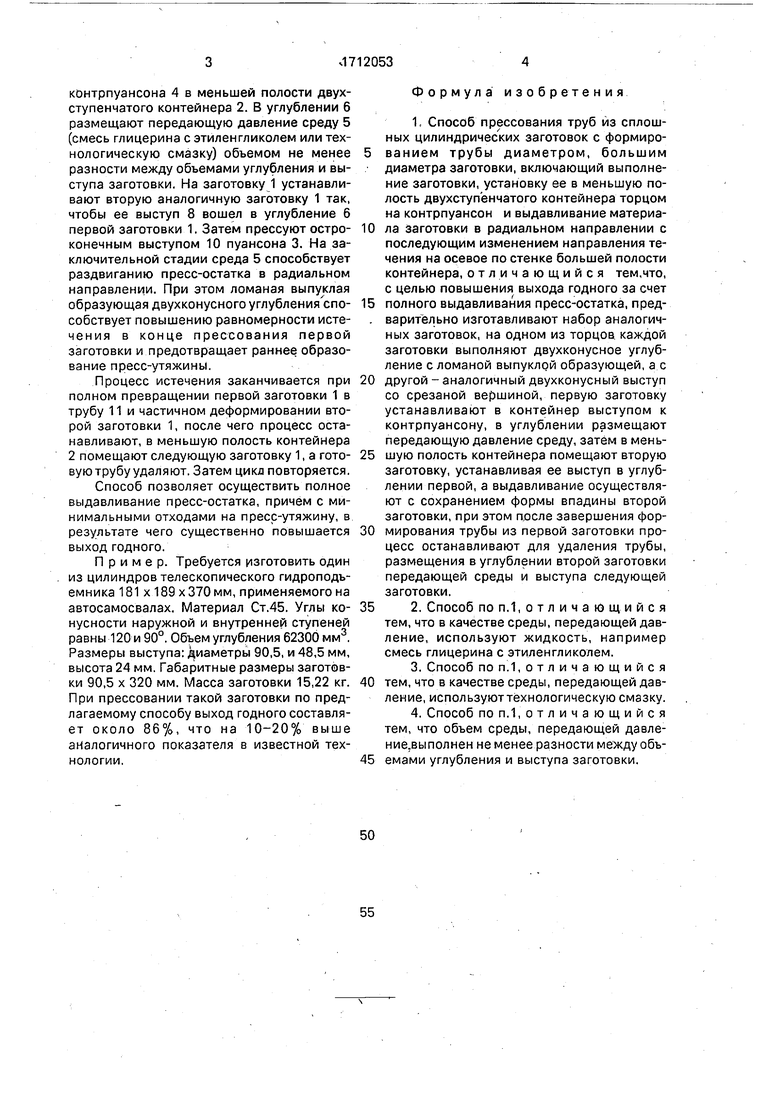
контрпуансона 4 в меньшей полости двухступенчатого контейнера 2. В углублении 6 размещают передающую давление среду 5 (смесь глицерина с этилен гликолем или технологическую смазку) объемом не менее разности между объемами углубления и выступа заготовки. На заготовку 1 устанавливают вторую аналогичную заготовку 1 так, чтобы ее выступ 8 вошел в углубление 6 первой заготовки 1. Затем прессуют остроконечным выступом 10 пуансона 3. На заключительной стадии среда 5 способствует раздвиганию пресс-остатка в радиальном направлении. При этом ломаная выпуклая образующая двухконусного углубленияспособствует повышению равномерности истечения в конце прессования первой заготовки и предотвращает раннее образование пресс-утяжины.
Процесс истечения заканчивается при полном превращении первой заготовки 1 в трубу 11 и частичном деформировании второй заготовки 1, после чего процесс останавливают, в меньшую полость контейнера 2 помещают следующую заготовку 1, а готовую трубу удаляют. Затем цикл повторяется.
Способ позволяет осуществить полное выдавливание пресс-остатка, причём с минимальными отходами на пресс-утяжину, в результате чего существенно повышается выход годного.
Пример. Требуется изготовить один из цилиндров телескопического гидроподъемника 181 X 189x370 мм, применяемого на автосамосвалах. Материал Ст.45. Углы конусности наружной и внутренней ступеней равны 120 и 90°. Объем углубления 62300 мм. Размеры выступа: диаметры 90,5, и 48,5 мм, высота 24 мм. Габаритные размеры заготовки 90,5 X 320 мм. Масса заготовки 15,22 кг. При прессовании такой заготовки по предлагаемому способу выход годного составляет около 86%, что на 10-20% выше аналогичного показателя в известной технологии.
