И
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм впрыска литьевой машины | 1980 |
|
SU994280A1 |
| Узел впрыска литьевых машин | 1982 |
|
SU1256982A1 |
| Устройство для пластификации и впрыска расплава реакто- и термопластов в форму литьевой машины | 1973 |
|
SU488723A2 |
| Устройство для пластикации и впрыска полимерных материалов | 1988 |
|
SU1634526A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |
| Узел пластикации литьевой машины | 1982 |
|
SU1009797A1 |
| Устройство для пластикации и впрыска полимерных материалов | 1988 |
|
SU1622149A1 |
| Обратный клапан шнека литьевой машины | 1988 |
|
SU1512792A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| Двухпозиционный термопластавтомат | 1988 |
|
SU1544589A1 |
Изобретение относится к оборудованию для переработки полимерных материалов, в частности к устройствам для литья под давлением термопластичных и термореэкгивных материалов Цель изобретения повышение надежности и долговечности конструкции. Для .этого в механизме пластикации и впрыска, содержащем установленный в неподвижном корпусе цилиндр пластика- ции и шнек, связанный с выходным концом привода, закрепленным в траверсе, присоединенной к штокам гидроцилиндров рпры- ска. узел соединения шнека и привода вращения выполнен в виде размещенной в месте соединения шарнирной обоймы с гп зами и стержня г шаровой головкой имеющей радиальные рзстмчки. П послелчи подвижно вставлена таригопани ,ir м. заданное усилие и крутящий п стот: - лые элементы с упругими г чулками ич наружных концах 4 мл.
