,1
Известны способы изготовления Спиральношовных труб с нагревом нахлесточного шва тока.ми радиочастоты. Необходимое сварочное давление обеспечивается двумя обжи.мными роликами, непосредственно контактирующими с разогретыми кромками.
Эти способы, в которых подача полосы лроизводится по касательной к окружности формуемой трубы, не обеспечивают надлежащее качество сварного соединения; кро.ме того, скорость сварки невелика.
Предлагаемый способ изготовления спиральношовных труб токами радиочастоты отличается от известных тем, что трубу формуют сначала по радиусу больше расчетного, а затем по расчетному при плавном сопряжении обеих Окружностейформовки. Для получения гладкой поверхности трубы перед нагревом осушествляют отбортовку одной из свариваемых кромок.
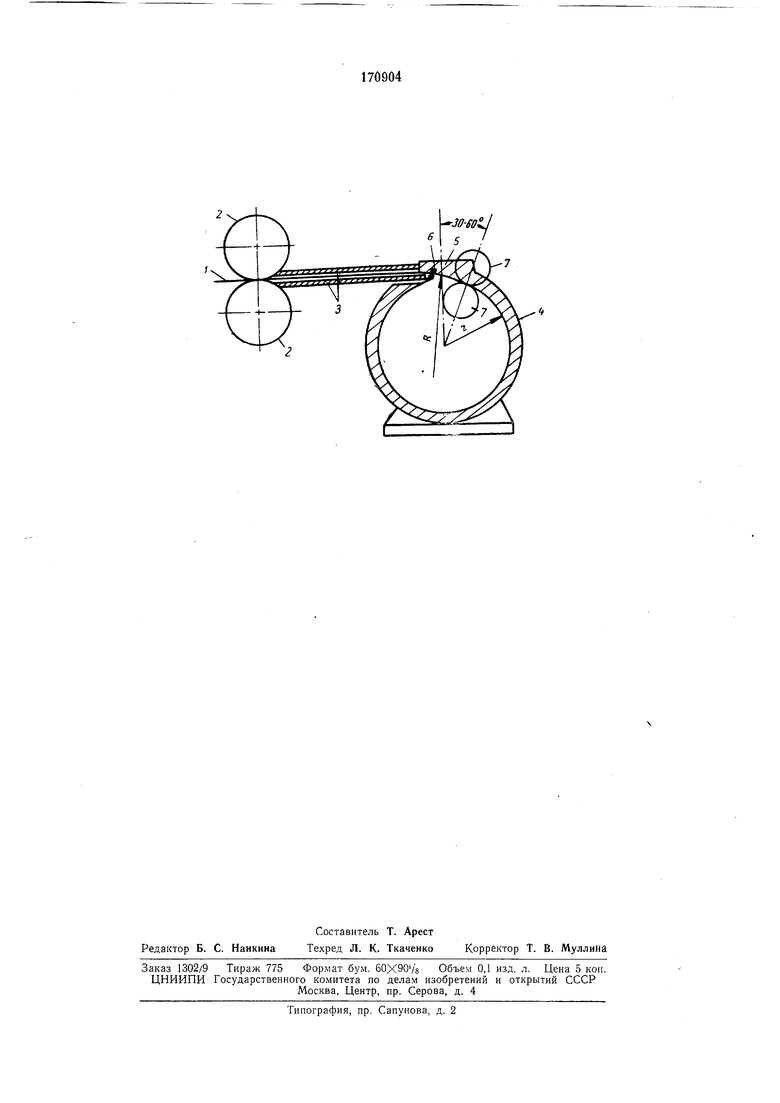
На чертеже показана схема формов ки.
Полоса / подаюшими валками 2 через шелевые проводки 3 подается в формуюшее устройство 4 втулочного типа через устройство 5, обеспечивающее формовку трубы по радиусу / больше расчетного при угле формовки порядка 30-60°, после чего формовка производится по расчетному радиусу, г, равному радиусу формуемой трубы. Ток радиочастоты
подводится к свариваемым кромкам контактами 6, обжимные ролики 7 имеют сваривае.чые кромки в месте плавного сопряженпя обеих окружностей формовки. Формующее устройство П обжимные ролики имеют водяное охлаждение.
Та1кой способ формовки позволяет регулировать угол схождения свариваемых кромок и наплучшим образом использовать эффект близости при нагреве кромок токами радиочастоты.
Для получения гладкой внутренней (или наружной .поверхности) трубы в валках подающей машины производится отбортовка одной из свариваемых кромок.
Предмет изобретения
1.Способ изготовления спиральношовных труб с |Нагревом нахлесточного шва точками радиочастоты, при котором необходимое сварочное давление обеспечивается двумя обжимными роликами, отличающийся тем, что, с целью повышения качества сварного шва и скорости сварки, формовку осуществляют сначала по радиусу больше расчетного, а затем по расчетному при .плавном сопряжении обеих окружностей формовки.
2.Способ по п. 1, отличающийся тем, что, с целью получения гладкой поверхности трубы, перед нагревом производят отбортовку одной из свариваемых кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1973 |
|
SU385644A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Способ сварки давлением | 1978 |
|
SU743813A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спиральношовных труб | 1977 |
|
SU650686A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |