Изобретение относится к технологии машиностроения, в частности к инструментам для обработки точных отверстий.
Целью изобретения является повышение точности и производительности процесса обработки.
На фиг.1 показан инструмент в сборе; на фиг.2 - инструмент, продольный разрез: на фиг.З - разрез А-А на фиг.2; на фиг.4 и 5
-взаимное расположение раздвижных элементов относительно корпуса; на фиг.6 и 7
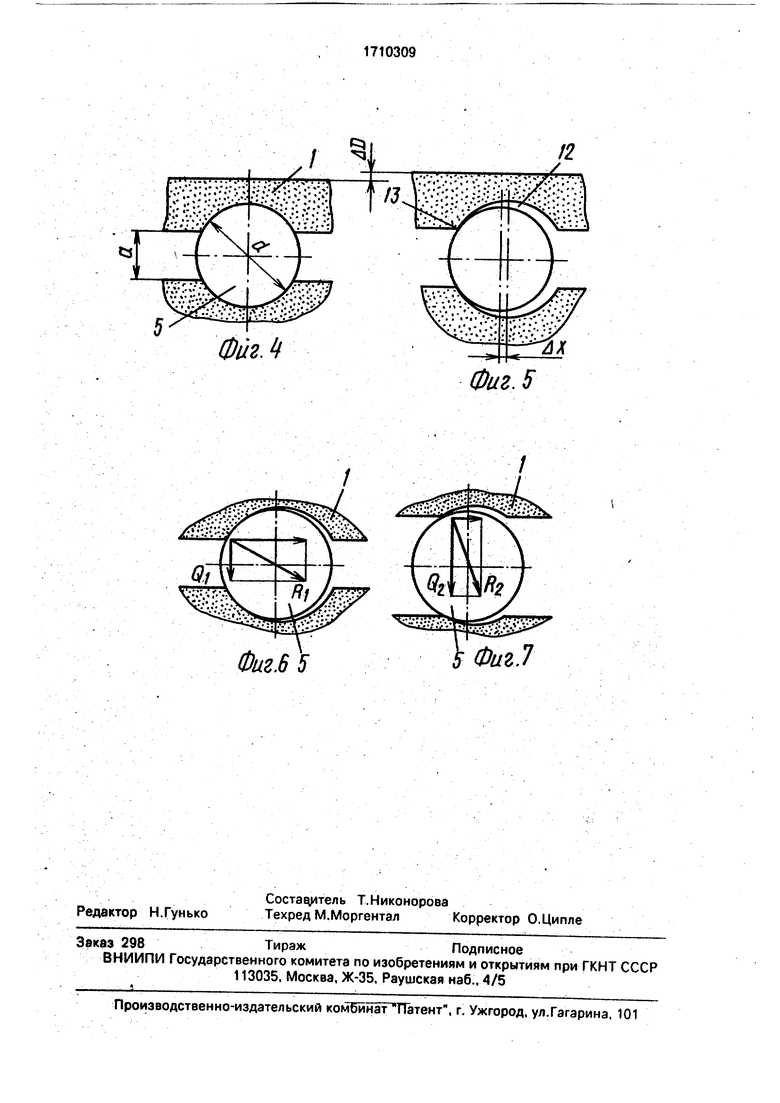
-силовое взаимодействие раздвижных элементов с наклонными поверхностями корпуса при различной ширине сквозного паза.
Инструмент содержит корпус 1, в котором имеется сквозная прорезь 2. Наружная цилиндрическая поверхность инструмента 3 обладает абразивными свойствами. Для этой цели на ней нанесен алмазно-никелевый слой или закреплены абразивные бруски. По оси инструмента выполнено центральное осевое отверстие, в котором установлена цилиндрическая тяга 4 со сквозными отверстиями. Перпендикулярно оси тяги закреплены на ней разжимные элементы 5, выполненные в виде цилиндрических штифтов, как наиболее простых в изготовлении.
С обоих торцов корпуса имеются цилиндрические посадочные поверхности б и резьбовые отверстия 7, в любом из которых может быть установлен хвостовик 8, имеющий аналогичные поверхности. В свободное от хвостовика отверстие устанавливают регулировочный винт 9. Контргайки 10 и 11 обеспечивают надежность установки хвостовика и регулировочного винта в корпусе. Разжимные элементы 5 контактируют с цилиндрическими отверстиями 12 в корпусе, причем оси этих отверстий пересекаются осью симметрии сквозной прорези 2.
