Изобретение относится к нанесению покрытий электрохимическим способом, в частности к устройствам для перемещения обрабатываемых деталей в кассетах.
Целью изобретения является повышение производительности и надежности в работе.
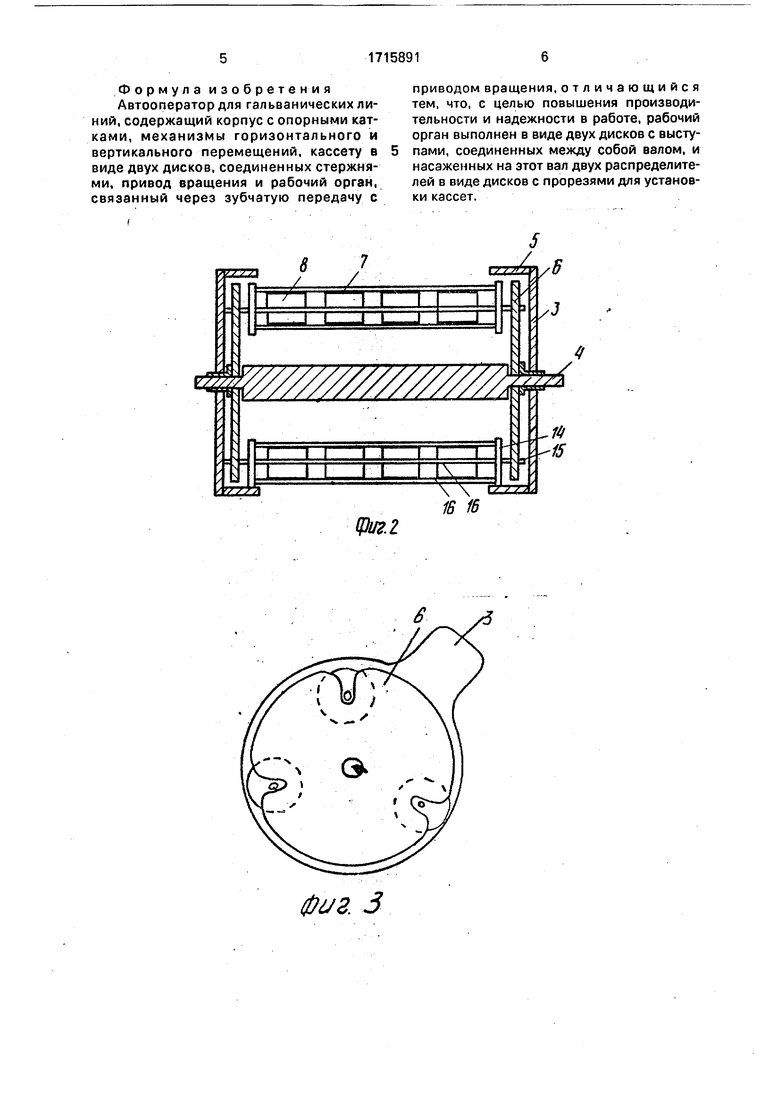
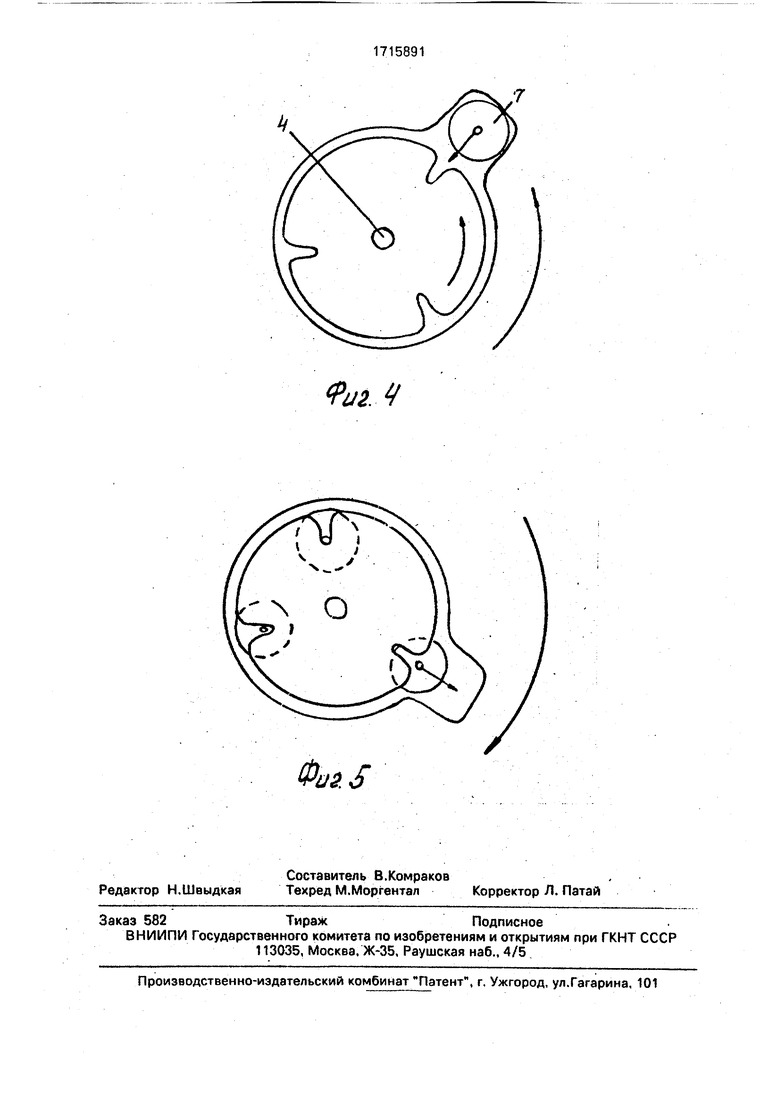
На фиг. 1 изображен автооператор для обработки деталей, общий вид; на фиг. 2 - рабочий орган, вид спереди; на фиг. 3 - то же, вид сбоку, в рабочем положении; на фиг. 4 - то же, в период загрузки; на фиг. 5 - то же, в период выгрузки кассет.
