Изобретение относится к металлургии и может быть использовано при обработке деталей, подвергаемых холодной высадке и выдавливания;
Цель изобретения -, повышение деформируемости в холодном состоянии и сокращение продолжительности обработки.Слитки из стали марок kOY., ОХМФА, tOXOA, ЗОХГСА, 15ХГН2ТА, tOXH и 25ХГМ весом 17 кг проковали на заготовку (сутунку) толщиной 35 мм с охлаждением на воздухе. Сутунку прокатали на стане дуо на полосу толщиной 12 мм. Далее из полосы вырезали темплеты и термообрабатывали их по способу-прототипу и предложенному способу с режимом: нагрев до 800+10С, выдержка 1 ч и равномерное: охлаждени с регламентированными сТсоростями до температур 650+10С, далее - на воздухе вич. печи.
После-термообработки были исследованы твердость и микроструктура темплетов.
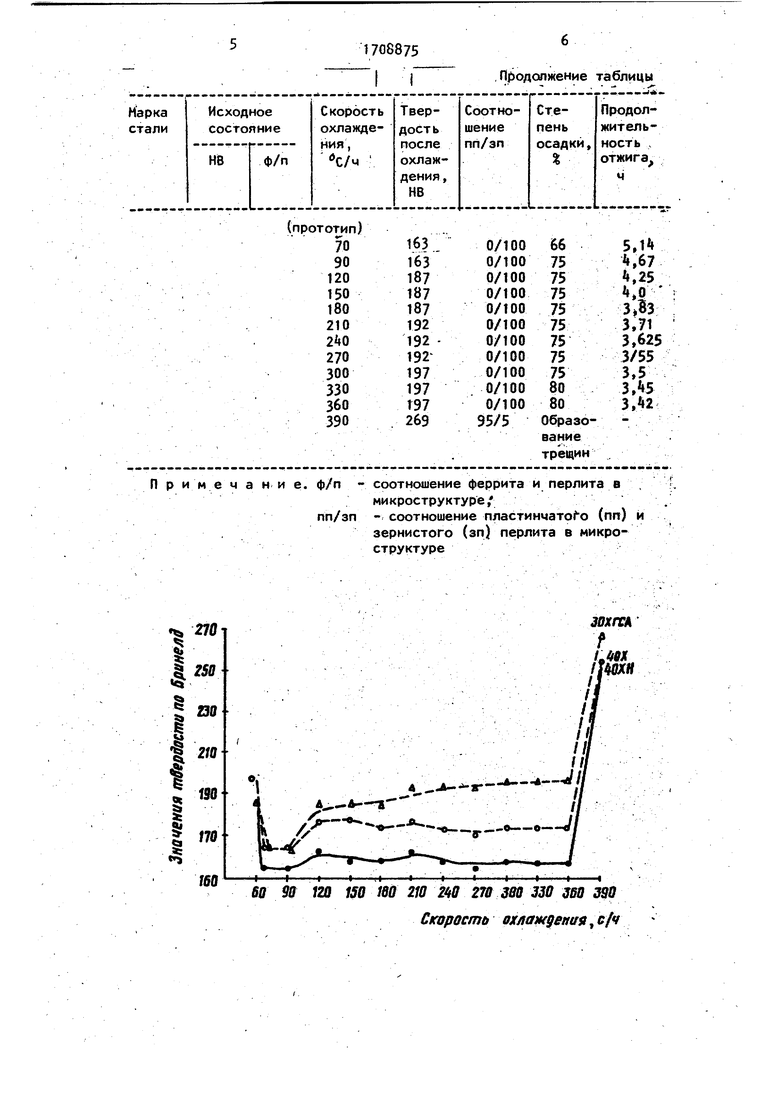
На чертеже представлена зависимость твердости от скорости охлаждения.