Формула изобретения
1.Способ прессования труб из сплошных цилиндрических заготовок с формированием трубы диаметром, большим диаметра заготовки, включающий выполнение заготовки, установку ее в меньшую полость двухступенчатого контейнера торцом на контрпуансон и выдавливание материала заготовки в радиальном направлении с последующим изменением направления течения на осевое по стенке большей полости контейнера, отличающийся тем,что, с целью повышения выхода годного за счет полного выдавливания пресс-остатка, предварительно изготавливают набор аналогичных заготовок, на одном из торцов каждой заготовки выполняют двухконусное углубление с ломаной выпуклой образующей, ас другой - аналогичный двухконусный выступ со срезаной вершиной, первую заготовку устанавливают в контейнер выступом к контрпуансону, в углублении размещают передающую давление среду, затем в меньшую полость контейнера помещают вторую заготовку, устанавливая ее выступ в углублении первой, а выдавливание осуществляют с сохранением формы впадины второй заготовки, при этом после завершения формирования трубы из первой заготовки процесс останавливают для удаления трубы, размещения в углублении второй заготовки передающей среды и выступа следующей заготовки.
2.Способ по П.1, отличающийся тем, что в качестве среды, передающей давление, используют жидкость, например смесь глицерина с этиленгликолем.
3.Способ по П.1,отличающийся тем, что в качестве среды, передающей давление, используют технологическую смазку.
4.Способ по П.1, о т л и ч а ю щ и и с я тем, что объем среды, передающей давление.выполнен не менее разности между объемами углубления и выступа заготовки.
cpus.2
ч
11
(риг.З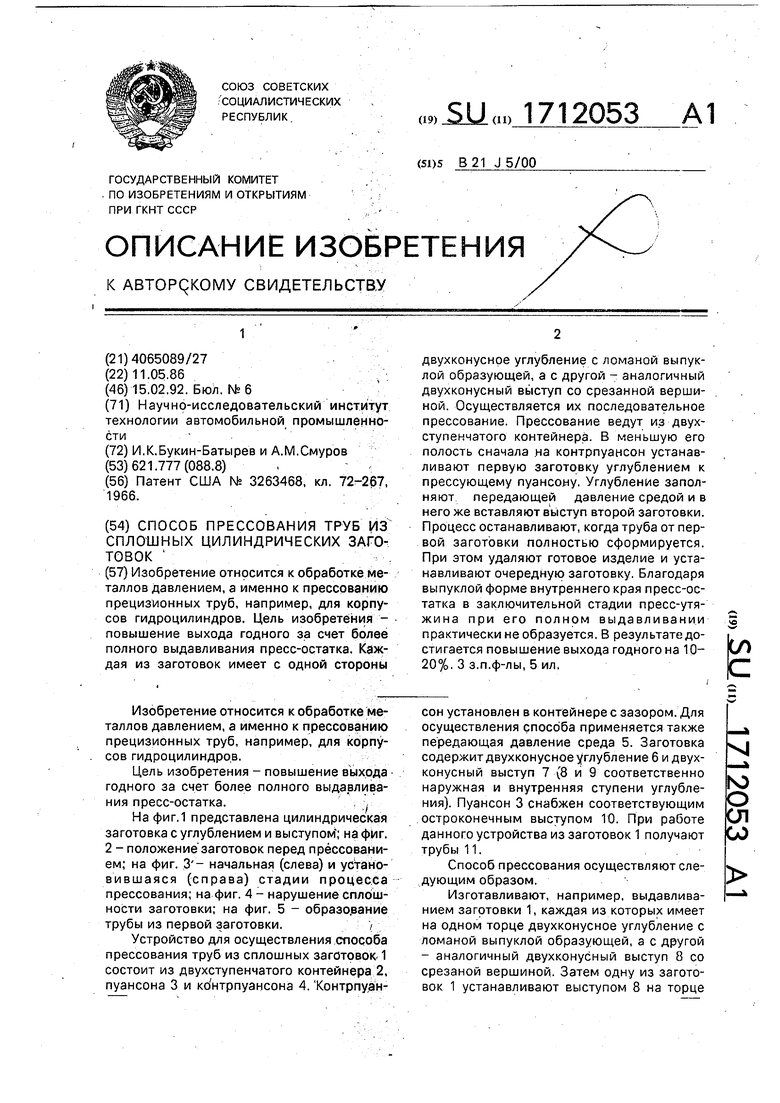
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования труб из сплошных цилиндрических заготовок | 1986 |
|
SU1720769A1 |
| Способ прессования труб из сплошных цилиндрических заготовок | 1986 |
|
SU1712021A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ И ПРЕСС-ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151013C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2022 |
|
