Изобретение относится к хлёбопекар-, ной отрасли пищевой промышленности, а именно к выпечке армянского лаваша. ,
Известен способ производства хлеба национальных сортов, заключающийся в приготовлении теста, формовании и выпеч- . ке тестовых заготовок. Выпечку тестовых за- готовок производят при двустороннем энергоподводе посредством коротковолнового облучения сверху при постоянной плот- ности теплового потока по ходу выпечки и кондуктивном нагреве снизу при постоянч ной температуре пода на всем протяжении выпечки. При этом подвод.энергии сверху производится от кварцевых излучателей.
Данному способу присущи недостаточно высокое качество готового продукта, большой упек и большая длительность процесса, так как излучатели размещены равномерно эквидистантно относительно поверхности изделия и имеет место постоянство теплового потока сверх и снизу в течение всего процесса выпечки лаваша. Равномерность теплово- fo потока вызывает интенсивное испарение влаги из тестовой заготовки, увеличение упека, повышение хрупкости и уменьшение выхода готовой продукции. Использование для выпечки теста повышенной влажности приводит к увеличению энергозатрат и времени выпечки дох120 с.
VJ
О СЛ
Наиболее близким к изобретению является способ производства тонкого армянского лаваша, включающий приготовление теста с влажностью 38-42%, формование, расстойку и двухстадийную выпечку тестовых заготовок путем воздействия на заготовку коротковолновым облучением от излучателей с постадийно уменьшающейся плотностью теплового потока.
Недостатками данного способа производства тонкого армянского лаваша являются повышенные энергозатраты, недостаточно высокий выход и качество готовой продукции. Это обусловлено различием способа подвода тепла сверху и снизу тестовой заготовки. Сверху нагрев производится от коротковолновых излучателей, снизу от нагрева пода. Вследствие этого имеет место меньшая интенсивность прогрева тестовой заготовки снизу, что подтверждается результатами экспериментальных данных. Меньшая интенсивность прогрева лаваша снизу обусловлена тем, что от пода передача тепла внутрь тестовой заготовки в процессе выпечки производится главным образом посредством кондукции. Интенсивность теплопередачи при этом зависит от теплопроводности теста и перепада температуры между поверхностым и центральным слоем выпекаемого лаваша.
Вследствие малой теплопроводности теста и ограничения максимальной температуры поверхности, обусловленной биохимическими превращениями в тесте, передача тепла внутрь тестовой заготовки производится менее интенсивно, чем при инфракрасном нагреве. При этом имеет место значительный упек. Увеличение упека приводит к увеличению энергозатрат и уменьшению выхода готовой продукции.
Различие способов нагрева сверху и снизу приводит также к различию окраски поверхности лаваша. Увеличение упека приводит также к повышению хрупкости лаваша, т.е. ухудшению качества лаваша.
Цель изобретения - снижение энергозатрат, повышение выхода и улучшение качества лаваша.
Поставленная цель достигается тем, что при производстве тонкого армянского лаваша, включающем приготовление теста, формование, расстойку и двустадийную выпечку тестовых заготовок путем воздействия на заготовку коротковолновым облучением от излучателей с постадийно уменьшающейся плотностью теплового потока, формование тестовых заготовок осуществляют путем пропускания теста через пару горизонтально расположенных двумя вертикальными рядами валков, при воздействии перед последней парой формующих валков на пласт теста двусторонним инфракрасным коротковолновым облучением с плотностью потока 70-75 кВт/м2 до достижения температуры поверхности пласта теста равной 55-60°С, при выпечке коротковолновое облучение тестовой заготовки осуществляют от двух вертикальных рядов коротковолновых излучателей, распо0 ложенных со смещением излучателей, одного ряда по отношению к излучателям другого ряда по 20-25 мм по вертикали, при этом первую стадию выпечки осуществляют при плотности коротковолнового облучения
5 равной 66-69 кВт/м до достижения температуры в центре тестовой заготовки 97- 99°С, а вторую стадию ведут при плотности лучистого потока 30-36 кВт/м2 до полной готовности лаваша. Пласт теста перед по0 следней парой формующих валков подогревается до высокотемпературных излучателей с плотностью теплового потока 70-75 кВт/м2 до температуры его поверхности 55-60°С. Подогрев тестовой заготовки
5 обеспечивает требуемые реологические свойства теста и позволяет получить ее достаточно тонкой. Данная плотность теплового потока 70-75 кВт/м2 обусловлена тем, что нагрев тестовой заготовки производит0 ся в течение очень короткого промежутка времени (несколько секунд) и только до температуры 55-60°С. В этом случае исключается клейстеризация крахмала, происходящая при температуре около 63°С.
5 Кондуктивный способ нагрева изделий менее интенсивен по сравнению с инфракрасным высокотемпературным способом нагрева, что приводит к повышению потерь тепла. Для применения инфракрасного на0 грева вместо кондуктивного и обеспечения равномерности нагрева тестовой заготовки с обеих сторон она должна перемещаться вертикально. Вертикальное перемещение тестовой заготовки и использование с обеих
5 сторон инфракрасных излучателей позволяет снизить энергозатраты на выпечку, так как отсутствуют транспортирующие устройства.
Вертикальное перемещение тестовой за0 готовки способствует также уменьшению упека, так как испаряющаяся влага в виде пара поднимается вверх и конденсируется на более холодных ее слоях. Использование двухстороннего инфракрасного нагрева
5 позволяет также повысить качество готовой продукции, так как обе поверхности лаваша имеют одинаковую светло-коричневую окраску с пузырьками на них коричневого цвета. В пекарной камере поверхность тестовой заготовки при перемещении сверху
вниз облучается от двух вертикальных ряов коротковолновых излучателей с шагом между ними 40-50 мм. Вертикальные ряды смещены вертикально относительно Друг руга на половину шага между излучателями 20-25 мм. В этом случае максимум теплового потока с одной стороны лаваша соответствует минимуму теплового потока с другой его стороны. Максимальная плотность теплового потока на поверхности тестовой заготовки, имеющая место напротив излучателя на одном с ним уровне, равна 66-69 кВт/м2. Эта плотность обусловлена тем, что при повышении ее имеет место интенсивное испарение влаги и пар под давлением разрывает тестовую заготовку, образуя большие вздутости. Уменьшение этой плотности приводит к увеличению продолжительности выпечки. При симметричном энергоподводе в пекарной камере имеет место разрыв тестовой заготовки. Разрыв лаваша в этом случае обусловлен тем, что влага симметрично перемещается с обеих сторон в центр тестовой заготовки под действием термовлагопроводности, испаряется там, однако скорость испарения превышает скорость выхода пара из образца. Исследования показали также, что разрыва образца можно избежать, если коротковолновое облучение тестовой заготовки осуществляют от двух вертикальных, рядов коротковолновых излучателей, при этом вертикальный ряд с одной стороны тестовой заготовки смещен относительно вер4- тикального ряда с другой ее стороны на 20-25 мм. Максимальная плотность тепло- вого потока 66-69 кВт/м2. При этом температура в центре тестовой заготовки достигает 97-99°С. Данное размещение кварцевых излучателей позволяет создать максимальный тепловой поток с одной сто- -роны тестовой заготовки, совпадающий с минимальными тепловым потоком с другой ее стороны. В этом случае нет встречных симметричных потоков влаги, она перемещается не только в центр, но и в противоположную сторону тестовой заготовки и частично может испаряться с обеих поверхностей. Предлагаемое размещение кварцевых излучателей позволяет уменьшить упек лаваша, так как влага перемещается внутри образца, но испаряется и удаляется с противоположной стороны в меньшей степени по сравнению со способом выпечки, предложенном в прототипе. Испаряется же меньше потому, что нет с противоположной стороны нагретого пода, который подогревал в прототипе переместившуюся влагу до температуры испарения. Пар при этом удалялся через поверхность лаваша, контактирующую с подом.
После первой стадии выпечки с плотностью лучистого потока 66-69 кВт/м2 завершаются основные биохимические и коллоидные процессы, но окраска поверхности остается бледной. С целью получения стандартной светло-коричневой окраски поверхности с пузырьками коричневого цвета
0 на второй стадии выпечки в пекарной камере обеспечивают также двустороннее облучение от двух вертикальных рядов коротковолновых излучателей с шагом между ними в ряду 40-50 мм. Вертикальные
5 ряды смещены друг относительно друга на 20-25 мм. Максимальная плотность лучистого потока на этой стадии 30-36 кВт/м2. Уменьшение теплового потока обусловленс тем, что образующаяся корка затрудняет
0 выход пара, а вся тестовая заготовка уже прогрета до температуры кипения воды или близкой к ней. При большей плотности теплового потока образуются большие вздутости и продольные разрывы лаваша.
Б Установка ламп над формующими валками увеличивает пластичность теста и таким образом позволяет получить тестовую заготовку меньшей толщины с одновременным уменьшением бракованной продукции, ко0 торая получалась вследствие разрывов тестового листа и трещин в нем. Благодаря этому повышается качество готовой продукции. Этот же эффект, т.е. повышение качества продукции при данном способе выпечки
5 тонкого армянского лаваша, достигается также благодаря тому, что тестовая заготовка поступает в пекарную камеру сразу же после последней пары формующих валков. В этом случае сокращается время релакса0 ции теста и готовый лаваш получается более тонким.
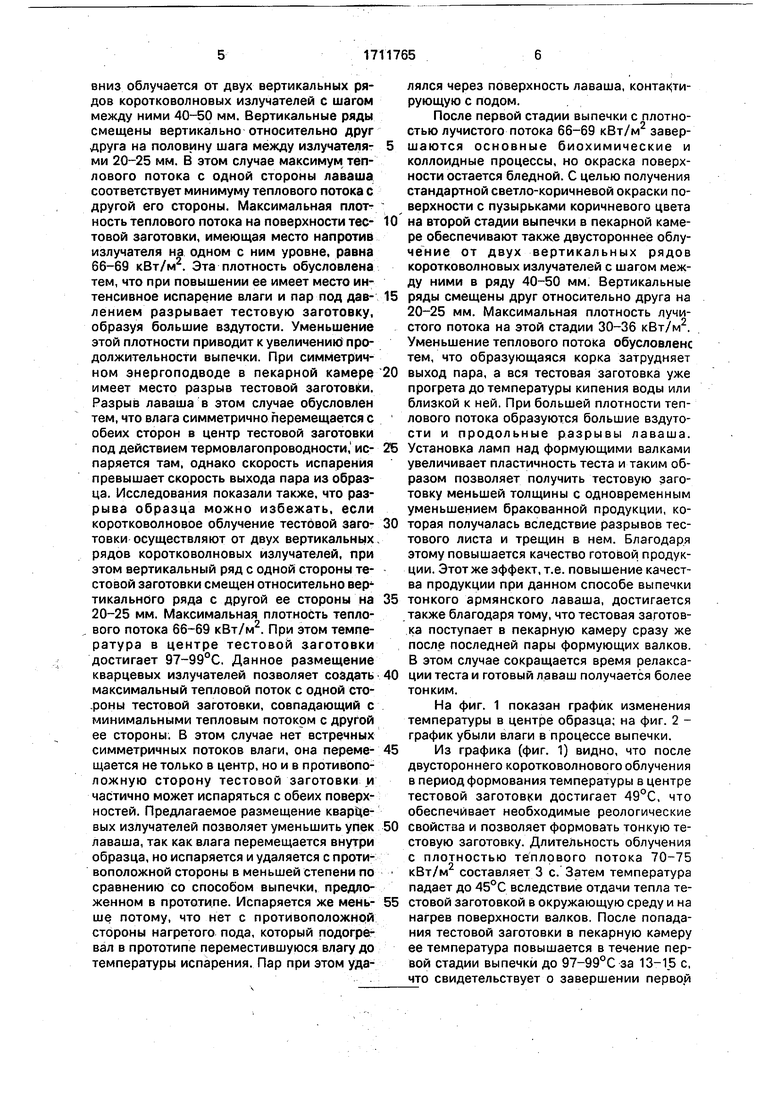
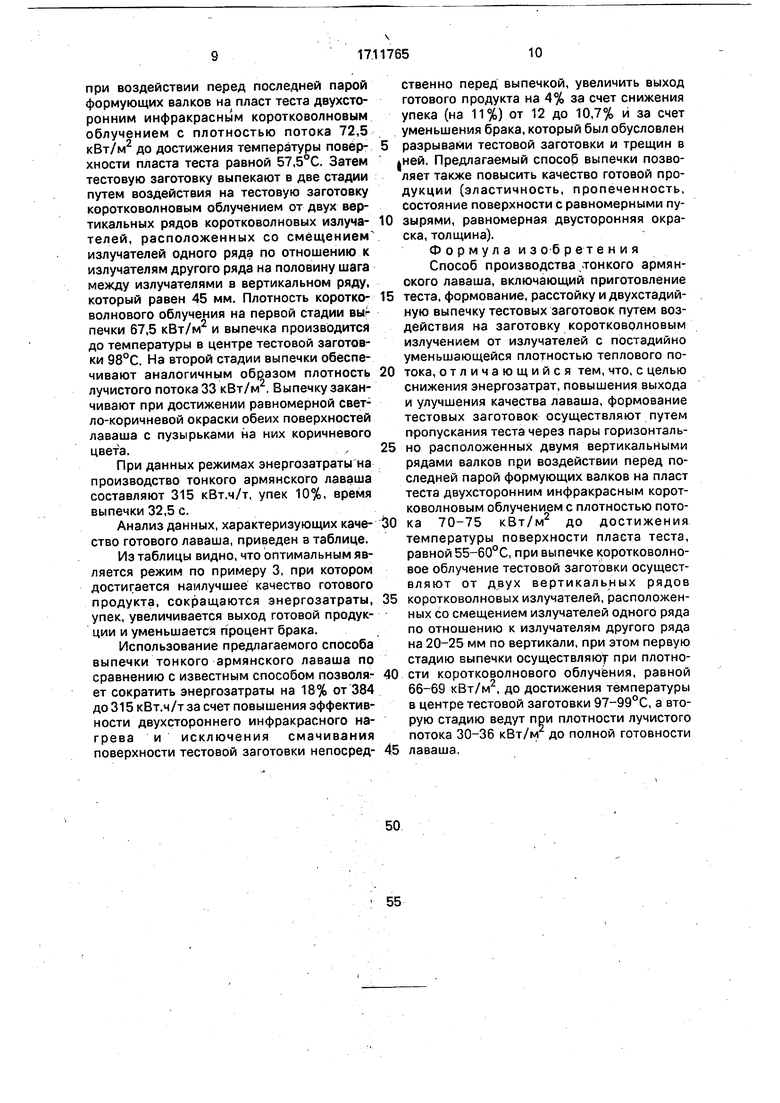
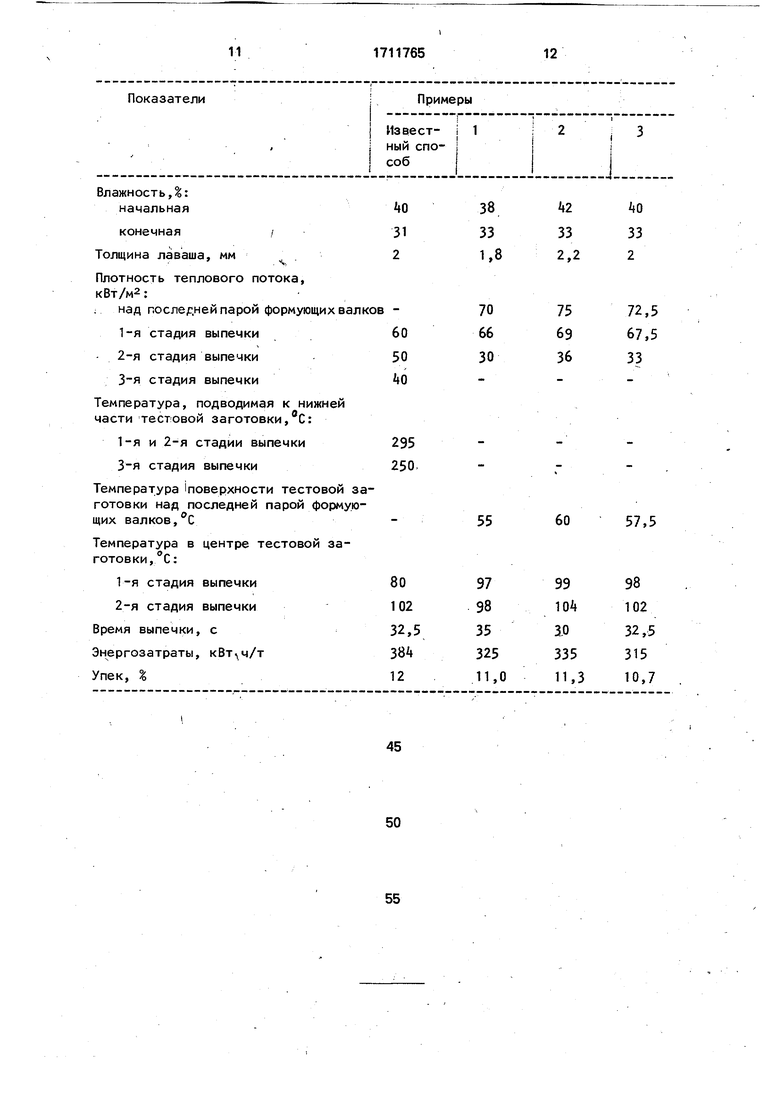
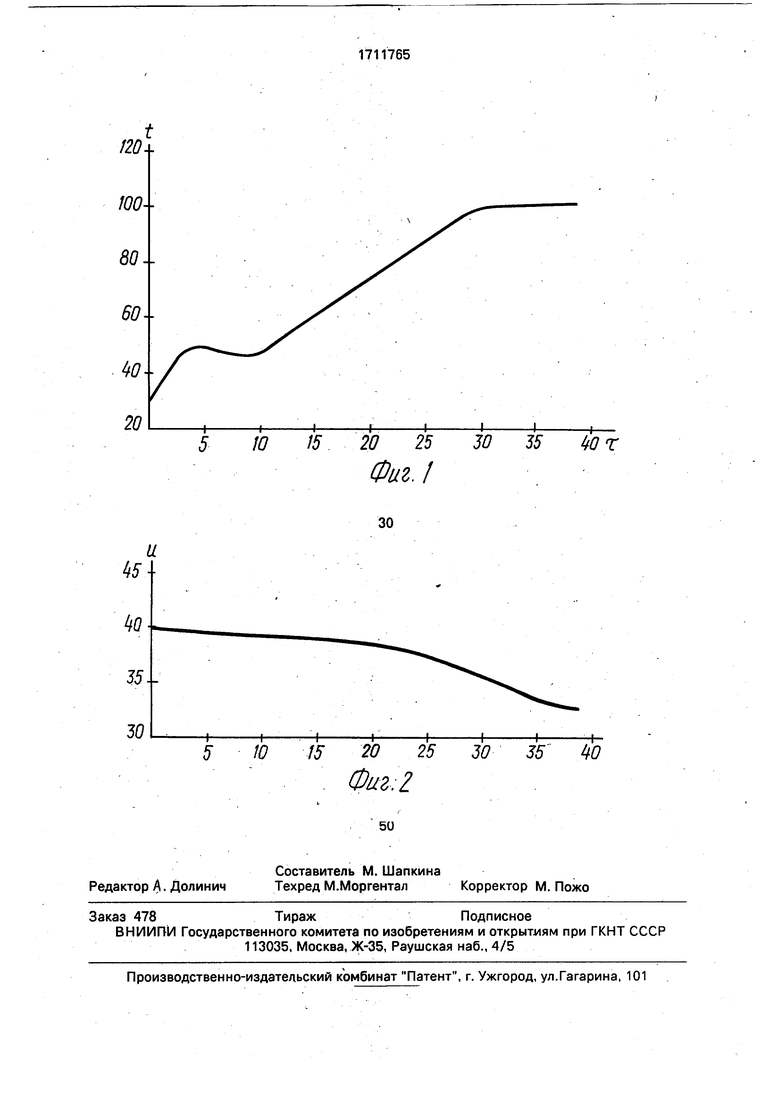
На фиг. 1 показан график изменения температуры в центре образца; на фиг. 2 - график убыли влаги в процессе выпечки.