Изобретение относится к оборудова нию для переработки полимерных материалов, в частности к устройствам для литья под давлением термопластичных и термореактивных материалов.
Целью изобретения является повышение надежности и долговечности конструкции.
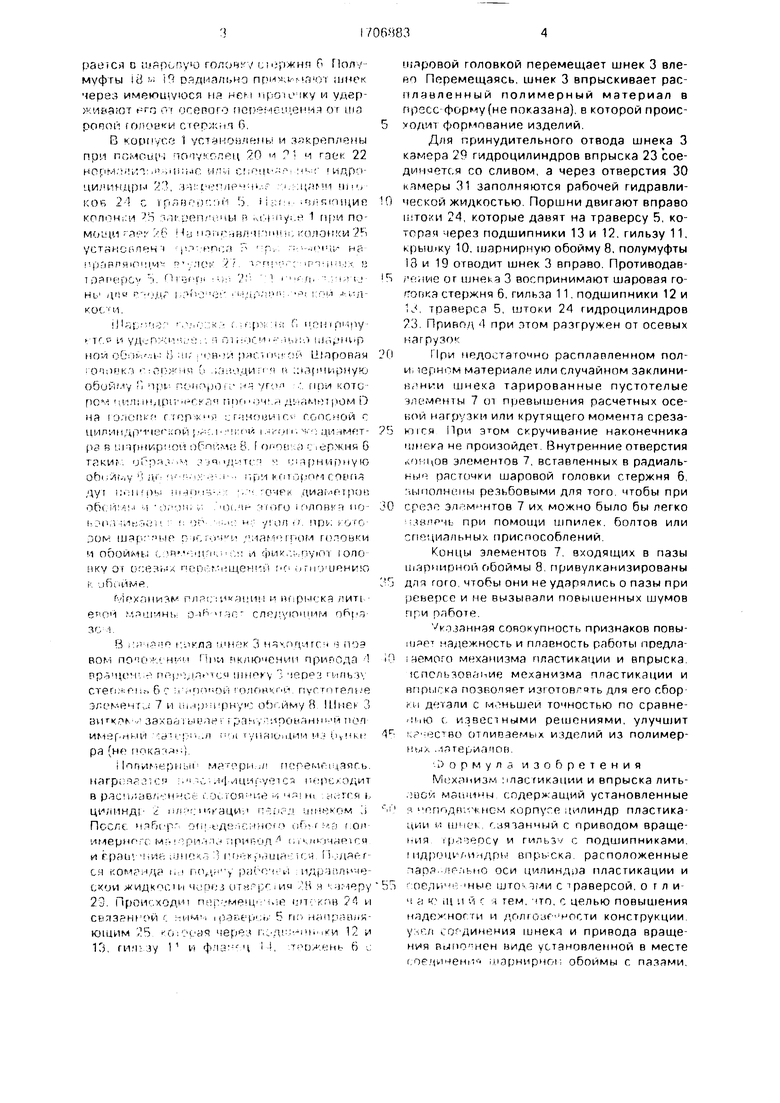
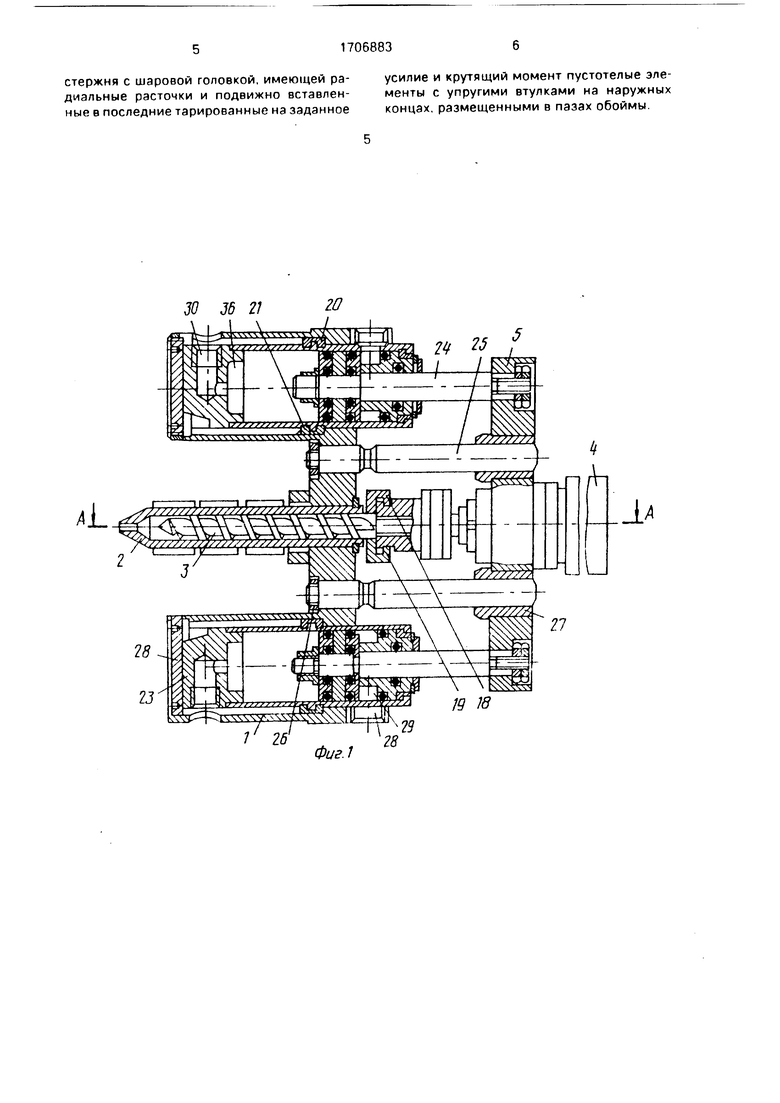
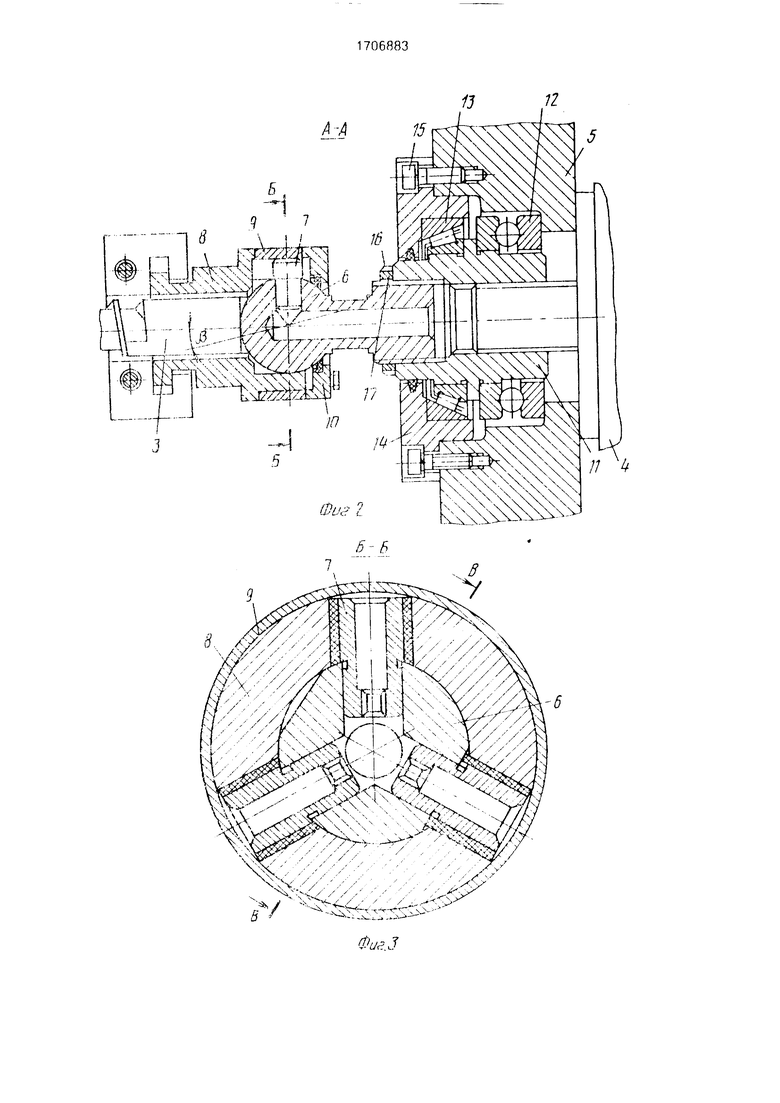
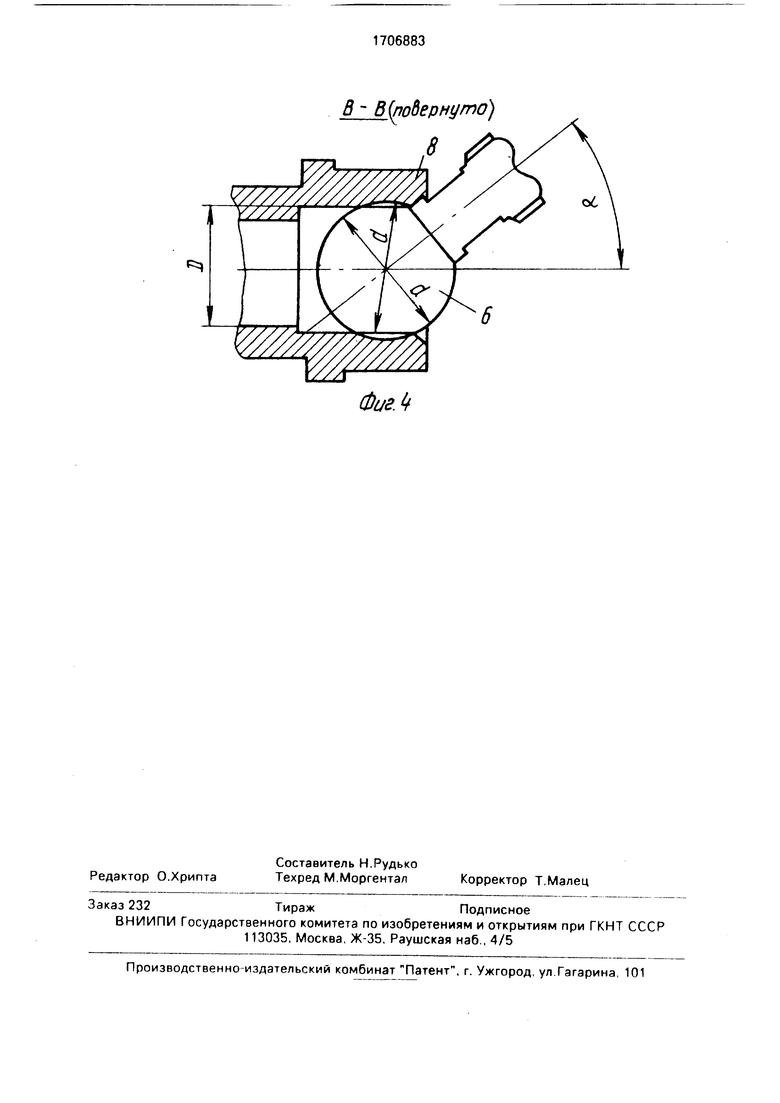
На фиг. 1 изображен механизм пластикации и впрыска литьевой машины, общий вид; на фиг. 2 - место присоединения шнека к валу привода, продольный разрез; на фиг. 3 - то же, поперечный разрез; на фиг. 4 - схема заводки шаровой головки стержня в шаровую опору с поворотом на угол.
