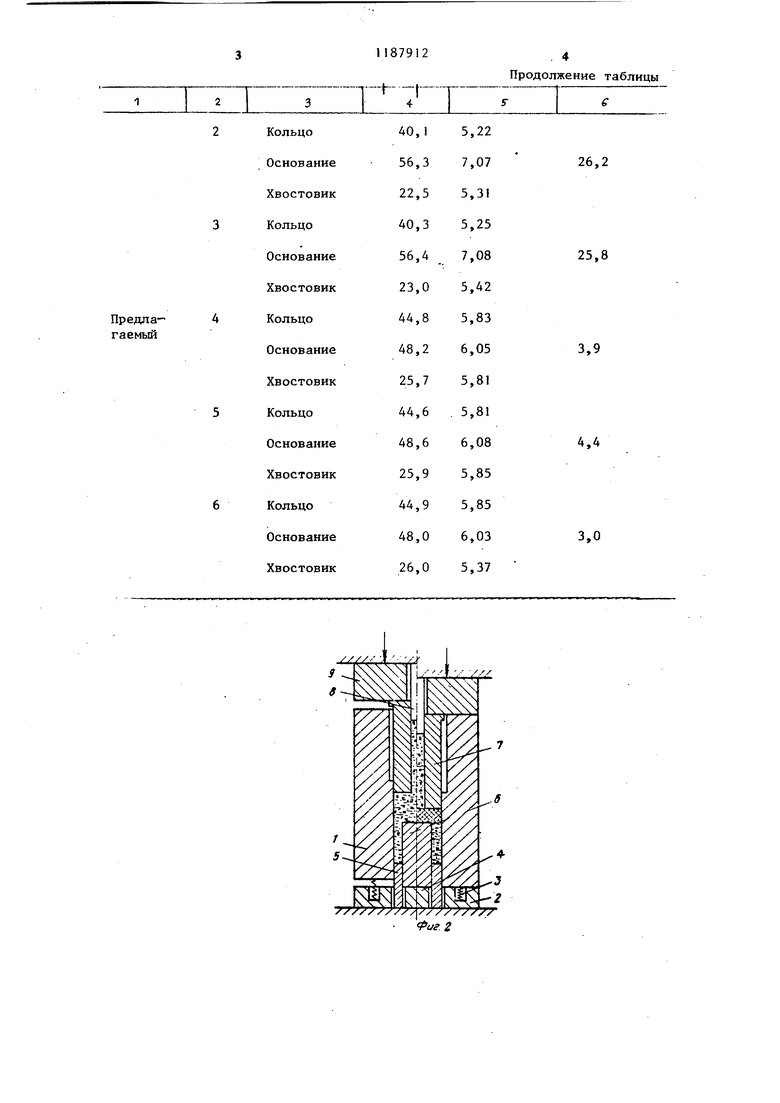
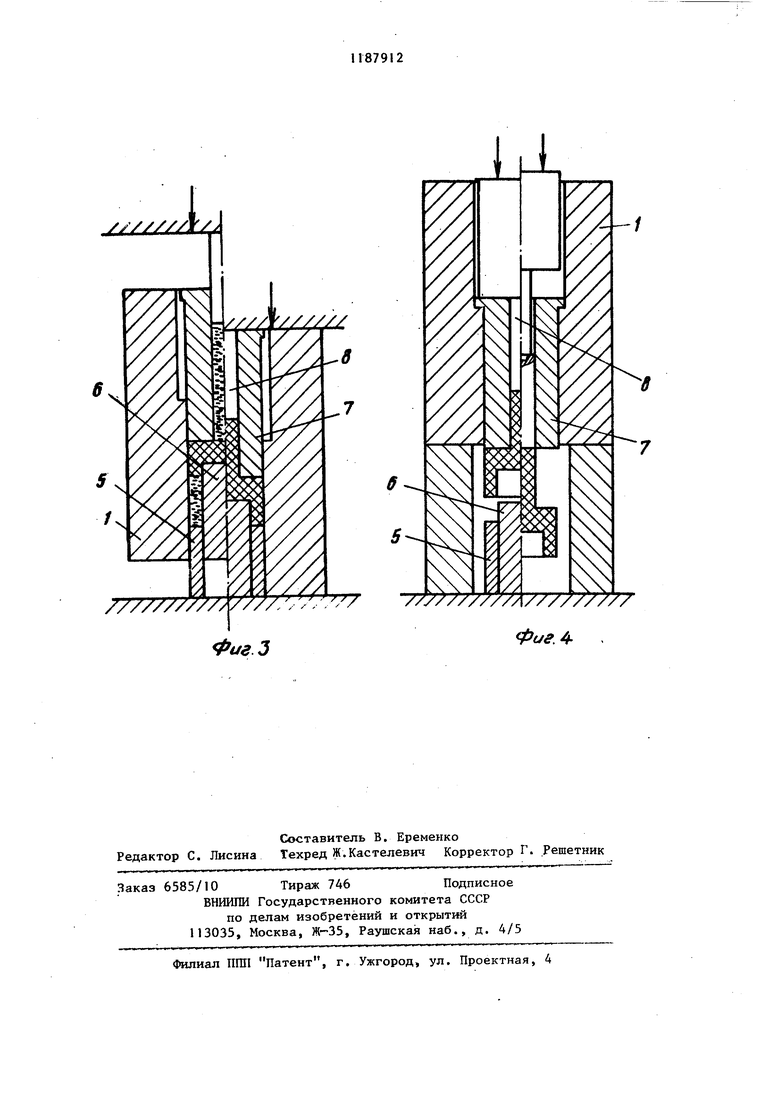
1 Изобретение относится к порошков металлургии, а именно к изготовлени изделий из металлических порошков путем прессования в жестких прессформах. Цель изобретения - повышение ран ноплотности изделий переменного сечения со ступенчатым уменьшением се чения к концам. Пояснение ведется на примере изготовления детали типа стакана с хвостовиком из порошка сплава на ос нове железа марки ПЖЗ. На фиг. 1 схематически изображен засыпка порошком пресс-формы (слева засыпка кольцевого перехода и перехода, имеющего максимальную площадь поперечного сечения; справа - устан ка верхнего пуансона и засыпка порошком хвостовой части детали ); на фиг. 2 - прессование церехода, имею щего максимальную площадь поперечно го сечения (слева - начало прессования; справа - окончание прессования ); на фиг. 3 - прессование хвост вика и кольцевого перехода детали (слева - начало прессования; справа окончание прессования); на фиг. 4 выталкивание изделия (слева - выталкивание перехода с максимальной площадью поперечного сечения; справа выталкивание хвостовика). В изделии вьделяют три перехода: кольцо, основание, хвостовик. Расчет ным путем определяют массу навески для каждого вьделенного элемента М,М2, My Внутри матрицы I размещают Ъъемный упор 2 с упругим элементом 3. Матрицу 1 устанавливают на съемный внутренний упор 4, нижние внешний 5 и внутренний 6 пуансоны. В полости, образованные нижними пуансонами и матрицей, засыпают навески для прессования кольца М и основания М2 (фиг. 1, слева). Затем в матрицу I на слой засьтанного . рошка