5 Из графика (фиг. 1) видно, что после двустороннего коротковолнового облучения в период формования температуры в центре тестовой заготовки достигает 49°С, что обеспечивает необходимые реологические
0 свойства и позволяет формовать тонкую тестовую заготовку. Длительность облучения с плотностью теплового потока 70-75 кВт/м2 составляет 3 с. Затем температура падает до 45°С вследствие отдачи тепла те5 стовой заготовкой в окружающую среду и на нагрев поверхности валков. После попадания тестовой заготовки в пекарную камеру ее температура повышается в течение первой стадии выпечки до 97-99°С за 13-15 с, что свидетельствует о завершении первой
стадии выпечки. На второй стадии выпечки при плотности теплового потока 30-36 кВт/м2 температура незначительно растет до 104-J105°C, что позволяет получить лаваш светло-коричневой окраски с пузырька- ми коричневого цвета.
Из графика на фиг. 2 видно, что за период формования убыль влаги из тестовой заготовки незначительна вследствие малой температуры образца. Вначале первой ста- дни выпечки убыль влаги также мала и обусловлена испарением влаги с поверхности и биохимическими процессами, происходящими в тестовой заготовке. По мере ее прогрева испарение влаги значительно возрастает. К концу первой стадии выпечки удаление влаги замедляется вследствие образования на поверхности тестовой заготовки обезвоженной корочки. На. второй стадии выпечки масса лаваша слабо изме- няется, что происходит за счет обезвоживания корочки.
Способ осуществляют следующим образом.
Готовят тесто с влажностью , формуют.тестовую за готовку тол щи ной 1,8- 2,2 мм. При формовании тестовую заготовку подвергают двухстороннему инфракрасному коротковолновому облучению с плотностью лучистого потока 70-75 кВт/м2 до температуры поверхности пласта теста 55- 60°С. Затем тестовая заготовка поступает в пекарную камеру. Выпечку на первой стадии осуществляют от коротковолновых излучателей при плотности лучистого потока 66-69 кВт/м2 до температуры в центре тестовой заготовки 97-99°С. На второй стадии выпечку осуществляют при плотности лучистого потока 30-36 кВт/м до полной готовности лаваша. Коротковолновое облучение тестовой заготовки осуществляют от двух вертикальных рядов коротковолновых излучателей, расположенных со смещением излучателей одного ряда по отношению к излучателям другого ряда на половину шага между излучателями в каждом вертикальном ряду, который равен 40-50 мм.
Пример 1. Готовят тесто влажностью 38%, формуют тестовую заготовку толщиной 1,8 мм путем пропускания теста через пару горизонтально расположенных двумя вертикальными рядами (трех пар) валков, при воздействии перед последней парой формующих валков на пласт теста двухсторонним инфракрасным облучением с плот- ностью потока 70 кВт/м2 до достижения температуры поверхности пласта теста, равной 55°С. Затем тестовую заготовку выпекают в две стадии путем воздействия на тестовую заготовку коротковолновым облучением от двух вертикальных рядов коротковолновых излучателей, расположенных со смещением излучателей одного ряда по отношению к излучателям другого ряда на половину шага между излучателями в вертикальном ряду, который равен 50 мм. Плотность коротковолнового облучения на первой стадии выпечки 66 кВт/м2 и выпечка производится до температуры в центре тестовой заготовки 97°С. На второй стадии выпечки обеспечивают аналогичным образом плотность лучистого потока 30 кВт/м , Выпечку заканчивают при достижении равномерной светло-коричневой окраски обеих поверхностей лаваша с пузырьками на них коричневого цвета.