Автооператор для обработки деталей состоит из корпуса 1, подвижной платформы 2, рабочего органа в виде двух дисков 3 с выступающей частью, насаженных на вал 4 и снабженных с внутренней стороны пластинами 5, распределителя 6, в виде дисков с прорезями для опоры кассет 7 с деталями 8.
Один из дисков 3 связан с шестерней 9, которая через шестерни 10, оси 11 и 12, редуктор 13 подключена к приводу.
Кассеты 7 выполнены в виде дисков 14 со шпильками 15, жестко связанными между собой стержнями 16.
Корпус 1 поставлен на рельсовый путь при помощи катков 17 и перемещается при помощи механизма 18.
Устройство работает следующим образом.
Обрабатываемую деталь 8 (керамический изолятор) помещают в кассету 7, затем кассета 7 помещается в рабочий орган.
Загрузку кассет осуществляют следующим образом: выступы дисков 3 находятся в рабочем положении, кассету 7 помещают на выступ диска 3, затем, вращая распределитель рабочего органа б на валу 4, совмещают прорезь в распределителе 6 со шпилькой 15 кассеты 7, при этом первая кассета 7 становится в рабочее положение, на ее место помещают вторую кассету 7, вращением вала 4 совмещают прорезь в распределителе 6 со шпилькой 15 второй кассеты 7, затем то же самое - с третьей кассетой 7.
Автооператор по рельсовому пути при помощи катков 17 и механизма горизонтального перемещения 18 по команде системы управления передвигается к первой
ванне.
В положении над первой ванной в работу включается механизм вертикального пе- ремещения (не показан ). который опускает подвижную платформу 2 в крайнее нижнее
положение дс упора на концевик, расположенный на корпусе автооператора, при этом включается в работу привод рабочего органа, который передает вращение через редуктор 13, оси 11 и 12, шестерни 10 и 9 на
рабочий орган.
При вращении рабочего органа кассета 7, находясь в нижнем положении, вращается за счет трения между пластинами 5 диска 3 и диском 14 кассеты 7. В верхнем положении кассета 7 опирается шпилькой 15 на прорезь распределителя и проходит его без вращения.
После обработки деталей в первой ванне в соответствии с технологическим процессом происходит подъем подвижной платформы 2 в крайнее верхнее положение при помощи механизма вертикального перемещения. При подьеме рабочего органа он продолжает вращаться, вследствие чего
над кассетой 7 с деталями 8 создается чистый участок зеркала раствора, что исключает повторное загрязнение поверхности деталей.
Фиксация и остановка автооператора над ваннами осуществляется с помощью концевых выключателей, расположенных у каждой ванны (не показано).
Пройдя весь технологический путь, автооператор вновь подходит к монтажному столу, где происходит выгрузка деталей в последовательности, обратной загрузке, выступ диска 3 опускают вниз и вынимают кассеты 7.
Такая конструкция автооператора .позволяет повысить производительность труда, надежность работы устройства за счет упрощения конструкции и возможности загрузки сразу трех кассет.
Формула изобретения Автооператор для гальванических линий, содержащий корпус с опорными катками, механизмы горизонтального и вертикального перемещений, кассету в виде двух дисков, соединенных стержнями, привод вращения и рабочий орган, связанный через зубчатую передачу с
приводом вращения, отличающийся тем, что, с целью повышения производительности и надежности в работе, рабочий орган выполнен в виде двух дисков с выступами, соединенных между собой валом, и насаженных на этот вал двух распределителей в виде дисков с прорезями для установки кассет.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1989 |
|
SU1640214A1 |
| Автооператор для нанесения гальванических покрытий | 1990 |
|
SU1838456A3 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Установка для очистки изделий | 1990 |
|
SU1756381A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Автомат для мойки деталей механизмов часов | 1972 |
|
SU439324A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
Изобретение относится к области нанесения покрытий, в частности к устройствам для перемещения обрабатываемых изделий в процессе обработки. Целью изобретения является повышение производительности и надежности работы. Автооператор включает корпус 1. платформу 2, рабочий орган в виде дисков с выступами, установленных на валу, на который насажены распредилители. Один из дисков связан (Г шестерней 9, которая через шестерни 10, оси 11, 12 и редуктор 13 соединена с приводом. Кассеты выполнены в виде дисков со шпильками. Загрузка кассет осуществляется помещением их на выступ диска. В положении оператора над первой ванной опускается вниз платформа 2 и вклю
фиг. 3
Фиг. г
fat.
| Автооператор | 1981 |
|
SU1008285A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автооператор | 1989 |
|
SU1640214A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
