w
Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автомат для изготовления пружин кручения | 1976 |
|
SU580934A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416249A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Станок для изготовления бельевых прищепов | 1984 |
|
SU1191293A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению мелких пружин специального назначения в крупносерийных отраслях промышленности, и позволяет повысить производительность и качество резки. Автомат для изготовления пружин с одним отогнутым внутрь концом, содержит смонтированные на станине привод с валом отбора мощности и кинематически связанные механизм подачи проволоки, механизм навивки пружины с несколькими оправками и отрезное устройство с ножами. 7 ил.
Изобретение относится к обработке металлов давлением, а именно к изготовлению мелких пружин специального назначения в крупносерийных отраслях промышленности.
Цель изобретения - повышение производительности и улучшение качества резки.
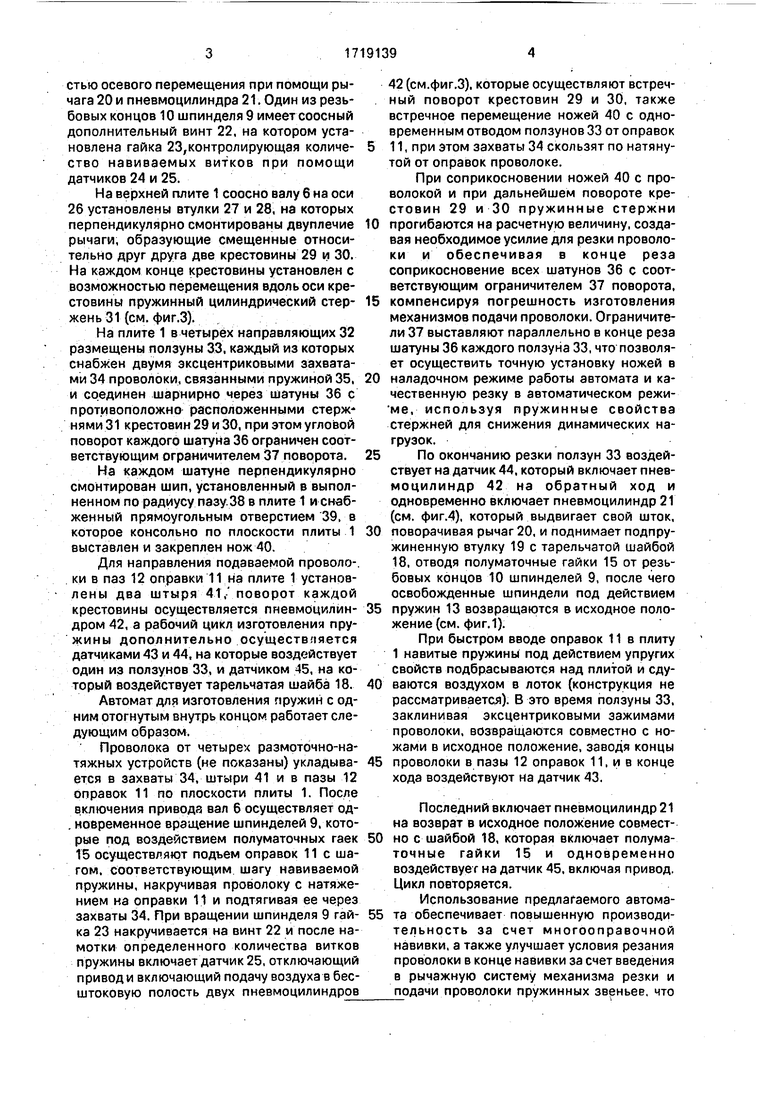
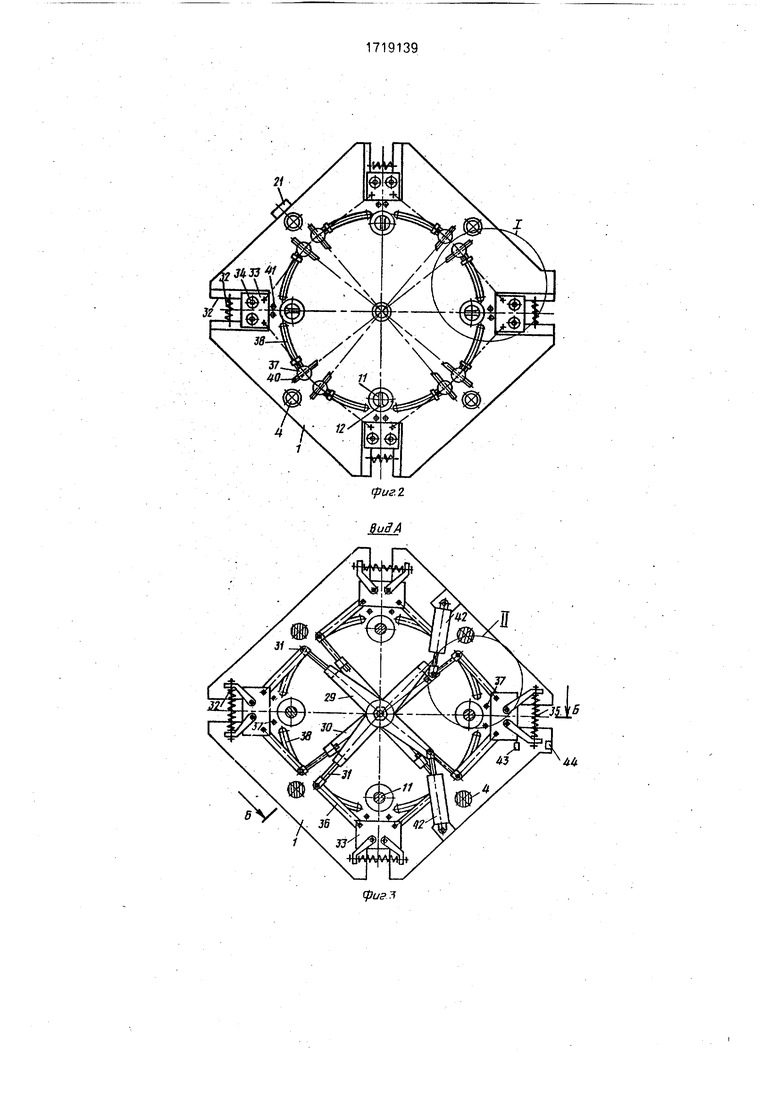
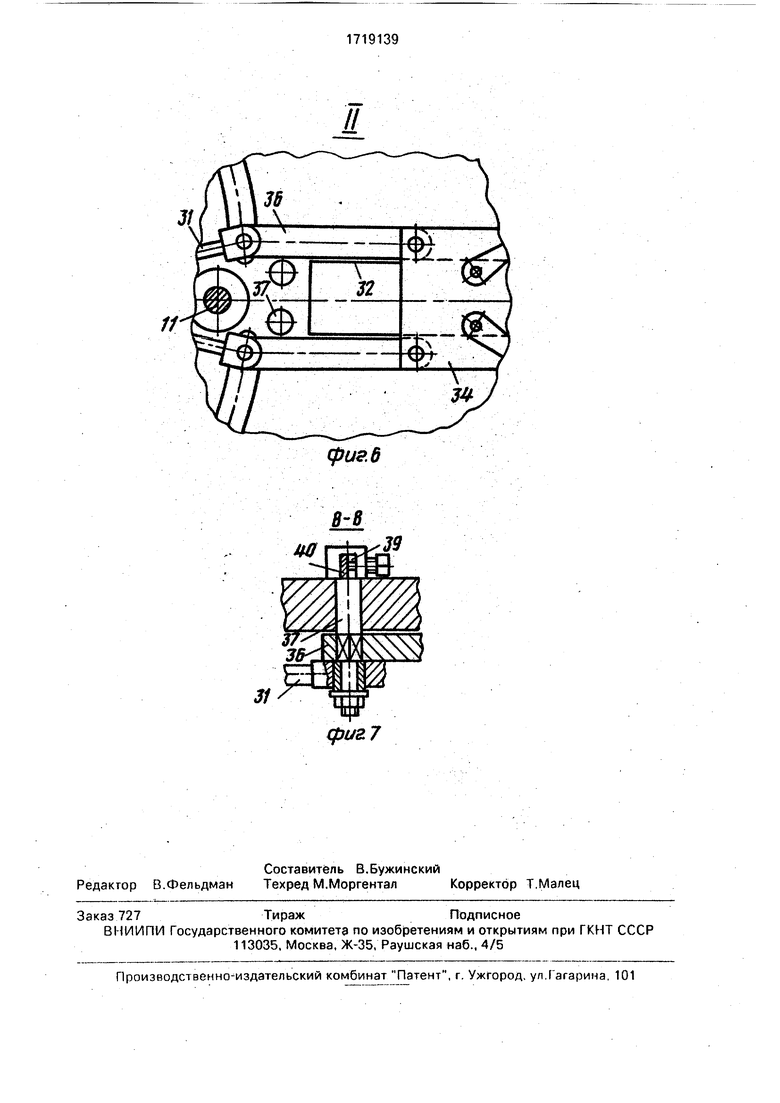
На фиг. 1 представлен предлагаемый автомат, продольный разрез; на фиг.2 - то же, вид сверху; на фиг.З - вид по стрелке А на фиг.1; на фиг.4 - разре Б-Б на фиг.З; на фиг.5 - узел I на фиг.2 с положением ножей в конце отрезки; на фиг.6 - узел II на фиг.З с тем же положением ножей; на фиг.7 - разрез В-В на фиг.5,
Автомат конструктивно выполняется в зависимости от необходимой производительности по меньшей мере с двумя или более четными по количеству шпинделями.
В предлагаемом автомате выбран четы- рехшпиндельный вариант. Автомат состоит
из станины в виде верхней плиты 1 и средних плит 2 и 3, собранных при помощи скалок 4. В центральной части между плитами 2 и 3 размещена шестерня 5, установленная на валу 6 привода (не показан) и передающая крутящий момент через зубчатые колеса 7 четырем, имеющим возможность осевого перемещения при помощи скользящей шпонки 8 шпинделями 9, у которых один конец 10 выполнен резьбовым с шагом, соответствующим шагу навиваемой пружины, а на другом конце соосно установлена оправка 11с торцевым пазом 12, выступающим над плитой 1, под действием пружины 13. Резьбовый конец 10 под действием пружины 14 сопряжен с полуматочной гайкой 15, шарнирно установленной на кронштейне 16, при этом гайка 15 снабжена рычагом 17. упертым в тарельчатую шайбу
18,связанную с подпружиненной втулкой
19,установленной на валу 6 с возможноVJ
ю
со
Ч)
стью осевого перемещения при помощи рычага 20 и пневмоцилиндра 21. Один из резьбовых концов 10 шпинделя 9 имеет соосный дополнительный винт 22, на котором установлена гайка 23,контролирующая количество навиваемых витков при помощи датчиков 24 и 25.