устанавливают верхний внешний пуансон 7 и в него насыпают навеску для прессования хвостовика М (фиг. 1, справа). В верхнем внешнем пуансоне 7 устанавливают внутренний пуансон 8, а на нем размещают верхний съемный упор 9 (фиг. 2, слева). Ползун пресса, перемещаясь вниз, воздействует одновременно на верхний пуансон 8 и через упор 9 - на внешний пуансон 7. При этом происходит уплотнение порошка в основании, переходе, имеющем максимальную площадь поперечного сечения. Под воздействием сил трения, возникающих при уплотнении порошка, матрица 1 также начинает двигаться вниз, преодолевая сопротивление упругого элемента 3. Когда матрица 1 нижним торцом соприкасается с упором 2, а верхним торцом - с упором 9, прессование перехода основание заканчивается (фиг. 2, справа). После этого удаляются съемные упоры 2, 4, 9, и ползун пресса продолжает движение вниз (фиг. 3, слева). Матрица I получает плавающее положение. В результате чего создается эффект одновременного встречного движения верхних и нижних пуансонов и происходит двустороннее прессование остальных переходов детали: хвостовика и кольца. Прессование детали заканчивается, когда пуансоны полностью входят в матрицу, и ползун касается верхнего торца матрицы, а нижний торец матрицы касается стола пресса (фиг. 3, справа). В таблице приведены значения плотности каждого элемента деталей, изготовленных предлагаемым и известным способами. Как видно из таблицы, предлагаеый способ позволяет повысить равнолотность деталей и улучшить их каество.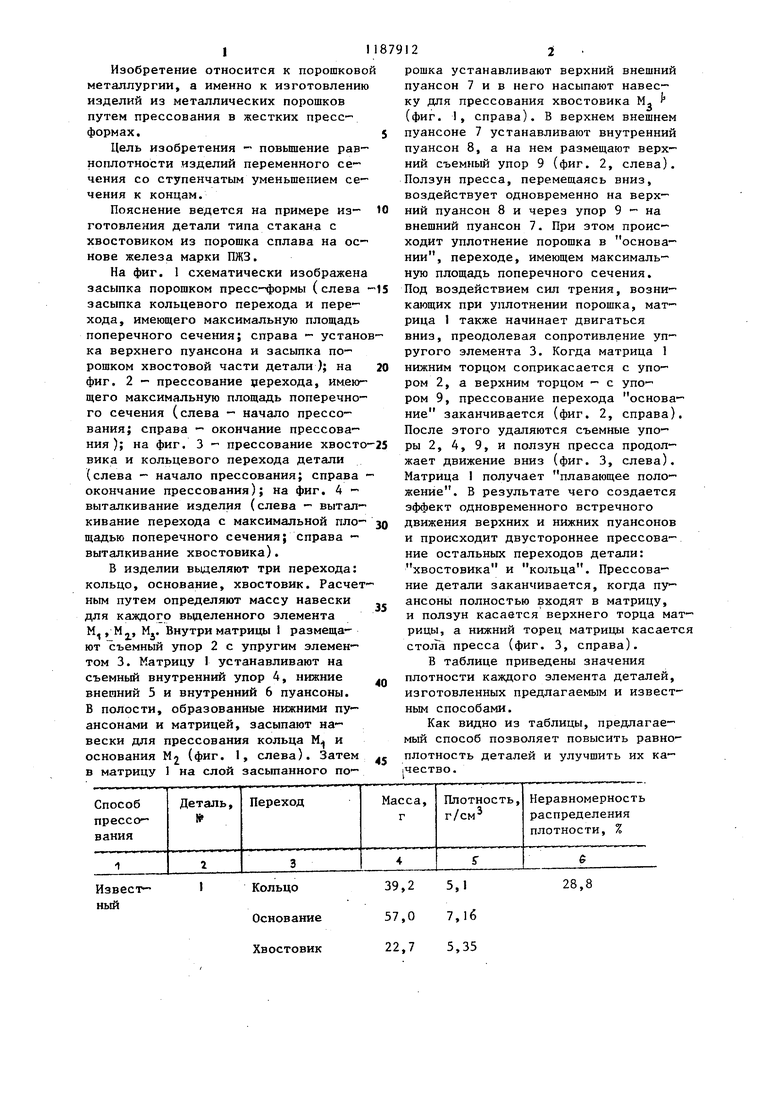
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Пресс-форма | 1985 |