При данных режимах энергозатраты на производство тонкого армянского лаваша составляют 325 кВт-ч/т, упек 11,0%, время выпечки 35 с, качество лаваша соответствует стандарту.
Пример 2. Готовят тесто влажностью 42%. Формуют тестовую заготовку толщиной 2,2 мм путем пропускания теста через пару горизонтально расположенных двумя вертикальными рядами (трех пар) валков, при воздействии перед последней парой формующих валков на пласт теста двухсторонним инфракрасным коротковолновым облучением с плотностью потока 75 кВт/м2, до достижения температуры поверхности пласта теста, равной 60°С. Затем тестовую заготовку выпекают в две стадии путем воздействия на тестовую заготовку коротковолновым облучением от двух вертикальных рядов коротковолновых излучателей, расположенных со смещением излучателей одного ряда по отношению к излучателям другого ряда на половину шага между излучателями в вертикальном ряду, который равен 40 мм. Плотность коротковолнового облучения на первой стадии выпечки 69 кВт/м2 и выпечка производится до температуры в центре тестовой заготовки 99°С. На второй стадии выпечки обеспечивают аналогичным образом плотность лучистого потока 36 кВт/м . Выпечку заканчивают при достижении равномерной светло-коричневой окраски обеих поверхностей лаваша с пузырьками на них коричневого цвета,
При данных режимах энергозатраты на производство тонкого армянского лаваша составляют 335 кВт.ч/т, упек 11,3%, время выпечки 30 с, качество лаваша соответствует стандарту.
Пример 3. Готовят тесто влажностью 40%, формуют тестовую заготовку толщиной 2,0 мм путем пропускания теста через пару горизонтально расположенных двумя вертикальными рядами (трех пар) валков
при воздействии перед последней парой формующих валков на пласт теста двухсторонним инфракрасным коротковолновым облучением с плотностью потока 72,5 кВт/м2 до достижения температуры поверхности пласта теста равной 57,5°С. Затем тестовую заготовку выпекают в две стадии путем воздействия на тестовую заготовку коротковолновым облучением от двух вертикальных рядов коротковолновых излучателей, расположенных со смещением излучателей одного ряда по отношению к излучателям другого ряда на половину шага между излучателями в вертикальном ряду, который равен 45 мм. Плотность коротковолнового облучения на первой стадии выг печки 67,5 кВт/м2 и выпечка производится до температуры в центре тестовой заготовки 98°С. На второй стадии выпечки обеспечивают аналогичным образом плотность лучистого потока 33 кВт/м . Выпечку заканчивают при достижении равномерной светло-коричневой окраски обеих поверхностей лаваша с пузырьками на них коричневого цвета.
При данных режимах энергозатраты на производство тонкого армянского лаваша составляют 315 кВт.ч/т, упек 10%, время выпечки 32,5 с.
Анализ данных, характеризующих качество готового лаваша, приведен в таблице.
Из таблицы видно, что оптимальным является режим по примеру 3, при котором достигается наилучшее качество готового продукта, сокращаются энергозатраты, упек, увеличивается выход готовой продукции и уменьшается процент брака.