Механизм пластикации и впрыска литьевой машины содержит установленный в неподвижный корпус 1 цилиндр 2 пластикации
со шнеком 3. соединенный с приволсг вращения - гидромот гоом 4 и траверсой Г; ;о- средством стержня 6 с шаровой- re-ловкой с расточками, в которых подвижно установлены пустотелые элементы 7 с упругими втулками на концах, входящими в шарнирную обойму 8с пазами, элементы 7 фиксируются от радиального перемещения кольцом 9, крышка 10 фиксирует кольцо 9 от осевого перемещения.
Стержень 6 с шаровой головкой ввернут в гильзу 11. на которую насажены подшипники 12 и 13, закрепленные в траверсе 5 фланцем 14 при помощи винтов 15. От само- отвинчивания стержня 6 с шаровой головкой предохраняет гайка 16 со стопорной шайбой 17. В шарнирную обойму 8 вставляется хвостовик шнека 3 со шлицами и О О 00 00
со
paeiCii n шаровую головку сюржнп 6 Полумуфты й w i9 радмальио мают ;инек через имеющуюся на нем проточку и удерживают (-го от осевого пеп нещеимя от та
рОПОЙ ГОЛОВИН СТЕРЖНЯ 6.
В корпусе 1 установлены и закреплены при помощч попуколец 50 i 21 м гаек 22
HOpM. Nim: .iC И Л ч Ofin4tl f Н -Г ИДрГг
цилиндры 23, .ч.- реплечн.. ...мцами ш i и кой 2-1 с трлцг , Ь. i i ;:(м- .чл яющие колонии л зЛ1 реп/ омы R- .хт-г-пу е 1 помощи хб Ни |.пг:нвлч. 11 ми; колоски 2Ь
установлен Ч рГ ./ИПО.Ч . .- HS
риВПЯЮЧМ Г- ., ... I Tip .- ; П-M..JX Трапефсу э. Пгусгл :;.;:- 2- 1 | , .:..j- Hb ЦМ« . Дг l-.. И Др. I. -Ч-Л- KOt/ И.
IJ IЧIV r - - : - . ; . if. :iii i нсч-приру ТТ. f 11 : . M П 1 r .K M - :H: f 1O lilcijjHVip
ной oGi.ib-.f--;k-: f-i ;ii : ОН и рис. |1 1чгои 11)лройая i OiiH K3 r:or Ki-iM i .j.-ji .oa.n n ;:1лрчирную обойму I ipt- fioHopOi -L i- ч « . пои котором ||11Л 1НДР11 1; Г:КЛЧ П 1f.i i 34.И Д1.( рОМ П
на lo/icnff1 гтор--х я и гнно зи1Гл; гопсной с цил индр 1че ;сой v;-:. |.ц;-,-лг. -в--; anHMfiT- рз в uinftiinpi .oii of.niiMH 8. f .) стержня G
ТйКИГ-.. иГ р.ч.5. -,s. ;) jq, ijlHTi; - . (.: i ;1 рн И f) И у Ю
ohtjHr.-iy ri . о:-.-:;.i прм кгпо(.пм cotuis дут nrMifpy ,-; :-. точек, диаг-лртрок
Об(..1 -; 4)/ UM; i.: , 4)(. iP ЭТОГО ОЛОВК ) ПО |;;:ч л-uit; .;; : i; OP- :- ;: и.-; угол . npv: vOTO- зом шарг- ые /мам М ром головки м оооймь.: („.П . од. ни ч ,;: и ci)Hk.:;-..pyiOT юло нку от о;:езь:х порйг. щений t C; (..гпо иению . ufiiuiMfi.
МпХПНИЗ ПЛР ;-; Ик-г) И НГфЫСКЗ ЛИТЬ- бР-ОИ . РШИНЬ: ЧП СЛРДуЮ ППМ пР Г З- ЗС 1.
