Изобретение относится к смазкам для механической обработки металлов и может быть использовано для улучшения процессов резания труднообрабатываемых материалов, например нержавеющих сталей.
Известно использование аминов жирных кислот.ряда Сщ CZQB качестве смазки при холодной обработке металлов.
Однако это вещество обладает недостаточными адгезионными, теплоемкими и антифрикционными свойствами.
Известен состав для механической обработки металлов,содержащий биурет, едкий литий, кварцит и мочевину.
Однако указанный состав не в полной мер.е удовлетворяет требованиям,
предъявляемым при обработке нержавеющих сталей. .
Наиболее близок к предлагаемому состав, который содержит, мас.%: Олеиновая кислота 70 Стеарин.17
Сера13
Реализация триботехнических качеств элементарной серы снижается благодаря ее физико-химически несвязанному состоянию, грубодисперсности и фазовой неустойчивости на поверхности раздела при термоударах. Подвижность и малая адгезивность серы приводит к уменьшению вероятности ее присутствия в зоне резания, что приводит к снижению общего положительного действия связки и уменьшению стойкости
СЛ
00
со
Ю
.171
режущего инструмента. Кроме того, в процессе сверления при возгонке несвязанной серы выделяется неприятный запах, что ухудшает экологичность на рабочем месте.
Известен также состав для механической обработки металлов, состоящий из стеарина, серы и стеарата алюминия С другой стороны соли жирных, кислот, в данном случае стеарат алюминия, по своим физико-химическим свойствам недостаточно способствуют отводу тепла в зоне резания, а также мало снижают коэффициент трения, вследствие чего уменьшается стойкость режущего инструмента.
Цель изобретения - повыше- ние стойкости режущего инструмента и уменьшение загазованности окружающей среды .
. Указанная цель достигается тем, что смазка содержит стеариновую кисло ту, олеиновую кислоту и соляровую нефтяную фракцию марки Л при следующих соотношениях компонентов, мас.%:
Стеариновая кислота 75-80
Олеиновая кислота 12-18
Соляровая нефтяная
фракцияОстальное
Состав обладает хорошими смазочно- охдаждающими и антифрикционными качествами, а также хорошими адгезионными свойствами, что позволяет смазке при сверлении оставаться в зоне резания.
Стеариновая кислота является сма- зывающим и охлаждающим веществом. При содержании стеариновой кислоты более 80% состав по своим технологическим свойствам приближается к действию чистого стеарина, т.е. смазыва- ет и охлаждает только при тонких режи
Испытания смазок проводили при сверлении нержавеющих сталей марки Х18Н9Т сверлами диаметрами 0,8-2,5; 5,6 мм. В процессе сверления карандаш твердой смазки периодически прижимают к режущему инструменту.От соприкосновения с горячим сверлом состар расплавляется , расплав попадает в зо ну.резания, благодаря адгезии удержимах сверления (малые диаметры сверл,
небольшие подачи и скорости вращений 45 в ней, из-за высокой теплоемсверл). Эффективность его падает при
ужесточении режимов. При количестве
кости входящих в состав элементов поражается температура в зоне, хорошие
стеариновой кислоты меньше 75% изменяется консистенция состава, хуже про- исходит затвердевание расплава при использовании в виде карандашей твердой смазки,
Олеиновая кислота также оказывает смазывающее и охлаждающее действие, будучи высокотеплоемким веществом. Однако она в несвязанном состоянии разъедает кожу рук .рабочего, а при испарении оказывает вредное действие
I
0
0
5
35
40
на дыхательные органы человека. Олеиновая кислота в количестве более 20% приводит к изменению консистенции состава, к его худшему затвердеванию при отливке в формы. Уменьшение процентного содержания компонента меньше 12% уменьшает эффективность действия смазки при сверлении в жестких режимах.
Соляровая нефтяная фракция, кроме смазочного действия, увеличивает адгезию состава, повышает смачиваемость инструмента и обрабатываемого материала, имеет антикоррозионное действие. Соляровая нефтяная фракция очень доступна и дешева.
В емкость засыпают стеариновую кислоту, нагревают до расплавления (90- 110°)С, добавляют олеиновую кислоту и соляровую нефтяную фракцию, перемешивают до полного растворения в стеа-. рине и разливают в формы. После затвердевания и остывания карандаши твердой смазки готовы к употреблению.