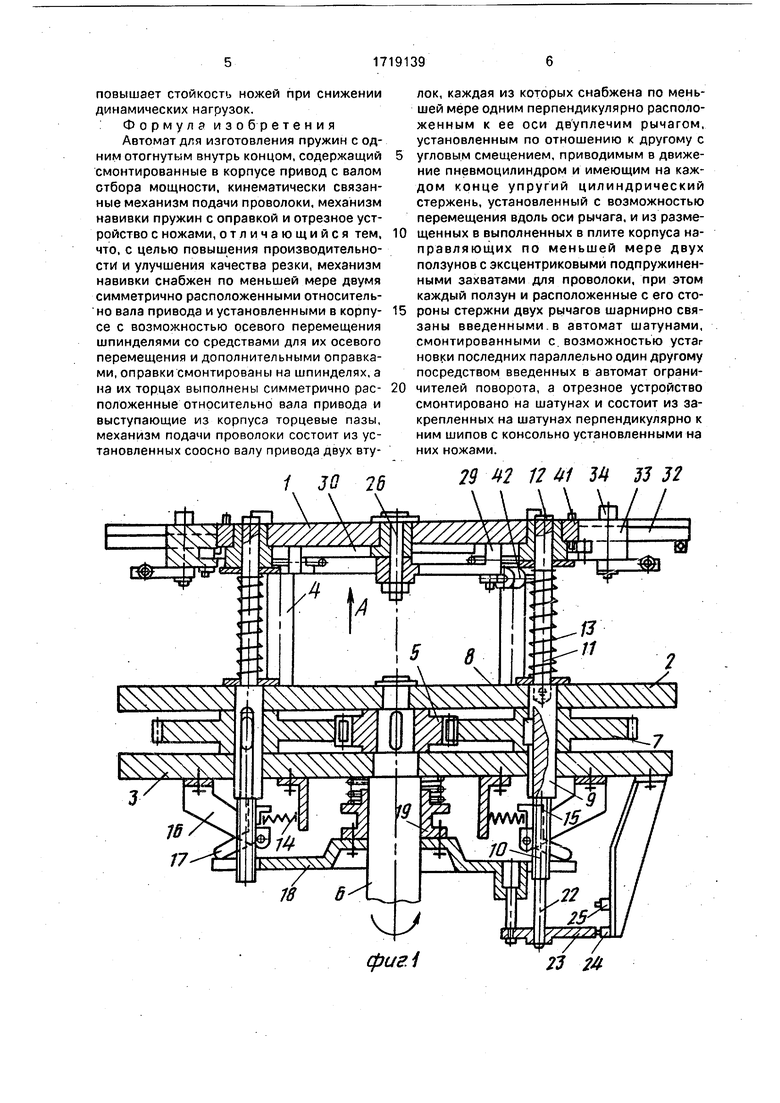
На верхней плите 1 соосно валу 6 на оси 26 установлены втулки 27 и 28; на которых перпендикулярно смонтированы двуплечие рычаги, образующие смещенные относительно друг друга две крестовины 29 и 30. На каждом конце крестовины установлен с возможностью перемещения вдоль оси крестовины пружинный цилиндрический стержень 31 (см. фиг.З).
На плите 1 в четырех направляющих 32 размещены ползуны 33, каждый из которых снабжен двумя эксцентриковыми захватами 34 проволоки, связанными пружиной 35, и соединен шарнирно через шатуны 36 с противоположно расположенными стержнями 31 крестовин 29 и 30, при этом угловой поворот каждого шатуна 36 ограничен соответствующим ограничителем 37 поворота.
На каждом шатуне перпендикулярно смонтирован шип, установленный в выполненном по радиусу пазу.38 в плите 1 и снабженный прямоугольным отверстием 39, в которое консольно по плоскости плиты 1 выставлен и закреплен нож 40.
Для направления подаваемой проволо-. ки в паз 12 оправки 11 на плите 1 установлены два штыря 41, поворот каждой крестовины осуществляется пневмоцилйн- дром 42, а рабочий цикл изготовления пружины дополнительно осуществляется датчиками 43 и 44, на которые воздействует один из ползунов 33, и датчиком 45, на который воздействует тарельчатая шайба 18.
Автомат для изготовления пружин с одним отогнутым внутрь концом работает следующим образом.
Проволока от четырех размоточно-на- тяжных устройств (не показаны) укладывается в захваты 34, штыри 41 и в пазы 12 оправок 11 по плоскости плиты 1. После включения привода вал 6 осуществляет од- . повременное вращение шпинделей 9. которые под воздействием полуматочных гаек 15 осуществляют подъем оправок 11 с шагом, соответствующим шагу навиваемой пружины, накручивая проволоку с натяжением на оправки 11 и подтягивая ее через захваты 34. При вращении шпинделя 9 гайка 23 накручивается на винт 22 и после намотки определенного количества витков пружины включает датчик 25, отключающий приводи включающий подачу воздуха в бес- штоковую полость двух пневмоцилиндров
42 (см.фиг.З). которые осуществляют встречный поворот крестовин 29 и 30, также встречное перемещение ножей 40 с одновременным отводом ползунов 33 от оправок
11, при этом захваты 34 скользят по натянутой от оправок проволоке.