В f.-HKna ).нек 3 нчхпдигсч в поэ вог.-i no ioж , н -п Ппи включении природа - пра цоч .г пп. шноку - через члльзу CTeri; f i;r. 6 с :гнпо ;ой олонч И. Пуг.тпгелt:e эле мечт;..; 7 и iii,-ip H-pHy c оЬг.йму В Шиек 3 33XDrjibi jnei ; ранупиронаннмй пол
ИМйГ ННЦ ,& ( р;ь. Л i|;.il т Иг11Он1ИМ ИЗ liyHkt
ра (не пока: ; ;-.
i InoHr-iepHbiP .-.1Л гн:пемг:1цзяг.ь. нагрсяа Ю i. . переходит
В pacib cJB/it MHCci I .CK.i QR Hie i i Ч - Hi аГ(ч.Я L.
,i iifi:;jf;iчкзци;1 n-;iu.fj. ui:-i OM j После няпср - определенно .. ;- ,й г.ои- и мер но re м; i -. ри.чп j привод гч11ючнр1ги и F.paiii ine. ;:лкмо л ru.)iii pr3uif f.н;ч. П-jдается команда ti-.i no/.. / : идр- -к .личе- схои жидкое. 11-1 MO роз отверг, i и« л я камеру 23. Происходи nep Mefii uie ипскпв 24 и СВЛЗРН ОЙ с ним , i p3r:.t:p.;tj 5 rifi Hriiip;uuiK- юшим 25 ко:0рая через .м«-ц 12 и 13, гильзу I1 и -, -.,«Hb 6 с
шаровой головкой перемещает шнек 3 влево Перемещаясь, шнек 3 впрыскивает расплавленный полимерный материал в пресс Форму (не показана), в которой происходит формование изделий.
Для принудительного отвода шнека 3 камера 29 гидроцилиндров впрыска 23 соединяется со сливом, а через отверстия 30 камеры 31 заполняются рабочей гидравлической жидкостью. Поршни двигают вправо штоки 24, которые давят на траверсу 5, которая через подшипники 13 и 12, гильзу 11, крышку 10, шарнирную обойму 8, полумуфты 13 и 19 отводит шнек 3 вправо. Противодав- / ftiine or шнека 3 воспринимают шаровая го- ггопка стержня 6. гильза 11. подшипники 12 и 13, траверса 5, штоки 24 гидроцилиндров 23. Привод 4 при этом разгружен от осевых нагрузок
При недостаточно расплавленном пол- и. терном материале или случайном заклини- влнии шнека тарированные пустотелые элементы 7 от превышения расчетных осевой нагрузки или крутящего момента срезаются При этом скручивание наконечника шнека не произойдет. Внутренние отверстия концов элементов 7, всгавменных в радиаль- ны расточки шаровой головки стержня б, выполнены резьбовыми для того, чтобы при срезе элементов 7 их можно было бы легко ;--залечь при помощи шпилек, болтов или специальны/приспособлений.
Концы элементов 7, входящих в пазы шарнирной обоймы 8, привулканизированы для того, чтобы они не ударялись о пазы при реверсе и не вызывали повышенных шумов при плботе.
коззнная совокупность признаков повы- :изет надежность и плавность работы предла- i немого механизма пластикации и впрыска. зспсльзовйние механизма пластикации и впрыска позволяет изготовлять для его сборки детали с меньшей точностью по сравнению с известными решениями, улучшит качество отливаемых изделий из полимерных .материалов,
-Формула изобретения
Механизм пластикации и впрыска лить- .:-BCW машины, содержащий установленные пподнижном корпусе цилиндр пластикации и шнек, связанный с приводом вращения ф-тзерсу и ГИЛЬЗУ с подшипниками, шдроцилиндры впрыска, расположенные пара.-лрльно оси цилиндра пластикации и ; :оеличв- ные шточзми с траверсой, о г л и- ч и к: щ и и с я тем. что, с целью повышения надежности и долгоиг- ности конструкции. у .ч ел соединения шнека и привода вращения выполнен виде установленной в месте соединена шарнирное обоймы с пазами.
стержня с шаровой головкой, имеющей ра-усилие и крутящий момент пустотелые эледиальные расточки и подвижно вставлен-менты с упругими втулками на наружных
ные в последние тарированные на заданноеконцах, размещенными в пазах обоймы.
30 35 21
Фи г Л
A -A
г-,
П T-fTks
ч к чхМ-- -з-- - -Шъ , - „ r-r-- -
1 i
77
//7
Фиг.
/J
15
// 4
J
В - В(поЬернуто 8
Фиг.
| Механизм впрыска литьевой машины | 1980 |
|
SU994280A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