Использование предлагаемого способа выпечки тонкого армянского лаваша по сравнению с известным способом позволяет сократить энергозатраты на 18% от 384 до 315 кВт.ч/т за счет повышения эффективности двухстороннего инфракрасного нагрева и исключения смачивания поверхности тестовой заготовки непосредственно перед выпечкой, увеличить выход готового продукта на 4% за счет снижения упека (на 11%) от 12 до 10,7% и за счет уменьшения брака, который был обусловлен
разрывами тестовой заготовки и трещин в ней. Предлагаемый способ выпечки позволяет также повысить качество готовой продукции (эластичность, пропеченность, состояние поверхности с равномерными пузырями, равномерная двусторонняя окраска, толщина).
Формула изобретения Способ производства тонкого армянского лаваша, включающий приготовление
теста, формование, расстойку и двухстадий- ную выпечку тестовых заготовок путем воздействия на заготовку коротковолновым излучением от излучателей с постадийно уменьшающейся плотностью теплового потока, отличающийся тем, что, с целью снижения энергозатрат, повышения выхода и улучшения качества лаваша, формование тестовых заготовок осуществляют путем пропускания теста через пары горизонтально расположенных двумя вертикальными рядами валков при воздействии перед последней парой формующих валков на пласт теста двухсторонним инфракрасным коротковолновым облучением с плотностью потока 70-75 кВт/м2 до достижения температуры поверхности пласта теста, равной 55-60°С, при выпечке коротковолновое облучение тестовой заготовки осуществляют от двух вертикальных рядов
коротковолновых излучателей, расположенных со смещением излучателей одного ряда по отношению к излучателям другого ряда на 20-25 мм по вертикали, при этом первую стадию выпечки осуществляют при плотности коротковолнового облучения, равной 66-69 кВт/м2, до достижения температуры в центре тестовой заготовки 97-99°С, а вторую стадию ведут при плотности лучистого потока 30-36 кВт/м до полной готовности
лаваша,
20 25
Фиг. I
30 35
Mr

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выпечки тонкого армянского лаваша | 1990 |
|
SU1750564A1 |
| Печь для выпечки тонкого армянского лаваша | 1984 |
|
SU1286140A1 |
| Способ производства национальных мучных изделий | 1987 |
|
SU1464999A1 |
| Устройство для выпечки тонкого армянского лаваша | 1979 |
|
SU856417A1 |
| Способ переработки риса в крупу | 1990 |
|
SU1697875A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО АРМЯНСКОГО ЛАВАША | 2006 |
|
RU2324353C2 |
| Способ производства быстроразвариваемого продукта из ячменя | 1988 |
|
SU1658974A1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU351521A1 |
| Способ производства ячменных хлопьев | 1988 |
|
SU1554869A1 |
| Способ обработки фуражного зерна | 1987 |
|
SU1443868A1 |
Изобретение относится к хлебопекарной отрасли пищевой промышленности, а именно к выпечке армянского лаваша. Целью изобретения является снижение энергозатрат; повышение выхода и улучшение качества лаваша. Способ производства тонкого армянского лаваша предусматривает приготовление теста влажностью 3842%, формование тестовой заготовки толщиной 1,8-2,2 мм путем пропускания теста через пару горизонтально расположенных двумя вертикальными рядами валков. При формовании пласт теста перед последней парой формующих валков подвергают двухстороннему инфракрасному коротковолновому облучению с плотностью потока 70-75 кВт/м2 до температуры поверхности пласта 55-60°С. Затем тестовую заготовку подают в пекарную камеру. Выпечку тестовой заготовки осуществляют от коротковолновых излучателей, расположенных двумя вертикальными рядами со смещением излучателей одного ряда пс- отношению к излучателям другого ряда на 20-25 мм по вертикали. Первую стадию выпечки осуществляют при плотности коротковолнового облучения, равной 66-69 кВт/м2, до достижения температуры в центре тестовой заготовки 97-99°С, а вторую стадию ведут при плотности лучистого потока 30-36 кВт/м2 до полной готовности лаваша. 2 ил:, 1 табл. (Л С
Ю
15 20 25
Фиг-: 2
30 35
| Устройство для выпечки тонкого армянского лаваша | 1979 |
|
SU856417A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства тонкого армянского лаваша | 1984 |
|
SU1215651A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