RU2791198C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2533578C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Устройство для выдавливания заготовок | 1978 |
|
SU841766A1 |
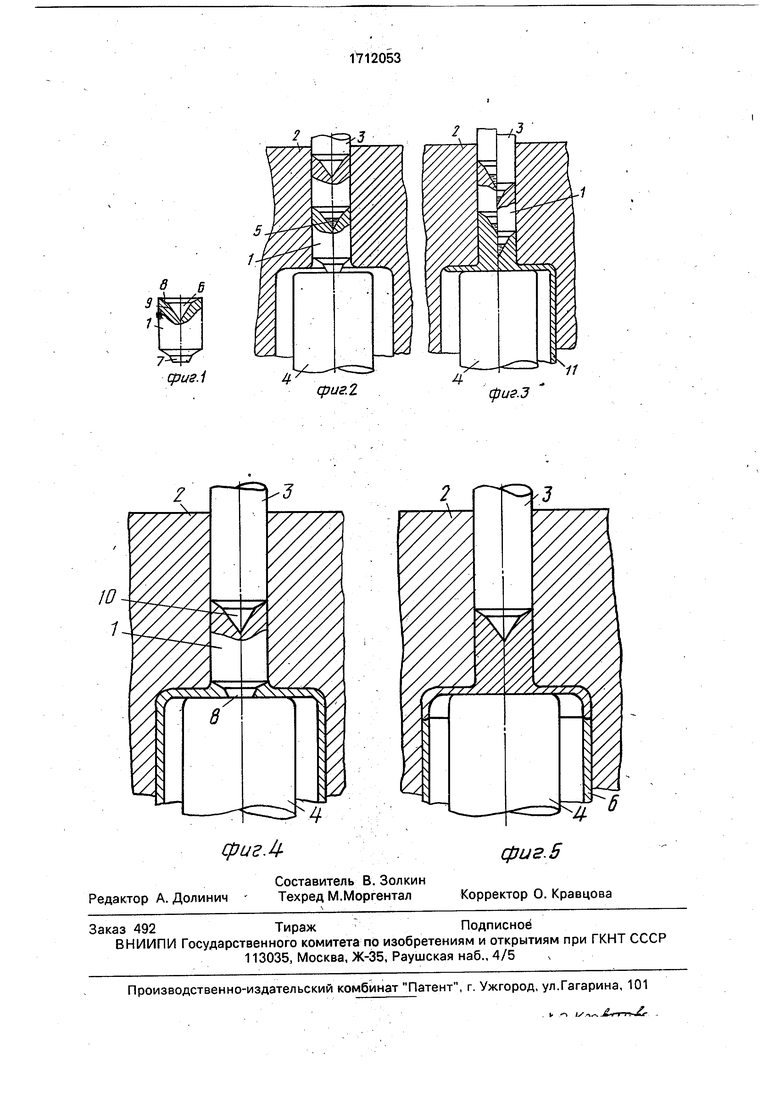
Изобретение относится к обработке металлов давлением, а именно к прессованию прецизмонных труб, например, для корпусов гидроцилиндров. Цель изобретения - повышение выхода годного за счет более полного выдавливания пресс-остатка. Каждая из заготовок имеет с одной стороныдвухконуснре углубление с ломаной выпуклой образующей, а с другой - аналогичный двухконусный вьютуп со срезанной вершиной. Осуществляется их последовательное прессование. Прессование ведут из двухступенчатого контейнера. В меньшую его полость сначала на контрпуансон устанавливают первую заготовку углублением к прессующему пуансону. Углубление заполняют передающей давление средой и в него же вставляют выступ второй заготовки. Процесс останавливают, когда труба от первой заготовки полностью сформируется. При этом удаляют готовое изделие и устанавливают очередную заготовку. Благодаря выпуклой форме внутреннего края пресс-остатка в заключительной стадии пресс-утя- жина при его полном выдавливании практически не образуется. В результате достигается повышение выхода годного на 1Q- 20%. Зз.п.ф-лы, 5ил.СОсИзобретение относится к обработке металлов давлением, а именно к прессованию прецизионных труб, например, для корпусов гидроцилиндров.Цель изобретения - повышение выхода • годного за счет более полного выдавливания пресс-остатка., ,На фиг.1 представлена цилиндрическая заготовка с углублением и выступом'; на фиг. 2 - положение'заготовок перед прессованием; на фиг. 3'~ начальная (слева) и yCTaiHO- вившаяся (справа) стадии процесса прессования; на фиг. 4 - нарушение сплошности заготовки; на фиг. 5 - образование трубы из первой заготовки./Устройство для осуществления .способа прессования труб из сплошных заготовок-1 состоит из двухступенчатого контейнера 2, пуансона 3 и ко'нтрпуансона 4. 'Контрпуансон установлен в контейнере с зазором. Для осуществления способа применяется также передающая давление среда 5. Заготовка содержит двухконусное углубление 6 и двухконусный выступ 1
| Патент США № 3263468, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
