Известны двухъярусные автоматические станки для обработки круглых изделий с двух сторон, в которых для передачи изделия со шпинделей верхнего яруса на шпиндели нижнего яруса применены винтовые кантователи.
В описываемом станке для затылования круглой плашки с двух сторон между инструментальной бабкой и бабкой изделия установлена поперечная бабка загрузки, на которой смонтированы, кроме кантователя, гидравлические поршневые толкатели для предварительного прижатия плашки к врашаюгцейся цанге шпинделя бабки изделия до попадания торцового зуба цанги в паз плашки для ориентации последней при ее дальнейшем заталкивании в цангу.
Такое выполнение описываемого, станка позволяет автоматизировать процесс затылования плашки.
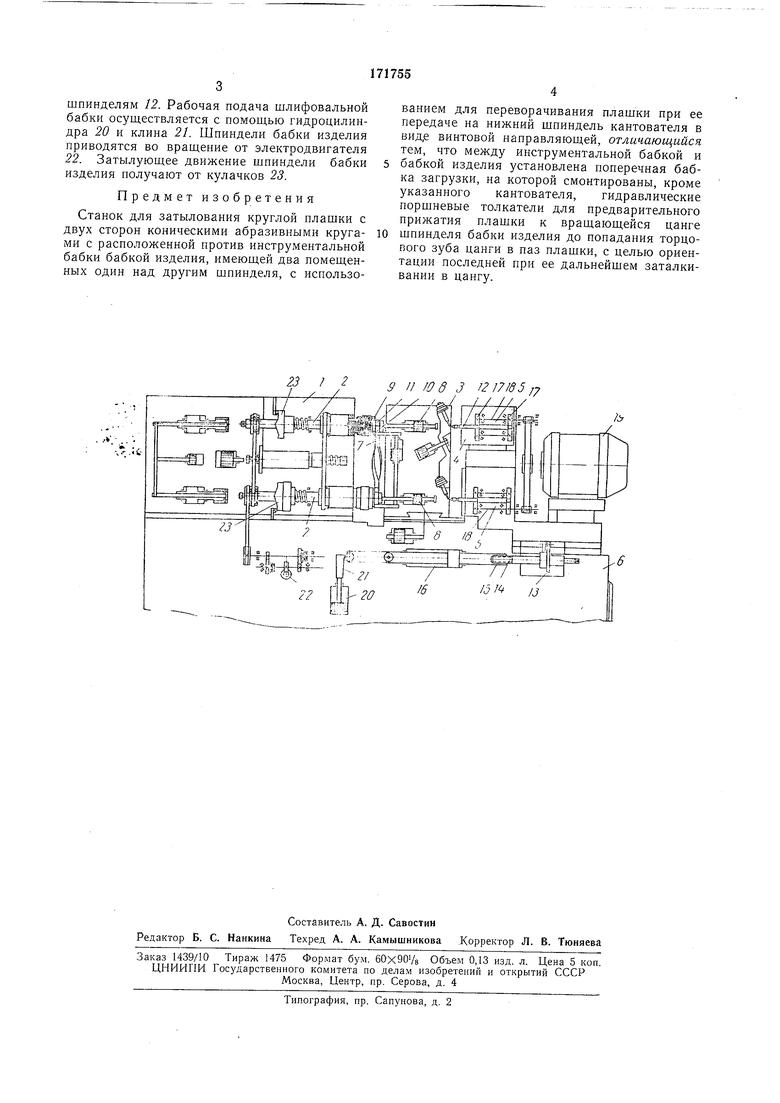
На чертеже изображена схема предлагаемого станка.
Станок содержит бабку / изделия с двумя шпинделями 2, бабку 3 загрузки и шлифовальную бабку 4 с двумя шлифовальными головками 5. Все узлы станка размещены на станине 6.
в верхнем шпинделе плашки по кантователю 7 подаются к нижнему шпинделю, где обрабатывается их другая сторона, затем плашки попадают в бункер готовой продукции.
Подаваемые к шпинделям 2 бабки изделия плашки прижимаются гидравлическими толкателями 8 к торцам вращающихся цанг 9 шпинделей 2. Каледая цанга имеет по одному ориентирующему зубу 10. Плашка // входит в цангу только тогда, когда зуб цанги расположится против паза на плашке.
После установки плашек в шпиндели бабки изд.елия бабка загрузки отводится в сторону, а к плашкам подводятся шпиндели 12 шлифовальной бабки 4. При этом шлифовальная бабка проворачивает храповик 13 и винт 14. Винт 14 ввертывается в шток 15 гидроцилиндра 16, осуществляющего подвод и подачу шлифовальной бабки.
Таким образом компенсируется износ шлифовальных кругов при правке.
Шлифовальные головки 5 устроены следующим образом. В центре головок расположены шпиндели /2 с абразивными кругами. Опорами шпинделей служат диски 17 (по три на каждом конце шпинделя). Диски попарно связаны валами 18. В каждой шлифовальной головке приводится во вращение электродвигателем 19 по одному валу. Вращающиеся диски 17 за счет трения передают вращение
шпинделям 12. Рабочая подача шлифовальной бабки осуществляется с помощью гидроцилиндра 20 и клииа 21. Шпиндели бабки изделия приводятся во вращение от электродвигателя 22. Затылующее движение шпиндели бабки изделия получают от кулачков 23.
Предмет изобретения
Станок для затылования круглой плашки с двух сторон коническими абразивными кругами с расположенной против инструментальной бабки бабкой изделия, имеющей два помещенных один над другим шпинделя, с использованием для переворачивания плашки при ее передаче на нижний шпиндель кантователя в виде винтовой направляющей, отличающийся тем, что между инструментальной бабкой и бабкой изделия установлена поперечная бабка загрузки, на которой смонтированы, кроме указанного кантователя, гидравлические поршневые толкатели для предварительного прижатия плашки к вращающейся цанге шпинделя бабки изделия до попадания торцового зуба цанги в паз плащки, с целью ориентации последней при ее дальнейшем заталкивании в цангу.
3 / / X /
ч .;сff II fO в 3 Г2 J7I85 JJ / / //у