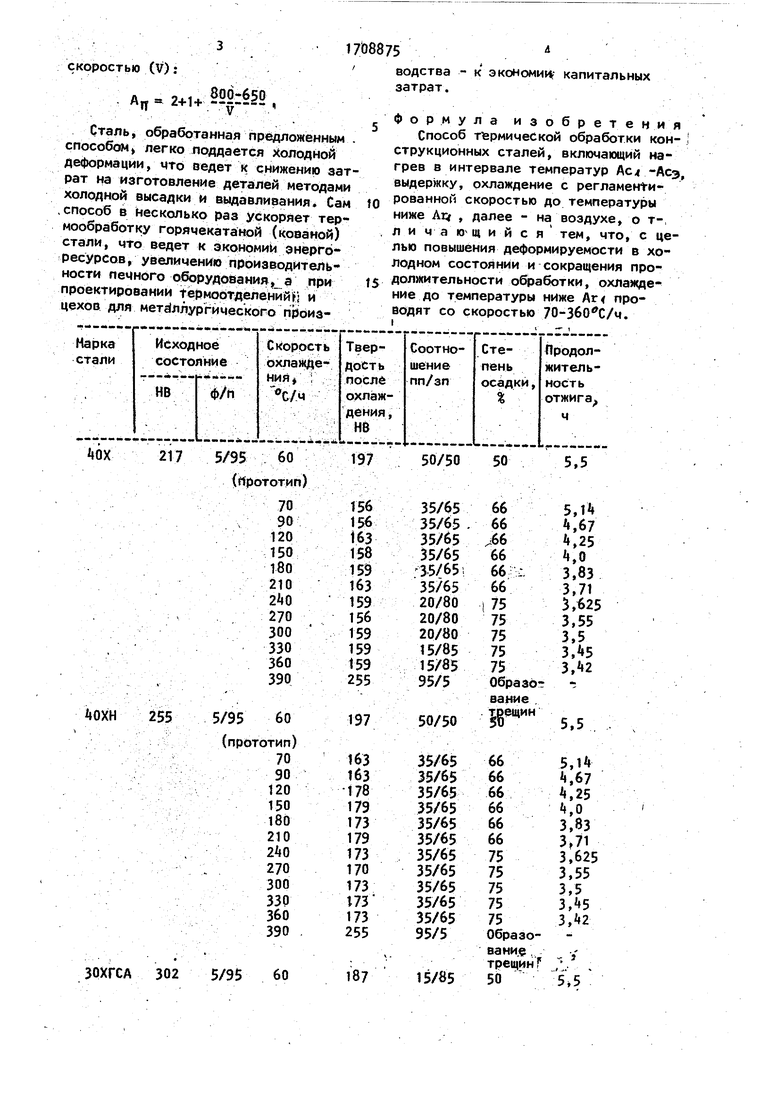
В таблице показано влияние скорости охлаждения образцов стали с температуры неполной аустенитизации на твердость, микроструктуру и осадку в холодном состоянии.
Из таблицы видно возрастание степени осадки стали (повышение пластич- ности) при увеличении скорости охлаждения, а также уменьшение продолжитель ности охлаждения при отжиге по сравнению с прототипом (V ).
Продолжительность отжига определения, как сумма времени нагрева металла, его подогрева по сечению и охлаждения от BOO до 650С с различной
скоростью (V):
. . §2|:§5о ,
IT
Сталь, обработанная предложенным . способом легко поддается Холодной деформации, что ведет к снижению затрат на изготовление деталей методами холодной высадки и вьщавливания. Сам .способ в несколько раз ускоряет термообработку горячекатаной (кованой) стали, что ведет к экономии энергбресурсов, увеличению производитель ности печного оборудования а при проектировании -Гёрмоотделений - и цехов для металлургического пЬоизводства - к экономи капитальных затрат.
формула изобретения
Способ термической обработки кон- I струкционных сталей, включающий нагрев в интервале температур Асх -Асэ, выдержку, охлаждение с peглaмeнtированной скоростью до температуры ниже Ati , далее - на воздухе, от-, , л и ч а ю щ и и с я тем, что, с целью повышения деформируемости в холодном состоянии и сокращения продолжительности обработки, охлаждение до температуры ниже Аг проводят со скоростью .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления калиброванной стали для холодной высадки | 1978 |
|
SU753912A1 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 2020 |
|
RU2763981C1 |
| Способ обработки проката | 1987 |
|
SU1446175A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ БЕЗ ПРОВЕДЕНИЯ СФЕРОИДИЗИРУЮЩЕГО ОТЖИГА | 2023 |
|
RU2814574C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ ДЛЯ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2014 |
|
RU2568887C1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДКАТА | 1992 |
|
RU2032750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| Способ изготовления калиброванной стали для холодной высадки | 1979 |
|
SU876743A1 |
| Способ отжига быстрорежущей стали | 1979 |
|
SU945196A1 |
Изобретение относится к металлургии и может быть использовано при; обработке деталей, подвергаемых холодной высадке и выдавливанию. Цель изобретения - повышение деформируемости 'в холодном состоянии и сркра-г щение продолжительности обработки. Образец из стали АОХ нагревают до 800*% и выдерживают в течение 1 м, далее охлаждают со с»1соростью 300®С/ч, до 650*С,; окончательное охлаждение выполняют на воздухе. 1 табл., 1 ил.
5/95 60
40Х
217 (прототип)
АОХН 255
ЗОХГСА 302
5,5
50/50 50 П р име ч а ни е. ф/п пп/зп
I °
1708875
1 Г
, Л|Ьодопжение таблицы
зохгсл
f
flmti
j I соотношение феррита и перлита в микроструктуре/ - соотношение пластинчатого (пп) и зернистого (зп) перлита в микроструктуре