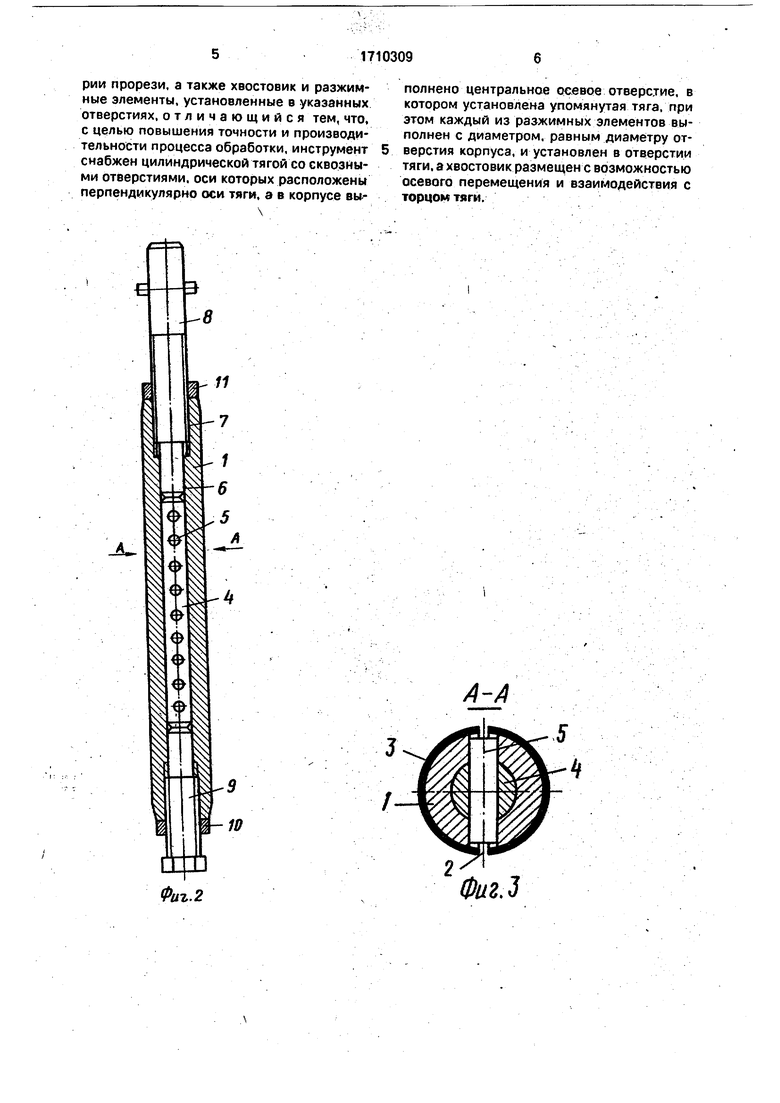
Регулирование диаметрального размера инструмента производится следующим образом,
В исходном положении штифты 5 и отверстия 12 в корпусе соосны (фиг.4). Строгая соосность обеспечивается при изготовлении инструмента обработкой отверстий в корпусе и тяге в сборе. Чтобы изменить диаметр инструмента, необходимо переместить винт 9 и хвостовик 8 в осевом направлении на величину А X. При этом штифты 5 воздействуют на наклонные поверхности 13 цилиндрических отверстий 12 и заставляют части корпуса, расположенные по обе стороны прорези 2, раздвигаться на величину А D. Равномерность или симметричность раздвижения обеих частей корпуса обеспечивается совмещением оси
симметрии прорези с осью цилиндрического отверстия 12. За счет большого количества разжимных элементов исходная цилиндрическая поверхность корпуса
трансформируется в цилиндрическую поверхность 14, несколько отклоняющуюся от цилиндричности по краям прорези.
Уменьшение диаметра инструмента производится перемещением винта и хвостовика в обратную сторону. При работе данного инструмента в качестве абразивной развертки дальний от хвостовика участок абразивной поверхности изнашивается более интенсивно. Поменяв
местами винт 9 с хвостовиком 8, появляется возможность увеличить долговечность инструмента.
Радиальная жесткость инструмента во многом зависит от величины прорези а и
диаметра d разжимного элемента. Чем мен ьше разница между ними, т.е. чем a/d , темвыше радиальная жесткость, но меньше диапазон регулирования и тем меньше возможности обрабатывать отверстия в трнкостенных деталях. Чем меньше величина a/d «1, тем меньше радиальная жесткость, больше диапазо регулирования, тем точнее можно обрабатывать тонкостенные детали (фиг.6 и 7). На фиг.6 соотношение a/d
меньше соотношения a/d конструкции, изображенной на фиг.7. соответствен но сила Q, необходимая для перемещения частей корпуса в радиальном направлении, в первом случае меньше, чем во втором, что и доказывает утверждение о влиянии соотношения a/d на радиальную жесткость инструмента. Предлагаемый инструмент можно применять в качестве абразивной р ертки. В этом случае обработка отверстия-производится следующим образом. Диаметр инструмента по режущей части настраивают на 0,01-0,04 мм больше диаметра отверстия в заготовке, инструменту придан вращательное и возвратно-поступательное движения. При обработке жестких деталей применяют инструмент, у которого соотношение a/d 1, при этом обработку производят за один двойной ход инструмента. Тонкостенные детали обрабатывают инструментом, у которого соотношение a/d« 1. В этом случае обработку провод5|т за несколько двойных ходов инструмента.