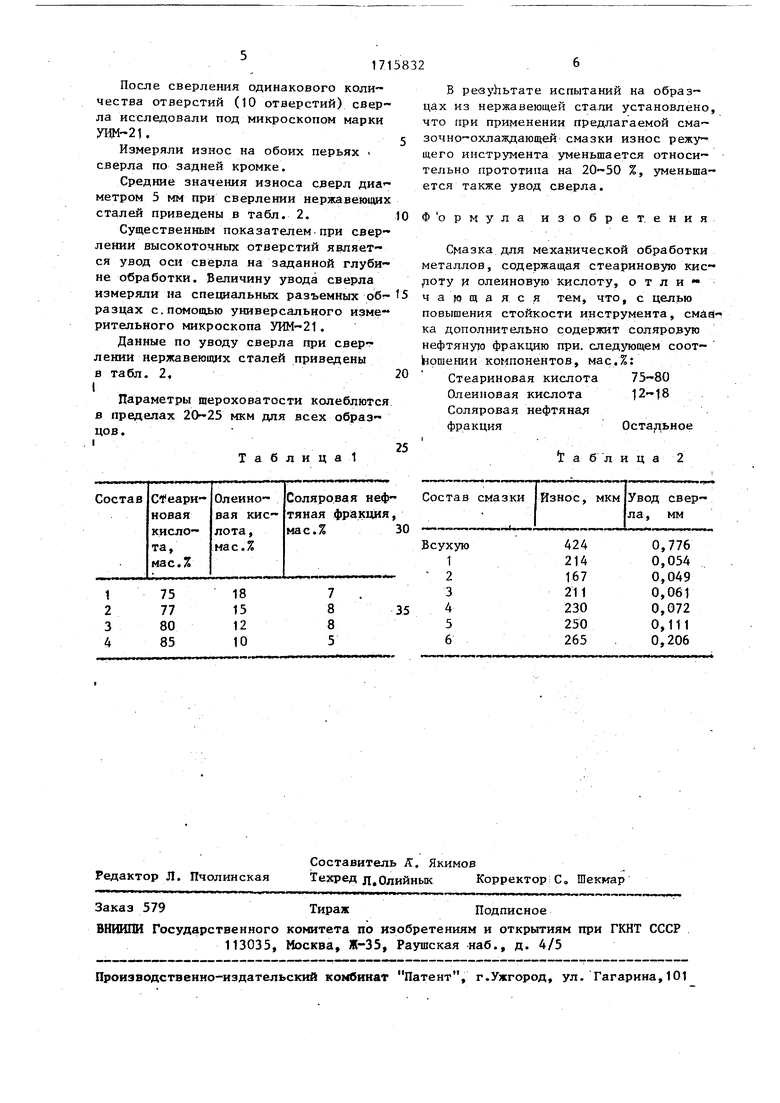
Были приготовлены 4 состава смазок: 3 в пределах предлагаемых кон- центраций значений массовых соотношений и один с запредельными значениями. Запредельные концентрации стеарина меньше 75% не приводили, т.к. образцы с таким содержанием компонента плохо затвердевают.Примеры смазок приведены в табл. 1.
Испытания смазок проводили при сверлении нержавеющих сталей марки Х18Н9Т сверлами диаметрами 0,8-2,5; 5,6 мм. В процессе сверления карандаш твердой смазки периодически прижимают к режущему инструменту.От соприкосновения с горячим сверлом состар расплавляется , расплав попадает в зо ну.резания, благодаря адгезии удержикости входящих в состав элементов поражается температура в зоне, хорошие
смазывающие свойства уменьшают трение, в результате этого уменьшается износ инструмента.
Испытание смазок проводилось на сверлильном станке модели 2Н155. Скорость вращения сверла об/мин. Подача сверла 0,12 мм на оборот.
Сверление проводили всухую, с применением предлагаемого состава (примеры ), прототипа (пример 5) и олеиновой кислоты (пример 6).
После сверления одинакового количества отверстий (10 отверстий) свер- ла исследовали под микроскопом марки УИМ-21.5
Измеряли износ на обоих перьях сверла по задней кромке.
Средние значения износа сверл диа- метром 5 мм при сверлении нержавеющих сталей приведены в табл. 2. Ю
Существенным показателем при сверлении высокоточных отверстий является увод оси свёрла на заданной глубине обработки. Величину увода сверла измеряли на специальных разъемных об-15 разцах с.помощью универсального измерительного микроскопа УИМ-21.
Данные по уводу сверла при сверг- лении нержавеющих сталей приведены в табл. 2,20
I
Параметры шероховатости колеблются
в пределах 20-25 мкм для всех образцов.
Б результате испытаний на образцах из нержавеющей стали установлено, что при применении предлагаемой сма™ зочно-охлаждающей смазки износ режущего инструмента уменьшается относительно прототипа на 20-50 %, уменьшается также увод сверла.
Ф ормула изобретения
Смазка для механической обработки металлов, содержащая стеариновую кислоту и олеиновую кислоту, о т л и чающаяся тем, что, с целью повышения стойкости инструмента, смая- ка дополнительно содержит соляровую нефтяную фракцию при. следующем соот- ошении компонентов, мас.%:
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для механической обработки металлов | 1990 |
|
SU1715833A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2509144C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| Смазка для механической обработки металлов | 1991 |
|
SU1778164A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2018 |
|
RU2672067C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2080357C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
Изобретение относится к смазкам для механической обработки металлов. Цель изобретенця - повышение стойкости инструмента. Смазка содержит, мас.%: стеариновая кислота 75-80; олеиновая кислота 12-18 и соляровая нефтяная фракция остальное. При испытании на образцах из нержавеющей стали применение смазки обеспечивает снижение износа режущего инструмента на 20-50%. 2 табл. (/)
Таблица
75 77 80 85
18 15 12 10
7 8 8 5
25
35
| Патент США | |||
| №3101286, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Смазка для механической обработки металлов | 1983 |
|
SU1186634A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для механической обработки металлов | 1976 |
|
SU595368A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Авторское свидетельство СССР , № 1041279, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
