Изобретение относится к смазка-м для механической обработки металлов и может быть использовано для улучшения процессов резания труднообрабатываемых материалов, например нержавеющих сталей..
Известно использование амидов жирных кислот ряда в качестве смазки для использования при холодной обработке металлов.
Однако названное вещество обладает недостаточными адгезионными, теплоемкими и антифрикционными свойствами.
Известен состав для механической обработки металлов, содержащий биурет,, едкий литий, кварцит, мочевину.
Однако этот состав не в полной мере удовлетворяет требованиям, предъявляемым при обработке нержавеющих сталей.
Наиболее близким к предлагаемому является состав для механической обработки металлов, содержащий, олеиновую кислоту, стеарин и серу. Триботех- нические свойства элементарной серы снижаются из-за ее физико-химически несвя занного состояния, грубой дисперсности и фазовой неустойчивости на поверхностях раздела при термоудат pax. Подвижность и малая адгезивность серы приводят к уменьшению вероятное- ти ее присутствия в зоне рез ания, что приводит к снижению общего положительного действия смазки и уменьшению стойкости режущего инструмента. JCpo ме того, в процессе сверления при гонке несвязанной серы выделяется неприятный запах, что ухудшает эколо- гичность на рабочем месте.
Цель изобретения - увеличение стойкости режущего инструмента и уменьшение загазованности окружающей среды.
Указанная цель достигается тем, что состав, содержащий стеарин и олесд
оо
GO ОО
иновую кислоту, дополнительно содержит гидратированную кальциевую пластичную смазку (солидол при следующих соотношениях компонентов, мас.%: Стеарин75-80
Олеиновая кислота 12-18 Гидратированная кальциевая пластичная смазкаОстальное Этот состав обладает хорошими сма- зочно-охлаждаюшими и антифрикционными, а также адгезионными свойствами. В результате снаэка при сверлении остается в зоне резания.
Стеарин является смазывающим и охлаждающим веществом. При содержании стеарина более 80% состав по своим технологическим свойствам приближается к действию чистого стеарина, т.е. эффективен только при тонких режимах сверления (малые диаметры сверл, небольшие подачи и скорости вращений сверл) и не эффективен при ужесточени режимов. При количестве стеарина мень ше 75% изменяется консистенция соста- ва, расплав хуже затвердевает.
Олеиновая кислота также оказывает смазывающее и охлаждающее действие, будучи высокотеплоемким веществом. Но жидкая олеиновая кислота в несвязанном состоянии разъедает кожу рук рабочего, а при испарении оказывает вредное действие на дыхательные органы человека. В предлагаемом составе количество олеиновой кислоты более 20% приводит к изменению консистенции состава, его худшему затвердеванию
Испытание смазок проводилось на сверлильном станке модели 2Н155. Скорость вращения сверла 750 об/мин. Попри отливке в формы.Если содержание дача сверла 0,12 мм на оборот. Сверле- этого компонета меньше 15%, уменьшает- ние проводиди всухую с применением ся эффективность действия смазки при предлагаемого состава (примеры 1-4) сверлении в жестких режимах.и с прототипом (пример 5).
Солидол не оказывает положительно- .После сверления одинакового коли- го действия в процессах с высокими д$ чесТва отверстий (10 отверстий) сверла исследовались на износ на обоих перьях сверла по задней кромке.
температурами но он растворяется i стеарине и олеиновой кислоте, образуя после застывания твердый раствор на основе стеариновой кислоты с хорошими адгезивными и антикоррозионными свойствами .
Технология изготовления смазки. В емкость засыпают стеарин, нагревают до расплавления 90-100frC, добавляют олеиновую кислоту и солидол, пег ремеимвают до полного растворения в стеарине и разливают в формы. После затвердевания и остывания карандаши твердой смазки готовы к употреблению.