|
SU1271653A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2275274C1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| Способ изготовления заготовок сверл глубокого сверления с V-образным пазом | 1984 |
|
SU1398983A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
СПОСОБ ПРЕССОВАНИЯ ИЗ ПОРОШКА ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ В ЖЕСТКОЙ ПРЕСС-ФОРМЕ, преимущественно ступенчатьж по сечению, включакущий установку матрицы на съемном упо- ре, размещение внутри матрицы съемного упора, внешнего и внутреннего нижних пуансонов, засыпку порошка в полость, установку в матрицу внешнего верхнего пуансона, засыпку порошка в образовавшуюся полость, установку внутреннего верхнего пуансона, установку съемного упора на внешнем верхнем пуансоне, уплотнение и выталкивание изделий, отличающийся тем, что, с целью повышения равноплотности изделий, вначале производят уплотнение части последних с наибольшей площадью поперечного сечения путем одновременного перемещения верхних пуансонов и матрицы до соприкосновения последней со съемными упорами, затем удаляют съемные упоры и производят уплотне(Л ние остальных частей одновременным с перемещением верхних и нижних пуансонов. 00 с к 
Кольцо
Основание
Хвостовик
5,1
28,8
7,1б 5,35
////
Продолжение таблицы
д
м I
1 /}./ ///
Фиг 3
Фиг.А
| ВСЕСОЮЗНАЯ IMmim--.f:imm!^БИВЛИОТ'^ЦЛ I | 0 |
|
SU337198A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Радомысельский И.Д | |||
| и др | |||
| Прессформы для порошковой металлургии | |||
| Расчет и конструирование | |||
| Киев: Техника, 1970, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
