устройство для электроконтактного нагрева металлических заготовок | 1989 |
|
SU1706775A2 |
| Способ подготовки к электроконтактному нагреву металлической заготовки | 1980 |
|
SU904853A1 |
| Способ электроконтактного нагрева листовых металлических заготовок | 1989 |
|
SU1706774A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| Способ электроконтактного нагрева | 1981 |
|
SU1074643A2 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Устройство непрерывного литья заготовок | 1988 |
|
SU1637941A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
Изобретение отнобится к обработке металлов, может быть использовано при нагреве заготовок переп горячей обработкой давлением. Цель изобретения - повышение производительности устройства за счет обеспечения постоянства объема электропроводного материала в кольцевых желобах токопроводящих емкостей. Подвижные верхнее и нижнее кольца 7 перемещают вниз и фиксируют. Торцовая поверхность каждого кольца погружается в расплав 3 и вытесняет его из полости желобов 1 и 2. Высота внутренней стенки желобов меньше, чем наружной, поэтому расплавленный металл поднимается над кромкой внутренней стенки и входит в контакт с поверхностью заготовки 8. В результате обеспечивается ее плотный электрический контакт с источником тока 5. По заготовке пропускается ток и она нагревается. После отключения источника тока кольца 7 освобождаются от фиксатора и под действием пружин 6 возвращаются в исходное положение, Устройство позволяет повысить производительность за счет исключения необходимости удаления расплава из емкостей после нагрева каждой заготовки и заполнения гих расплавом перед началом нового рабочего цикла. 1 з.п. ф-лы, 1 ил. (Л
| Авторское свидетельство СССР v , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