Фор м у ла изобретения Инструмент для обработки отверстий,
содержащий корпус со сквозной осевой прорезью с выполненными перпендикулярно продольной оси корпуса отверстиями, оси которых расположены на оси симметрии прорези, а также хвостовик и разжимные элементы, установленные в указанных отверстиях, отличающийся тем, что, с целью повышения точности и производительности процесса обработки, инструмент снабжен цилиндрической тягой со сквозными отверстиями, оси которых расположены перпендикулярно оси тяги, а в корпусе вы
полнено центральное осевое отверстие, в котором установлена упомянутая тяга, при этом каждый из разжимных элементов выполнен с диаметром, равным диаметру отверстия корпуса, и установлен в отверстии тяги, а хвостовик размещен с возможностью осевого перемещения и взаимодействия с торцом тяги.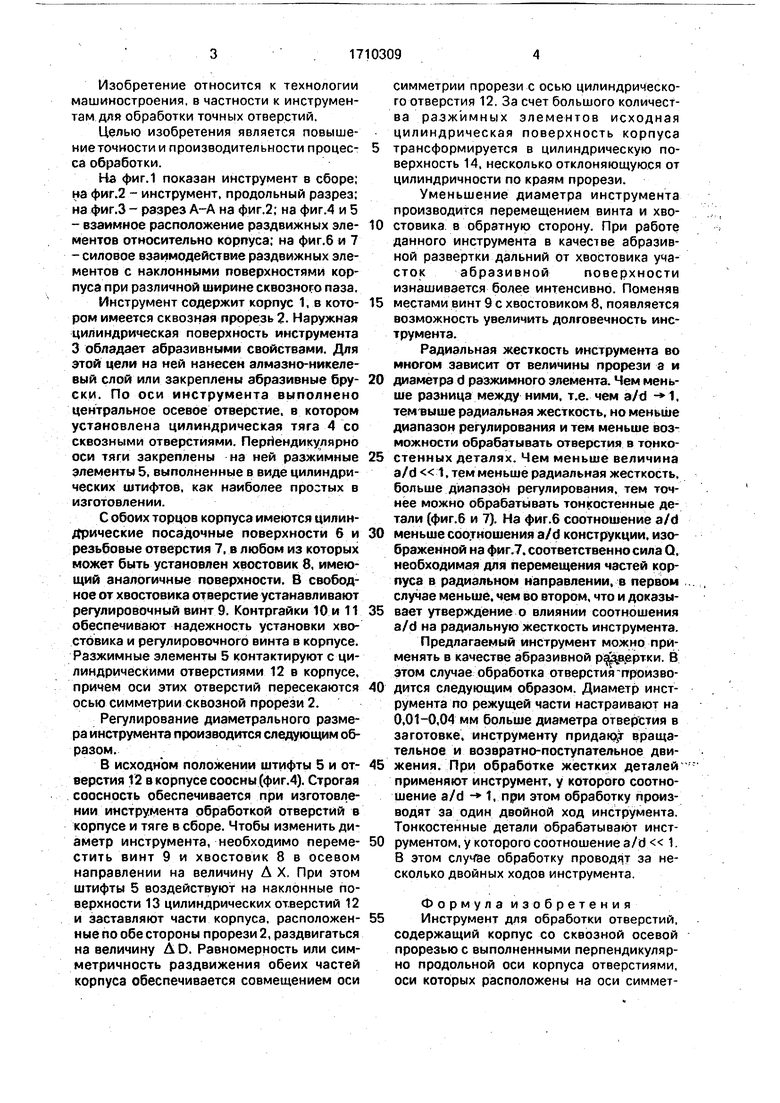
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ АБРАЗИВНЫМИ БРУСКАМИ | 1992 |
|
RU2049651C1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
Изобретение относится к технологии машиностроения, в частности к инструментам для финишной абразивной обработки прецизионных отверстий, и позволяет повысить точность и производительность об-• работки. Инструмент, содержащий корпус 1 со сквозной осевой прорезью 2 с выполненными перпендикулярно продольной оси корпуса отверстиями, оси которых расположены на оси симметрии прорези, а также хвостовик 8 и разжимные злементы 5, смонтированные в указанных отверстиях, дополнительно снабжен цилиндрической тягой со сквозными отверстиями, оси которых расположены перпендикулярно оси тяги. В корпусе выполнено центральное осе,вЬе отверстие, в котором установлена ука,зан- ная тяга^ при зтом каждый из разжимных злементов выполнен с диаметром, равным диаметру отверстия корпуса, и установлен в отверстии тяги, а хвостовик размещен с возможностью осевого перемещения и взаимодействия с торцом тяги. 7 ил.»^оСОо >&о
Фиг.2
А-А
Фиг.З
5
Фй2.
Фиг А 5
12
/
Фиг. 5
Фиг.7
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