50
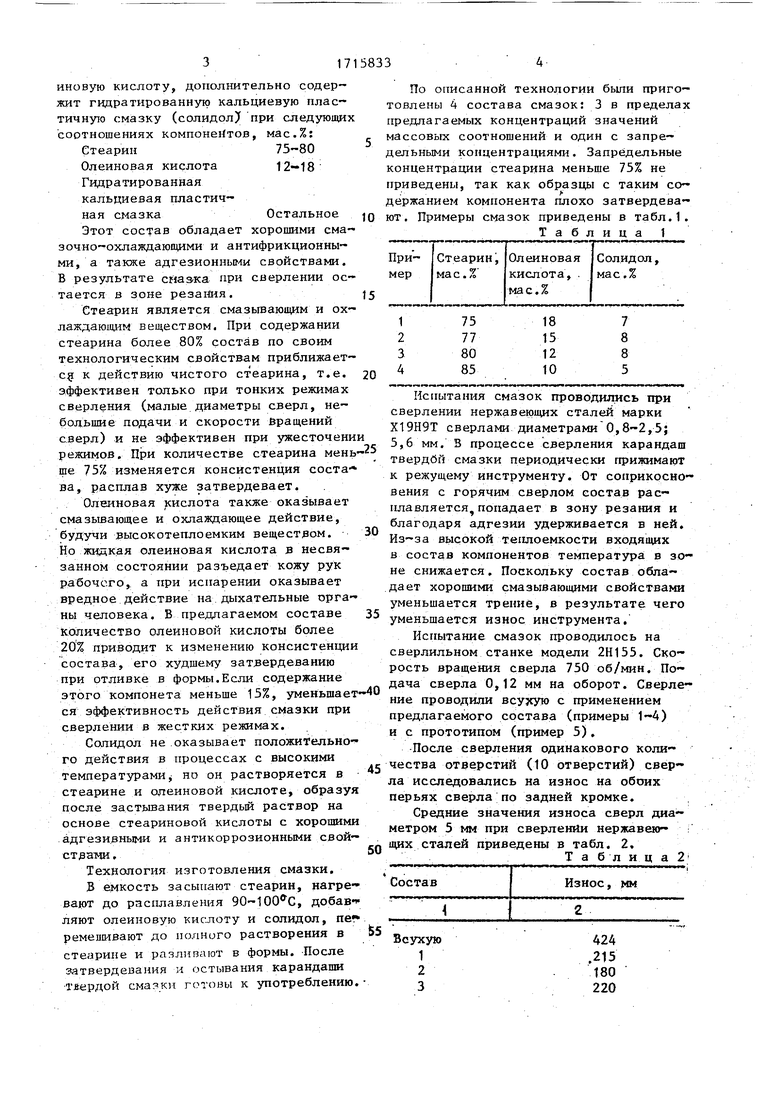
Средние значения износа сверл диаметром 5 мм при сверлении нержавею- щих сталей приведены в табл. 2.
Т а б л и ц а 2
55
По описанной технологии были приготовлены 4 состава смазок: 3 в пределах предлагаемых концентраций значений массовых соотношений и один с запредельными концентрациями, Запредельные концентрации стеарина меньше 75% не приведены, так как образцы с таким содержанием компонента плохо затвердевают. Примеры смазок приведены в табл.1.
Таблица 1
5
5
0
Испытания смазок проводились при сверлении нержавеющих сталей марки Х19Н9Т сверлами диаметрами 0,8-2,5; 5,6 мм. В процессе сверления карандаш твердбй смазки периодически прижимают к режущему инструменту. От соприкосновения с горячим сверлом состав расплавляется, попадает в зону резания и благодаря адгезии удерживается в ней. Из-за высокой теплоемкости входящих в состав компонентов температура в зоне снижается. Поскольку состав обладает хорошими смазывающими свойствами уменьшается трение, в результате чего уменьшается износ инструмента.
Испытание смазок проводилось на сверлильном станке модели 2Н155. Скорость вращения сверла 750 об/мин. Подача сверла 0,12 мм на оборот. Сверле- ние проводиди всухую с применением предлагаемого состава (примеры 1-4) и с прототипом (пример 5).
Средние значения износа сверл диаметром 5 мм при сверлении нержавею- щих сталей приведены в табл. 2.
Т а б л и ц а 2
5 ;17158336
Продолжение табя 2 с я тем что, с целью повышения стой- 1 кости режущего инструмента, состав
-i дополнительно содержит гидратирован- ,5 Ну ° кальЧиееУю пластичную смазку при
следующем соотношении компонентов, 5250маг V.
Ма С /о .

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для механической обработки металлов | 1990 |
|
SU1715832A1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2509144C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1990 |
|
RU2032710C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИЧНЫХ СМАЗОК | 2009 |
|
RU2400534C1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2018 |
|
RU2672067C1 |
Изобретение относится к смазкам для механической обработки металлов. Цель - увеличение стойкости режущего инструмента. Для этого используют состав, содержащий, мае.%: стеарин 75-80; олеиновая кислота 12-18; солидол - остальное.В этом случае износ режущего инструмента снижается на 15-40%. 2 табл.. .. S (/
Формула и з о б р е т е н и яСтеарин75-80
Олеиновая кислота 12-18
Состав для механической обработки 10 Гидратированная металлов, содержащая стеарин и олеи« кальциевая плас- новую кислоту, о тли ч а ю щ и и . . тйчная смазка Остальное
| Патент США № 3101286, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Смазка для механической обработки металлов | 1983 |
|
SU1186634A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для механической обработки металлов | 1976 |
|
SU595368A1 |
| кл | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