При соприкосновении ножей 40 с проволокой и при дальнейшем повороте крестовин 29 и 30 пружинные стержни
прогибаются на расчетную величину, создавая необходимое усилие для резки проволоки и обеспечивая в конце реза соприкосновение всех шатунов 36 с соответствующим ограничителем 37 поворота,
компенсируя погрешность изготовления механизмов подачи проволоки. Ограничители 37 выставляют параллельно в конце реза шатуны 36 каждого ползуна 33, что позволяет осуществить точную установку ножей в
наладочном режиме работы автомата и качественную резку в автоматическом режи- ме, используя пружинные свойства стержней для снижения динамических нагрузок.
По окончанию резки ползун 33 воздействует на датчик 44, который включает пнев- моцилиндр 42 на обратный ход и одновременно включает пневмоцилиндр 21 (см. фиг.4), который выдвигает свой шток,
поворачивая рычаг 20, и поднимает подпружиненную втулку 19 с тарельчатой шайбой 18, отводя полуматочные гайки 15 от резьбовых концов 10 шпинделей 9, после чего освобожденные шпиндели под действием
пружин 13 возвращаются в исходное положение (см. фиг. 1).
При быстром вводе оправок 11 в плиту 1 навитые пружины под действием упругих свойств подбрасываются над плитой и сдуваются воздухом в лоток (конструкция не рассматривается). В это время ползуны 33. заклинивая эксцентриковыми зажимами проволоки, возвращаются совместно с ножами в исходное положение, заводя концы
проволоки в пазы 12 оправок 11, и в конце хода воздействуют на датчик 43.
Последний включает пневмоцилиндр 21 на возврат в исходное положение совмест- но с шайбой 18, которая включает полуматочные гайки 15 и одновременно воздействует на датчик 45, включая привод. Цикл повторяется.
Использование предлагаемого автома- 5 та обеспечивает повышенную производительность за счет многооправочной навивки, а также улучшает условия резания проволоки в конце навивки за счет введения в рычажную систему механизма резки и подачи проволоки пружинных звеньев, что
повышает стойкость ножей при снижении динамических нагрузок, Формула изобретения
Автомат для изготовления пружин с одним отогнутым внутрь концом, содержащий смонтированные в корпусе привод с валом отбора мощности, кинематически связанные механизм подачи проволоки, механизм навивки пружин с оправкой и отрезное устройство с ножами, отличающийся тем, что, с целью повышения производительности и улучшения качества резки, механизм навивки снабжен по меньшей мере двумя симметрично расположенными относительно вала привода и установленными в корпусе с возможностью осевого перемещения шпинделями со средствами для их осевого перемещения и дополнительными оправками, оправки смонтированы на шпинделях, а иа их торцах выполнены симметрично расположенные относительно вала привода и выступающие из корпуса торцевые пазы, механизм подачи проволоки состоит из установленных соосно валу привода двух втулок, каждая из которых снабжена по меньшей мере одним перпендикулярно расположенным к ее оси двуплечим рычагом, установленным по отношению к другому с 5 угловым смещением, приводимым в движение пневмоцилиндром и имеющим на каждом конце упругий цилиндрический стержень, установленный с возможностью перемещения вдоль оси рычага, и из разме0 щенных в выполненных в плите корпуса направляющих по меньшей мере двух ползунов с эксцентриковыми подпружиненными захватами для проволоки, при этом каждый ползун и расположенные с его сто5 роны стержни двух рычагов шарнирно связаны введенными, в автомат шатунами, смонтированными с. возможностью устаг новки последних параллельно один другому посредством введенных в автомат ограни0 чителей поворота, а отрезное устройство смонтировано на шатунах и состоит из закрепленных на шатунах перпендикулярно к ним шипов с консольно установленными на них ножами.
79-42 12 #1 34 Я 32
W/
Я 24
ОУ
со
о г-
1
Э|
tn
I
R
о со
о
т
г1/
Я
XXSSS3
31/
фиг 7
| Автомат для изготовления пружин с одним отогнутым внутрь концом | 1978 |
|
SU764801A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
